SM321 Service-CHI.pdf - 第166页
Samsung Component Plac er SM321 Service Manu al 测定位置 7. 打开设备前面 的 Main Switch ,启动 PC 。 8. 同样地执行到 Ball spline 替换次序 No.10~No .12 。 9. 需要以下 Calibratio n 作业。 “ 3.12 Nozzle Check “) Nozzl e Holder Check 执行 ( 请参照 “3.2 ZOffs…
Head Module
4-61
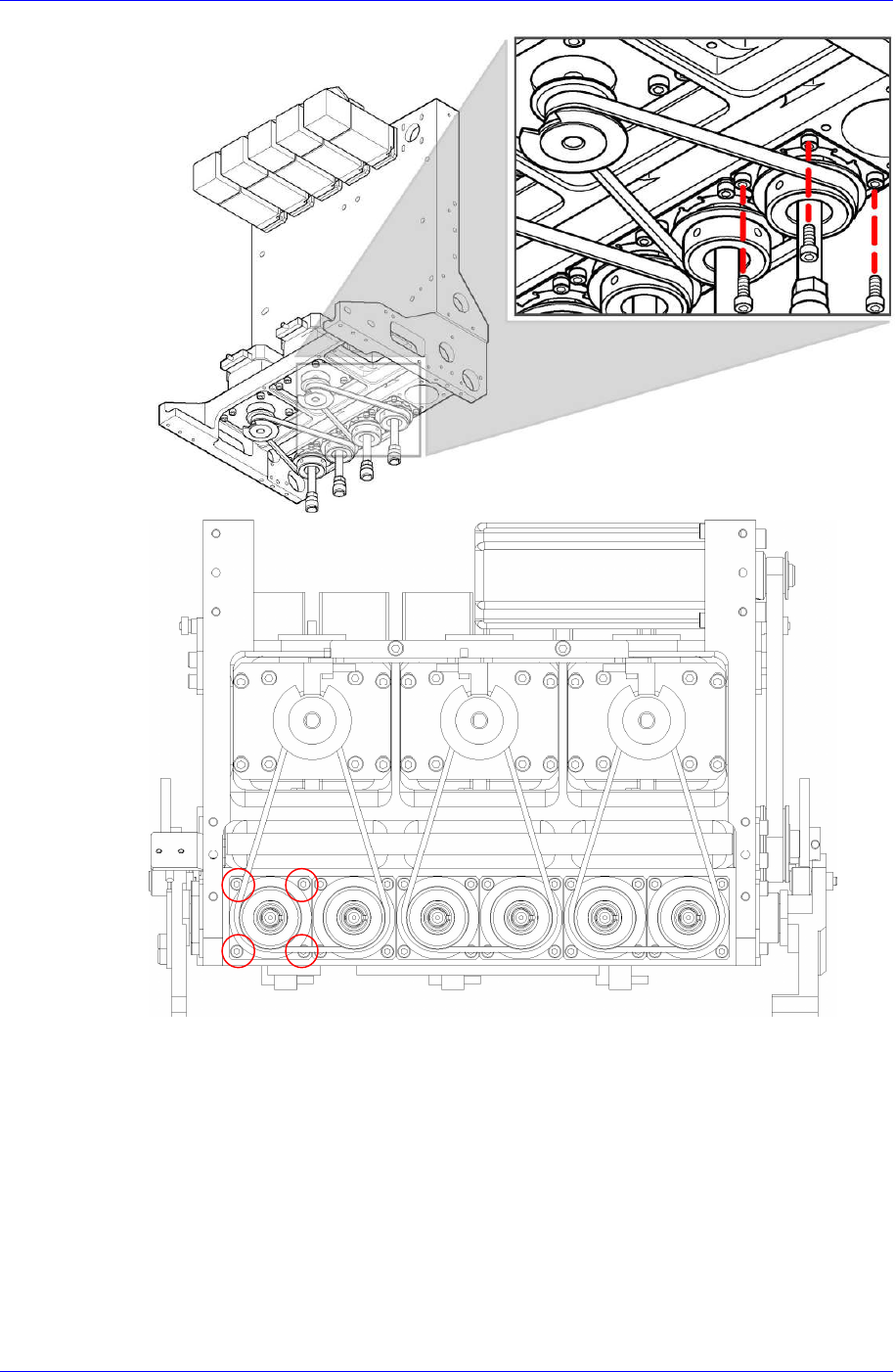
5. 替换Spindle Housing Ass’y后,利用固定螺丝(M3-4个),把Spindle Housing Ass’y
固定到Bearing Plate。
6. 组装R轴同步齿型带时,请如下设置皮带张力。
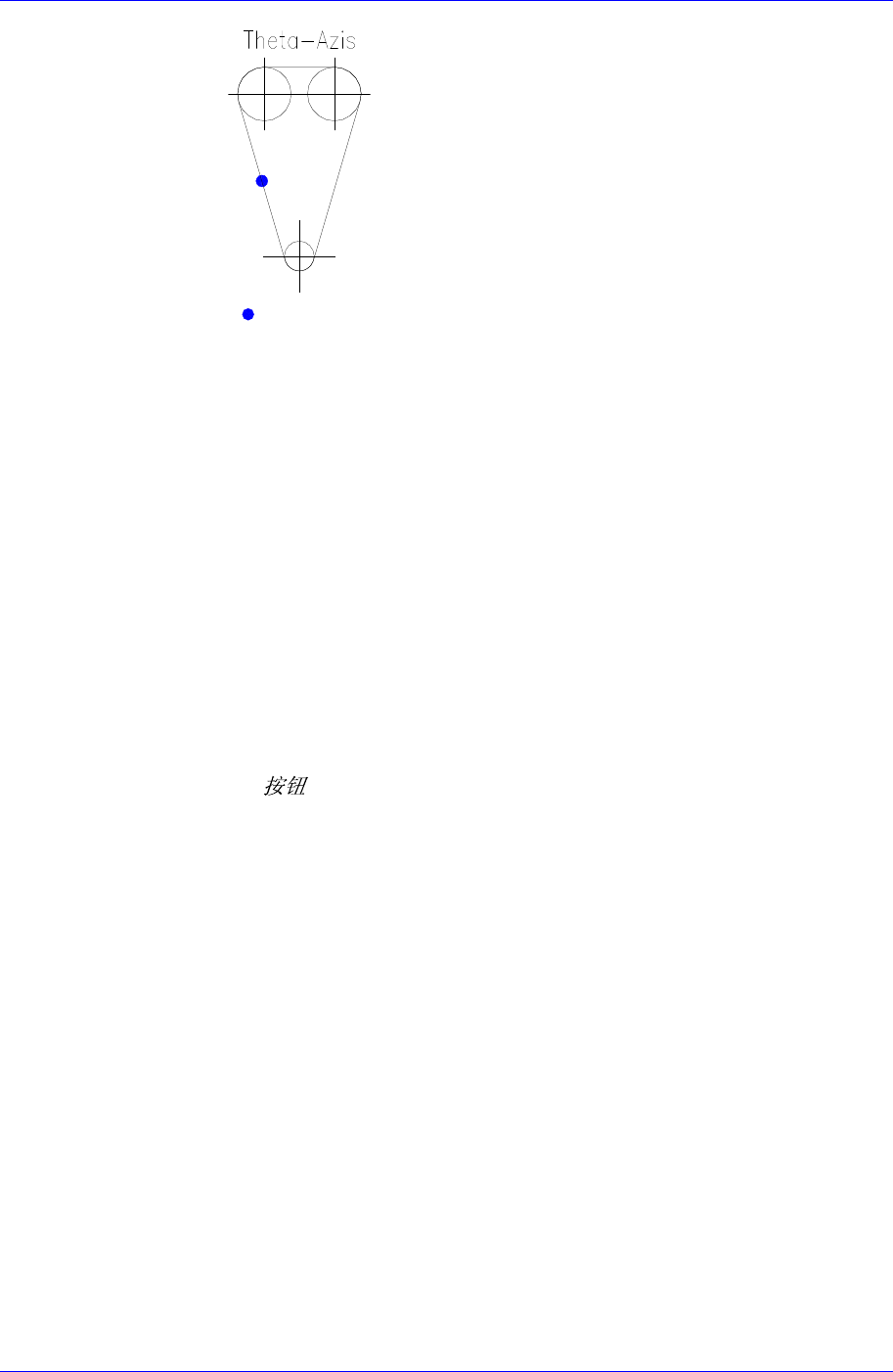
请使用Unitta测定仪,在皮带的中央测定同步齿型带的张力。 (检查基准 -
297~370 Hz(9~14N))
没有测定仪的情况下,请参照邻近的其他R轴的同步齿型带进行设置。
Samsung Component Placer SM321 Service Manual
测定位置
7. 打开设备前面的Main Switch,启动 PC。
8. 同样地执行到Ball spline 替换次序No.10~No.12。
9. 需要以下 Calibration作业。
“3.12 Nozzle Check “)
Nozzle Holder Check 执行 (请参照“3.2 ZOffsetCalibration “ )
Head Offset Calibration 执行 (请参照“3.5 Head X, Y Offset Calibration“)
Fly camera Calibration 执 行 ( 请 参 照 “3.6 Fly Camera Scale & Rotation
Calibration“)
Fly Cam Offset Calibration 执行 (请参照“3.7 Fly Camera & Head Spline
Offset Calibration“ 。)
<9. R-Axis Offset> 执行 (请参照“3.11 摄像&偏移标准” 的 “<9. R-Axis
Offset> ”项目。)
10. 完成校正后,为确认是否正常贴装部件,请执行测试。
Detect Z Offset 执行 (请参照“3.2 ZOffsetCalibration “)
Nozzle Check 执行 (请参照
4-62
Head Module
4-63
4.10. Va
4.10.1. Vacuum/Blow 问题点发生时代表事例
发生部件吸附关联问题
部件贴装关联问题发生
4.10.2. 必要工具
Blow Setting 齿垢(J6710006A)
內 4mm Air Hose 150mm
4.10.3. Vacuum 有关服务次序
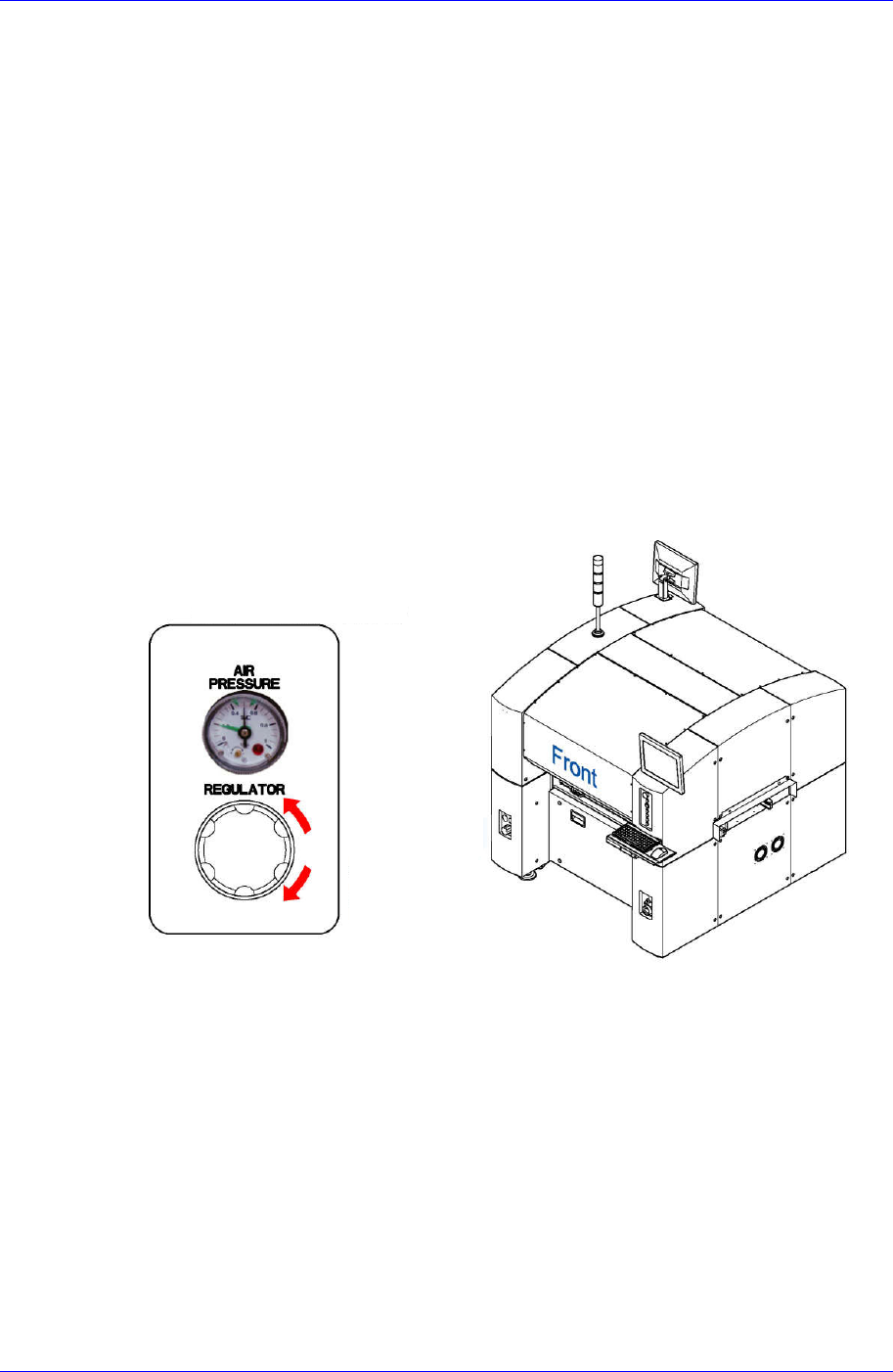
4.10.3.1. 确认 Main Air 压力 Setting
请确认Main Air压是否 “0.5Mpa”。
cuum/Blow
Straight Fitting
ad的Vacuu 。此时,所 状态
为Off。
此操作为
0.45~0.55Mpa 范围内
压力减小
逆时针方向
压力增加
顺时针方向
因Blow设置时受Main Air压影响,请务必在Blow设置及Blow确认前把 Main Air
压设置为“0.5Mpa”。
4.10.3.2. Head Vacuum Level 的 0 点 Setting
Setting 基准 : -20~20 (mmHg)
请确认各He m Level(Current Level) 有Head的 Vaccum
Vacuum 及Blow 设置的基准,如果结果值无法满足此基准, 请重新执
行Head Vacuum Level “0”点 Setting。
调整Head I/F Board的可变电阻,使之符合Setting基准。