FX-2_使用说明书.pdf - 第300页
第 6 章 编辑辅助功能 6-2-2-2 报告检查结果 报告有无错误。 有错误时,信息框中显示错误的件数。 ・ 正常 结束时 图 6-2-4 正常结束 ・ 检查出错误时 图 6-2-5 检查出错误 检查出错误时,按下 [ 确定 ] 键,弹出是否显示错误内容的提示。 图 6-2-6 询问是否显示错误内容 选择[确定] ,则在 W indow s 附带的记事本中显示错误内容。 图 6-2-7 显示错误内 容 按顺序显示错误数据类别,数据编号…
第 6 章 编辑辅助功能
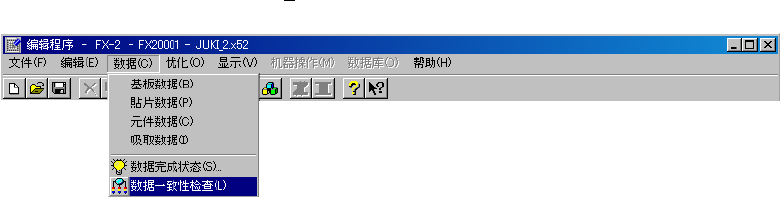
6-2-2-1 启动
从菜单调出时,选择[数据(C)]→[数据一致性检查(L)]。
图
6-2-3
选择 [数据一致性检查]
◇如果未读取文件,无法执行数据一致性检查。
6-34
第 6 章 编辑辅助功能
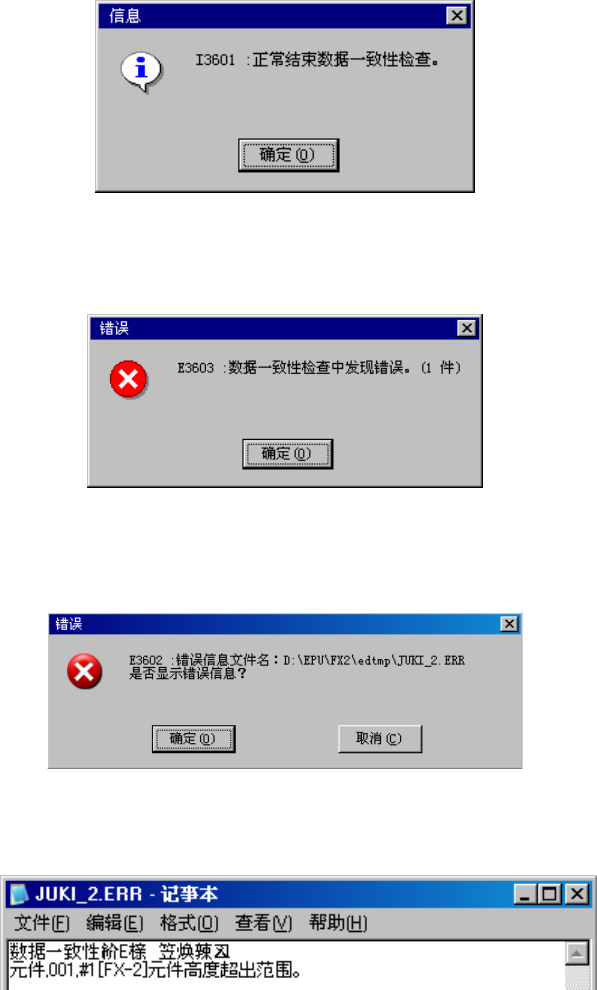
6-2-2-2 报告检查结果
报告有无错误。
有错误时,信息框中显示错误的件数。
・正常 结束时
图
6-2-4
正常结束
・检查出错误时
图
6-2-5
检查出错误
检查出错误时,按下[确定]键,弹出是否显示错误内容的提示。
图
6-2-6
询问是否显示错误内容
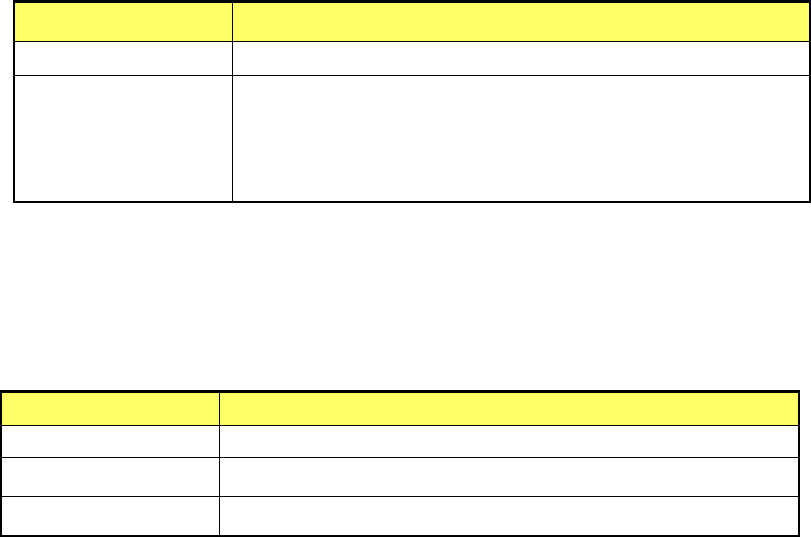
选择[确定],则在 Windows 附带的记事本中显示错误内容。
图
6-2-7
显示错误内容
按顺序显示错误数据类别,数据编号,错误项目名称,错误原因。
6-35
第 6 章 编辑辅助功能
6-3 优化
(1) 概要
优化,是将编辑程序时制作的生产程序数据的供料器安装位置、吸取贴片顺序排成为最佳
状态。
优化输出,会受到下列各种因素的影响。
表
6-3-1
优化的主要因数
主要因素 具体因素
设置的设定 单元装置的使用情况
生产程序数据
使用的吸嘴
使用的供料器
能投入生产的元件卷盘数量
定心方式
(2) 优化的功能
优化,主要由下列功能构成。
表
6-3-2
优化的功能
功能 主要因素
供料器安排
对生产程序,提供供料器的最佳安装位置。
贴片顺序排列替换 对输出供料器安排,提供最佳的吸取贴片顺序。
吸嘴安排 对生产程序,提供吸嘴的 ATC 最佳安装位置。
6-36