RS-1_QA表.pdf - 第45页
【 3 】- 5 QA表 机种 如BOC标记不能正确识别,会引起贴片精度校正不良。 ① 标记识别精度恶化 ② 发生标记识别错误 NO ① ② NO. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ RS-1 装置名称 OCC装配 确认方法及调整方法(故障处理方法) 功能名称 玻璃基板BOC标记识别时的注意点 质量保证类别 功能 ・ 安全性 / 可靠性 / 安全性 / 商品特点 质量特性(规格调整值) 在贴片精度偏差校正中识别玻璃基板的BOC标记…
【 3 】- 4
QA表
机种
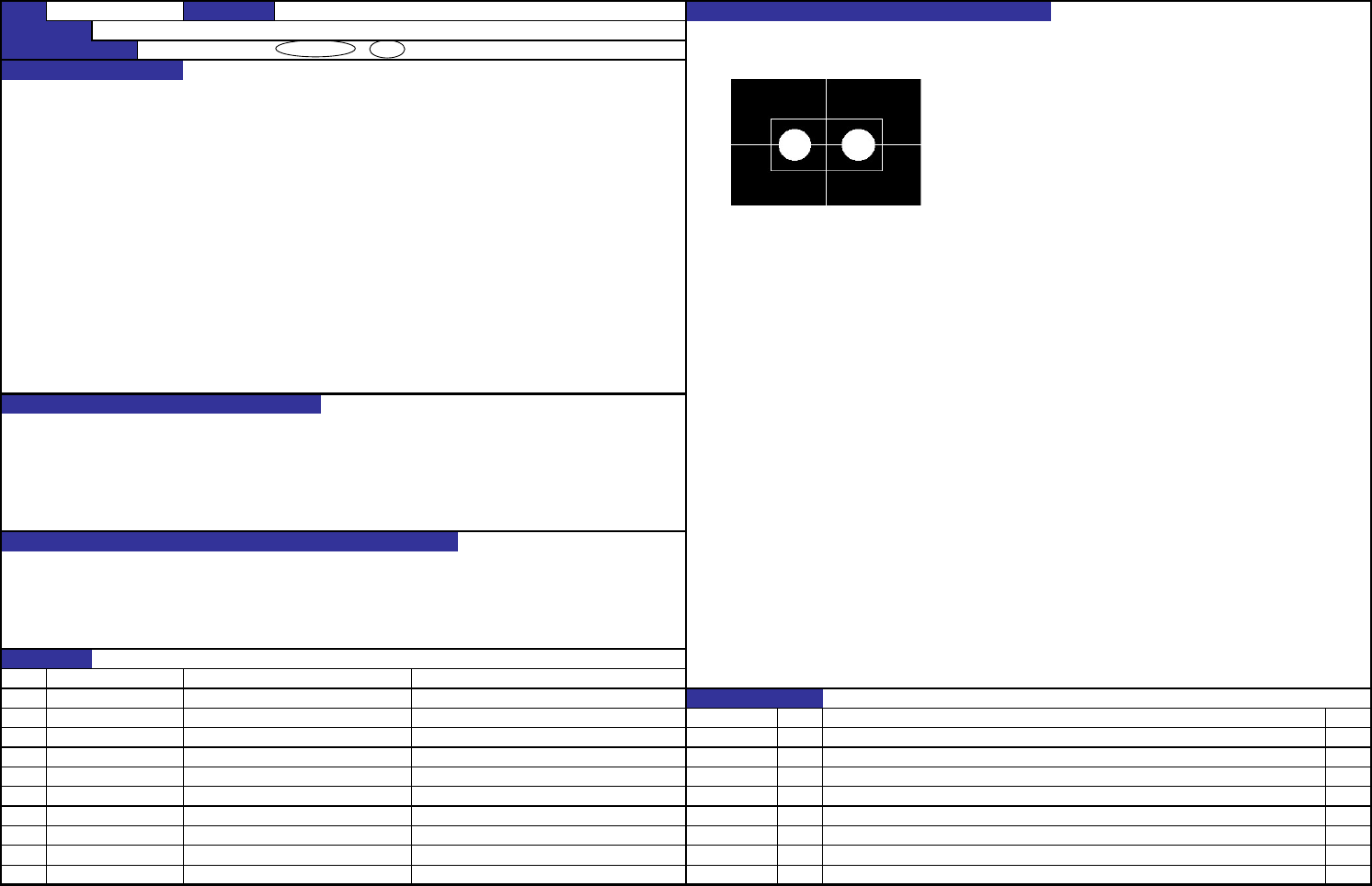
① 把摄像机调节用治具板的真空镀膜面(可清楚看到图案的面)朝下放在校准块。
② 进行摄像机调节治具板的调整,使可看到下图的标记。
比例容许值
X 0.0104±0.002mm/Pixel
Y 0.0104±0.002mm/Pixel
比例调整后的X轴、Y轴之差
X-Y=±0.001mm/Pixel
③ 利用示教进行调整,使监视器的十字光标基本处于2个标记的中央,按HOD的Enter键。
④ 根据MS参数的指示选择确认,于是测量X方向标记间的距离。
⑤ Y轴也相同操作,进行测量位置的调整。
⑥ 对X轴和Y轴是否已符合比例规格值进行确认。
⑦ 对比例调整后X轴与Y轴之差是否已符合规格值进行确认。
(注)如摄像机视野内除标记以外还出现灰尘时,要仔细擦拭摄像机调节治具板使得只能看到标记。
(注)如不符合规格,则从新取得,要确认摄像机调节用治具在监视器上显示为标准圆形,与视窗不接边。
如输入了错误的值,由于OCC摄像机识别图像的精度降低,会导致各MSP值的偏离及贴片精度不良
① 标记识别精度恶化
② 发生标记识别异常
③ 使用BOC标记时贴片精度的恶化。
④ 由于台架识别精度、示教精度的恶化导致吸取可靠性的降低
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
RS-1
装置名称
OCC装配
确认方法及调整方法(故障处理方法)
功能名称
摄像机补偿调整(比例)
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
货号
品名
有关质量特性
对象元件
内容
40128108
CAMERA_ADJUST_PLATE
变更履历
日期
【 3 】- 5
QA表
机种
如BOC标记不能正确识别,会引起贴片精度校正不良。
① 标记识别精度恶化
② 发生标记识别错误
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
RS-1
装置名称
OCC装配
确认方法及调整方法(故障处理方法)
功能名称
玻璃基板BOC标记识别时的注意点
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
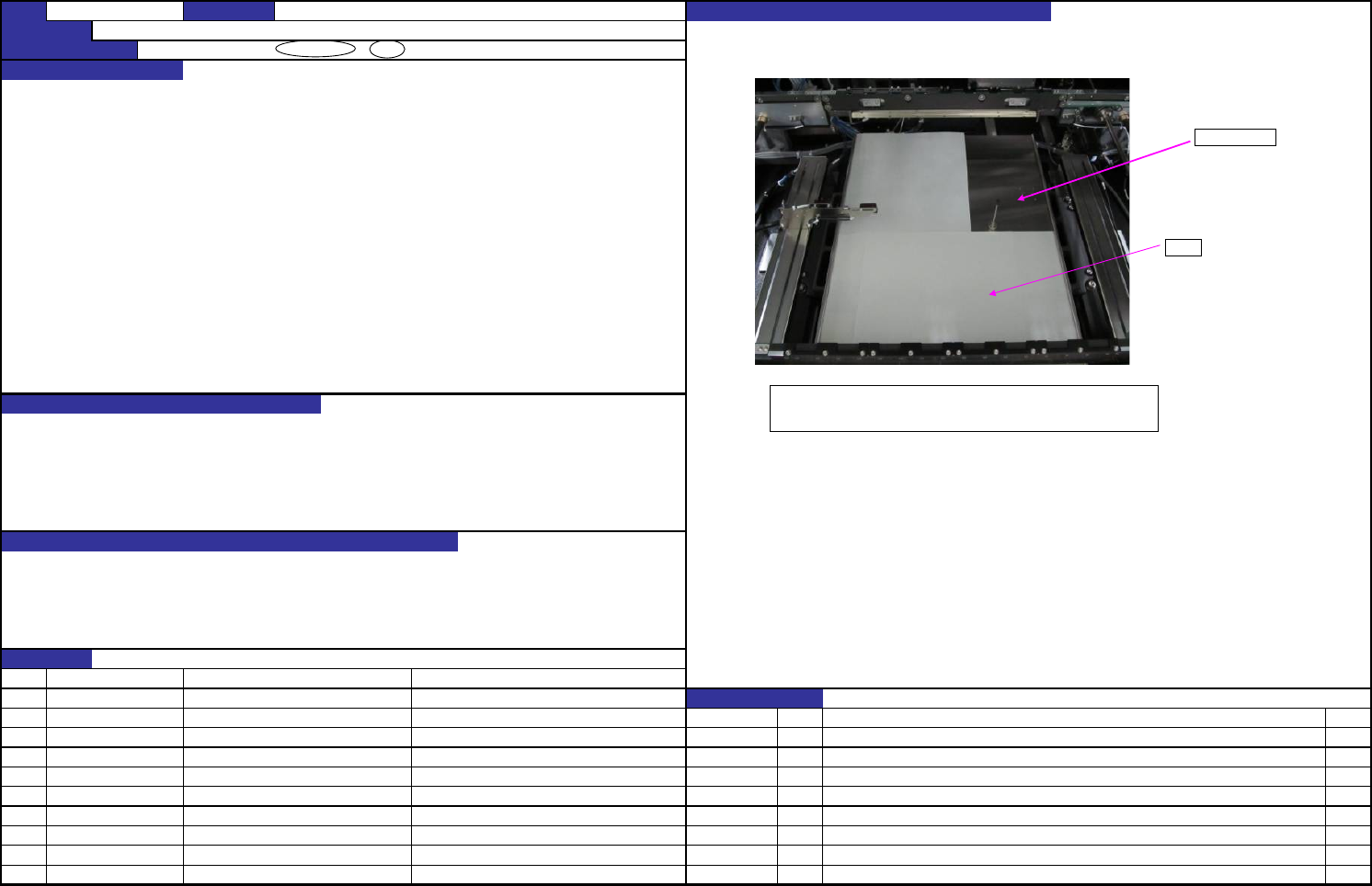
在贴片精度偏差校正中识别玻璃基板的BOC标记时,为了避免支撑台的反射光导致标记误识别,请在支撑台上铺
纸(可以用复印纸)。
预想故障(应规格调整值不良而发生的故障)
功能作用(规格调整值的意义)
对象元件
货号
品名
有关质量特性
内容
变更履历
日期
在进行BOC标记识别的部分(FL、FR、RL部)下方的支撑台上,请铺上抑
制反射光的纸张。
支撑台
纸
QA表
机种
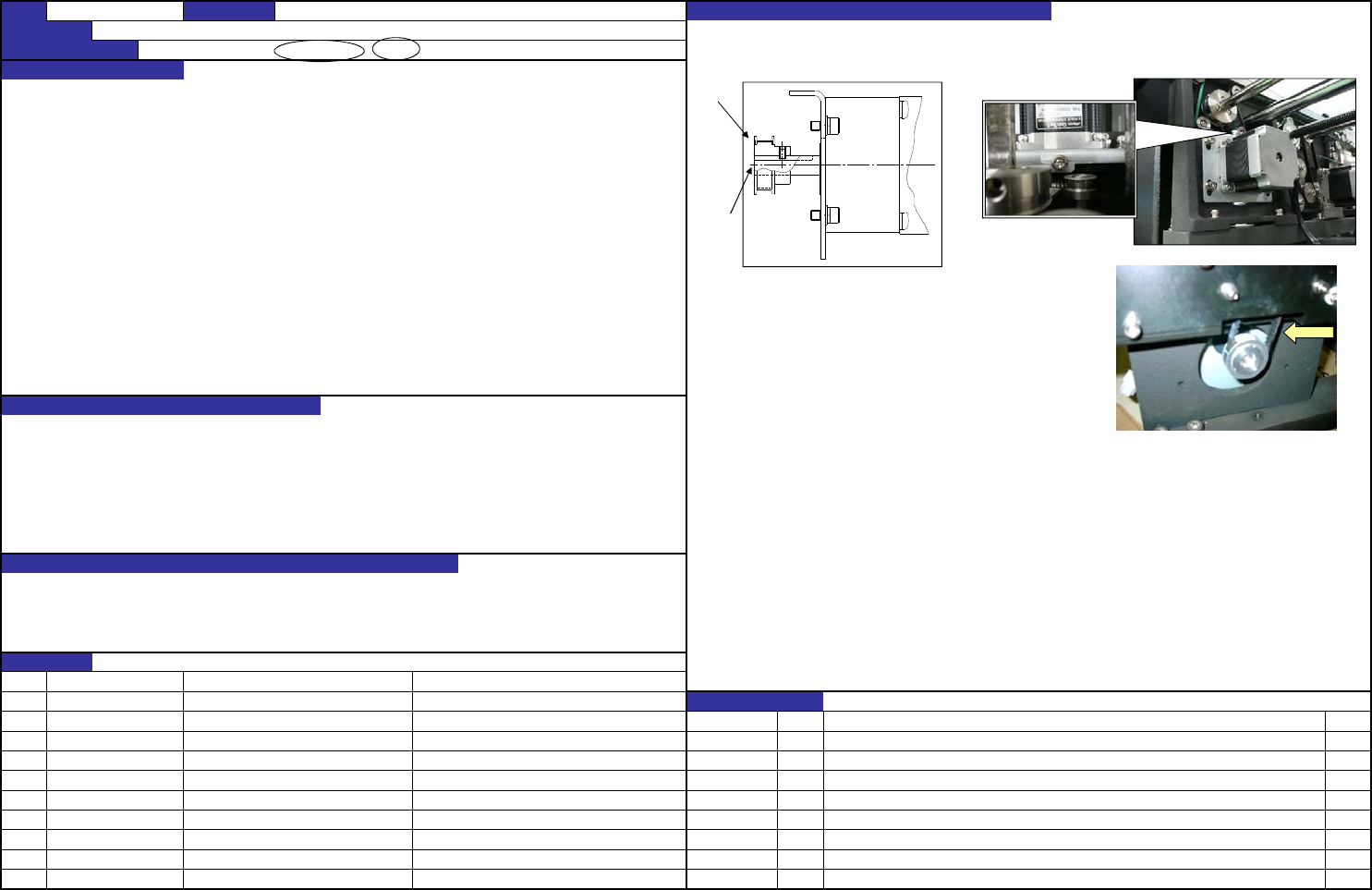
1.松开④螺丝,调整①的前后位置。
1.让马达皮带轮的端面A和马达轴前端面B一致。
2.同步皮带的张力 12~16N
2.暂先松开把IN、OUT电动机固定在轨道架F上的
止动螺丝以及位于电动机托架A上部的顶紧螺丝。
顶紧螺丝旋紧时皮带张力增強。
测定张力时,应使用由尼塔公司制的音波式皮带张力计。
1.决定同步皮带轮的轴方向位置 (Weight=002.5、Widhth=006.0、Span=0075)
2.顺利地把马达驱动传导到传送皮带。
1.同步皮带与其它元件相碰。
2.强时:发生异常声音,动作转矩大,马达可靠性低。
弱时:在传送动作发生异常。皮带轮的皮带跳出。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
预想故障(应规格调整值不良而发生的故障)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
RS-1 装置名称 基板传送 确认方法及调整方法(故障处理方法)
功能名称 顺利地传送基板(IN・OUT马达关系调整)
对象元件
货号 品名 有关质量特性
内容
40000870 MOTOR_PULLEY_C
40158136 2PHASE STEPPING MOTOR
变更履历
40046033 DRIVE_BELT_S(6)
日期
A
B
【 4 】- 1