M3plus_OperationManual_e.pdf - 第95页
3 - 30 3 Creating the PCB data 4. Creating the component information Loading position Pickup angle Loading position Pickup angle Loading position Pickup angle Loading position Pickup angle Recognition reference Loading p…

3 -29
4. Creating the component information
3
Creating the PCB data
4.3 Pick parameters
Pick parameters
27414-5E-20
A: Feeder Set No.
Enter the feeder set number of the position on the feeder plate (feeder knockpin position) at which
the feeder is installed. This parameter setting is unnecessary when the "Use feeder optimize"
parameter is set to "Yes". When using a tray shuttle feeder (TSF1), refer to section 4.10, "Using
component feeders other than tape feeders".
B: Position Definition
Set to "Automatic" when the Package parameter is set to "Tape" or "Bulk". (The component pickup
position will be calculated automatically.) Set to "Teaching" when using a stick feeder or tray
shuttle feeder (TSF1). (See "4.10 Using component feeders other than tape feeders" in this chap-
ter.)
D: Y (mm)
Enter the position at which the head picks up the component from the feeder. These parameters are
skipped when the Position Definition parameter is set "Automatic".
When stick feeders or tray shuttle feeder (TSF1) are used, enter the pickup position by teaching.
(See "4.10 Using component feeders other than tape feeders" in this chapter.)
E: Pick Angle (deg)
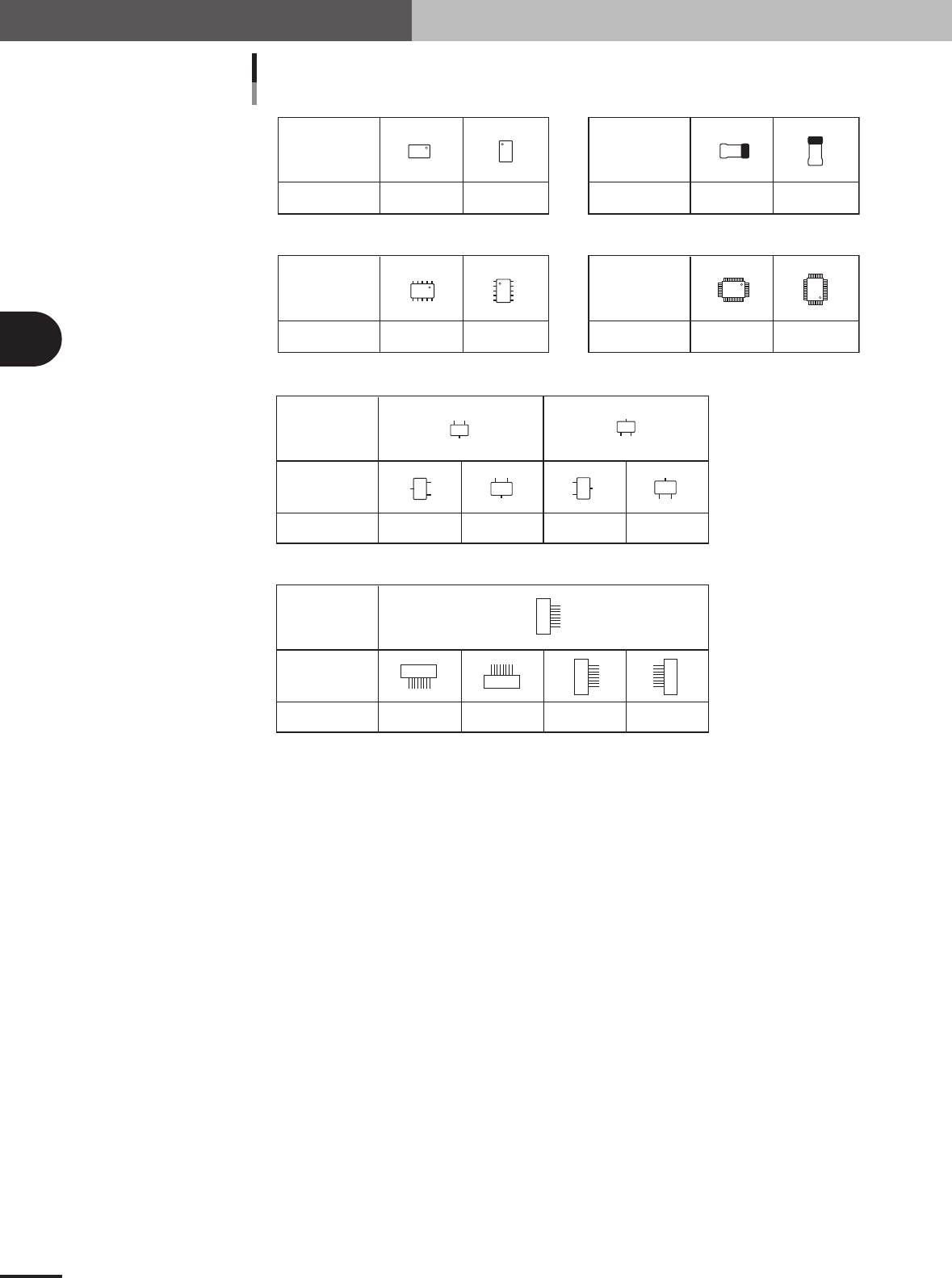
• This parameter specifies the angle through which the mounter head rotates to pick up a component
on the feeder. This setting determines the orientation of the component (recognition reference)
when it is recognized and displayed on the operation monitor. Normally, set this parameter to 0
deg for horizontally long components in the loading position on the feeder, and set to 90 deg for
vertically long components.
•When using a bulk cassette feeder, always set this parameter to 90°.
• The pickup angle for transistors must be specified so that their leads face the NS directions. Set
this parameter to 0 deg for vertically long components in the loading position on the feeder, and set
to 90 deg for horizontally long components. Select the correct pickup angle by referring to the
table below.
• The pickup angle for SOP components must be specified so that their leads face the EW directions.
Set this parameter to 0 deg for horizontally long components in the loading position, and set to 90
deg for vertically long components. Select the correct pickup angle by referring to the table below.
• The pickup angle of connectors must be specified so that their leads face the E direction. Select the
correct pickup angle according to the loading position of the component as shown in the table
below.
3 -30
3
Creating the PCB data
4. Creating the component information
Loading position
Pickup angle
Loading position
Pickup angle
Loading position
Pickup angle
Loading position
Pickup angle
Recognition
reference
Loading position
Pickup angle
Recognition
reference
Loading position
Pickup angle
Chip Melf
SOP
Mini-mold transistor
Connector E
QFP
0° 90° 0° 90°
0° 90°
0° 90° 0° 90°
0° 190° 90° -90°
0° 90°
NS
E
W
N
S
WE
NS
E
W
N
S
WE
N
S
N
S
NS
E
W
N
S
W
E
NS
E
W
N
S
WE
Pick Angle (deg)
25405-5E-20
F: Pick Height (mm)
This is the Z-axis height offset value used when the head lowers to pick a component. Set this
parameter to "0.0" in normal operation.
If you want to lower the Z-axis height during component pickup, enter a plus value in the Pick
Height column. Conversely, if you want to raise the Z-axis height, enter a minus value.
This parameter setting is disabled when using a fixed tray feeder (TSF1).
G: Pick Timer
This parameter specifies the time duration (in seconds) for which the head stays in the lowered
position after detecting the reference pickup vacuum pressure when picking up a component. For
small components such as chip components, it is okay to set this parameter to "0.00".
H: Pick Speed (%)
This is the Z-axis speed when the head moves down to pick up a component. Set this parameter to
100 (%) in most cases. If you want to reduce the speed, enter a smaller value.
I: XY Speed (%)
This is the speed at which the head moves in the XY directions to pick up and mount a component.
Set this parameter to 100 (%) in most cases. If you want to reduce the speed, enter a smaller value.

3 -31
4. Creating the component information
3
Creating the PCB data
J: Pick&Mount Vacuum Check
Set this parameter to "NORMAL CHK" in most cases. If you want to check pickup errors and
mount errors more strictly (head return without mounting the component), set to "SPECIAL CHK".
For example, when using QFP components and you want to check pickup errors and mount errors
(erroneous head return without mounting the component) more strictly, set this parameter to
"SPECIAL CHK".
n
NOTE
When the Pick&Mount Vacuum Check parameter is set to "NORMAL CHK", the machine controls the ascent
timing of the head from the lowered position during component pickup or mounting. This parameter setting is
valid only when the Vacuum Check parameter on the Board tab screen is set to "Check".
K: Pick Vacuum
This is the reference vacuum pressure used for checking the pickup vacuum level. Use the default
setting and adjust it as needed in the Parts Adjust mode. (See "4.9.1 Parts Adjust mode" in this
chapter.)
L: Pick Start
This parameter specifies the timing to start vacuum generation when the head picks up a compo-
nent. When set to "Normal", vacuum generation starts before the head moves down. When set to
"Bottom", vacuum generation start after the head has moved down. Set this parameter to "Normal"
in most cases.
M: Pick Action
This specifies the nozzle decent movements during component pickup. Set this parameter to
"Normal" in most cases. Setting this parameter to "DETAIL" allows you to set the Pick Tango
parameter.
N: Pick Tango
Set this parameter to "NORMAL" in most cases. When higher accuracy is required to pick up a
small component, set to "INTOL". (This parameter can be selected only when the Pick Action
parameter is set to "DETAIL".