RS-1_QA表.pdf - 第6页
QA 表 台架连接器 B 的调整 ························· 9-5 上刃口支承滚柱的调整 ························ 9-6 10 切带机 ························· 10-1 调整导板高度 ···························· 10-1 上刃口的刀尖高度调整 ························ 10-2 间隙调整 ········…

QA 表
CAL 块偏差 ····························· 5-6
6 VCS ··························· 6-1
调整速度控制器(照明高度) ····················· 6-1
VCS/S-VCS 照明调整 ① ························ 6-2
VCS/S-VCS 照明调整 ② ························ 6-3
VCS/S-VCS 照明调整 ③ ························ 6-4
VCS/S-VCS 照明调整 ④ ························ 6-5
VCS/S-VCS 照明调整 ⑤ ························ 6-6
VCS 缩放参数值的规格范围 ······················ 6-7
VCS 复合识别偏差
·························· 6-8
VCS 焦点调整(组装) ························ 6-9
VCS 焦点确认 ···························· 6-10
调整速度控制器(左右摄像机切换) ·················· 6-11
VCS 摄像机焦点偏差(仅限 10
MMVCS) ················· 6-12
7 电气 ·························· 7-1
DC 电源输出电压调整 ························ 7-1
XY 轴伺服放大器的轴设置 ······················ 7-2
贴装头之 Z、ZA 轴伺服放大器的轴设置 ················· 7-3
贴装头Θ轴原点传感器 AMP 的设置 ··················· 7-5
传送(AWC)步进马达驱动器设置 ···················· 7-6
传送停止传感器的设置 ························ 7-7
E
BANK RELAY 电路板 VAC 传感器等级 ·················· 7-8
真空泵用电磁开关的度盘调整 ····················· 7-9
8 台架 ·························· 8-1
定位板组装调整 ··························· 8-1
夹紧块组装调整 ··························· 8-2
吸取位置精度确认&台架标记位置调整 ················· 8-3
CAN 连接器托架组装调整 ······················· 8-4
9 台架周围 ························ 9-1
台架支架高度调整 ·························· 9-1
台架的平行度 ···························· 9-2
台架周围的传感器高度 ························ 9-3
台架连接器 A 的调整 ························· 9-4

QA 表
台架连接器 B 的调整 ························· 9-5
上刃口支承滚柱的调整 ························ 9-6
10 切带机 ························· 10-1
调整导板高度 ···························· 10-1
上刃口的刀尖高度调整 ························ 10-2
间隙调整 ······························ 10-3
刀的重合 ······························ 10-4
调整速度控制器 ··························· 10-5
切断确认 ······························ 10-6
11 测力传感器 ······················· 11-1
检测载荷的确认 ··························· 11-1
12 CVS ·························· 12-1
测量头装置 ····························· 12-1
测量头上面装置 ··························· 12-2
测量头上面尺寸 ··························· 12-3
13 共面传感器 ······················· 13-1
共面传感器底座组装调整 ······················· 13-1
共面传感器底座装配调整 ······················· 13-2
QA表
机种
确认方法(组装在主机内的状态)
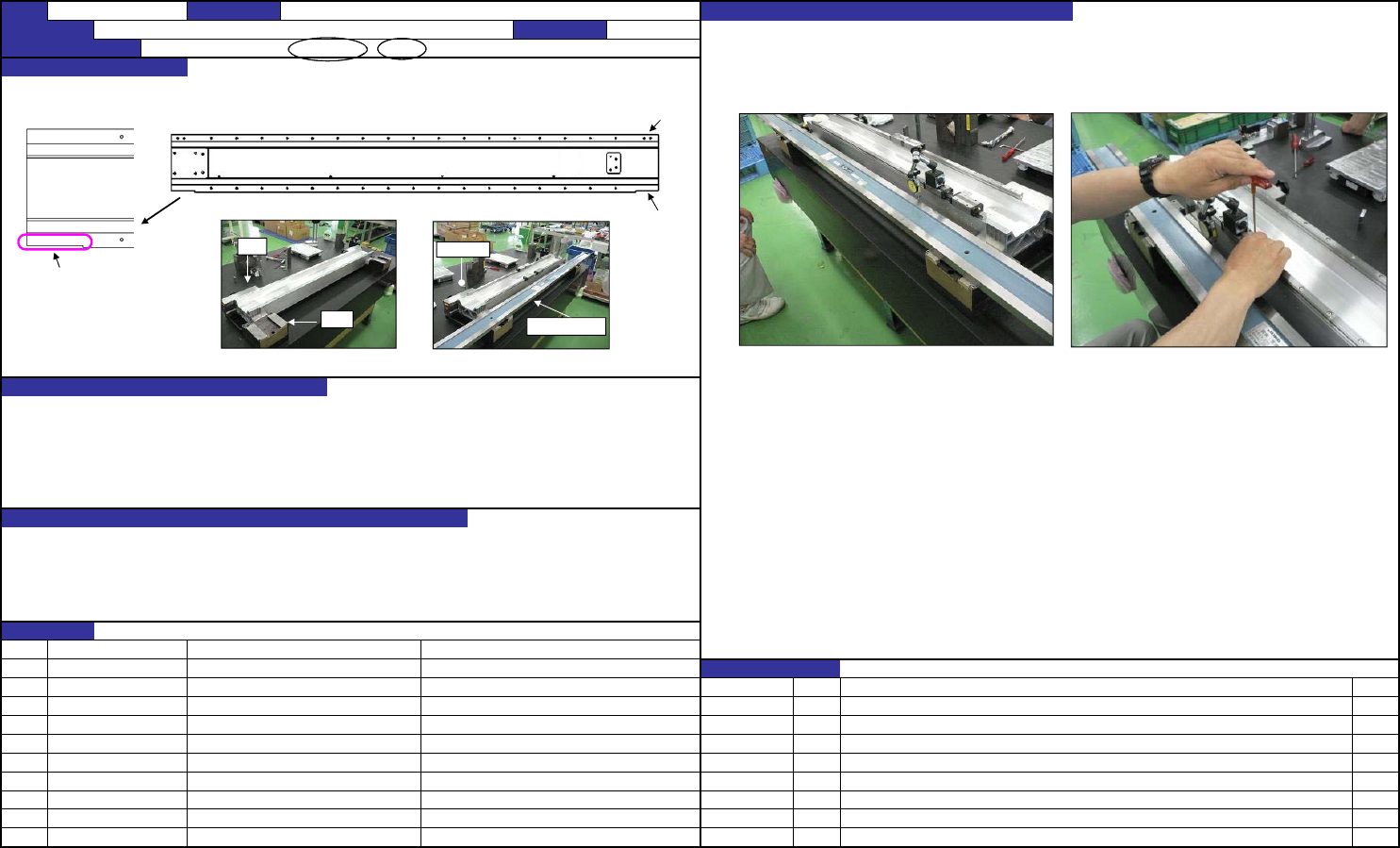
1. 将X轴框架下面与LM导轨的距离调整到1.5[mm]后,把LM导轨的两端用螺丝固定。
把带有磁力表架的千分表放到LM导轨的滑块上,安装工字平尺使得LM导轨两端上千分表的值为“0”。
•
下侧LM导轨的平直度:20μm 2. 确认LM导轨的全行程中平直度为10μm。
•
从X轴框架下面至下侧轨道基准面(下面)的距离:1.5±0.1mm
上面
下面
经加工的一方是下面
调整方法
X坐标有关Y坐标位置的偏斜,影响Y方向的贴装精度。
与X轴LM导轨所受的負荷有关,严重影响到X轴LM导轨的损坏或寿命的降低。
2. 调整到LM导轨全行程中的平直度为10μm。
1.贴装精度的恶化
2.X方向移动时发生异常声音
3.X轴LM导轨损坏及寿命降低
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
X轴LM导轨的平直度、平行(1)
编制日期
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
RS-1
装置名称
XY装置
确认方法及调整方法(故障处理方法)
功能名称
40190238 X_AXIS_FRAME
预想故障(应规格调整值不良而发生的故障)
功能作用(规格调整值的意义)
1. 调整LM导轨两端附近的位置,使得从X轴框架下面(经加工的一方)至下侧轨道基准面(下面)的
距离为1.5±0.1mm。
变更履历
货号 品名 有关质量特性
对象元件
内容
40182754 SHS15_L1070
日期
X轴框架
平台
工字平尺
治具
滑块
【 1 】-1