RS-1_QA表.pdf - 第95页
QA表 机种 1. 按照规格值组装X、Z方向。 ※ Z方向的测定部位为各夹紧块的两端部,中央部除外。 将夹紧块组装成右图的尺寸。 X方向(台架侧面~各左侧槽的侧面) : 60.5±0.01mm,228.5±0.01mm,396.5±0.01mm,564.5 ±0.01mm Z方向 : 与台架面对齐表面,测定各两端部,0±0.01mm 吸取位置的稳定化 同时吸取率的提高 吸取位置偏移 同时吸取率的降低 NO ① ② NO. 担当人 ③ ④…
QA表
机种
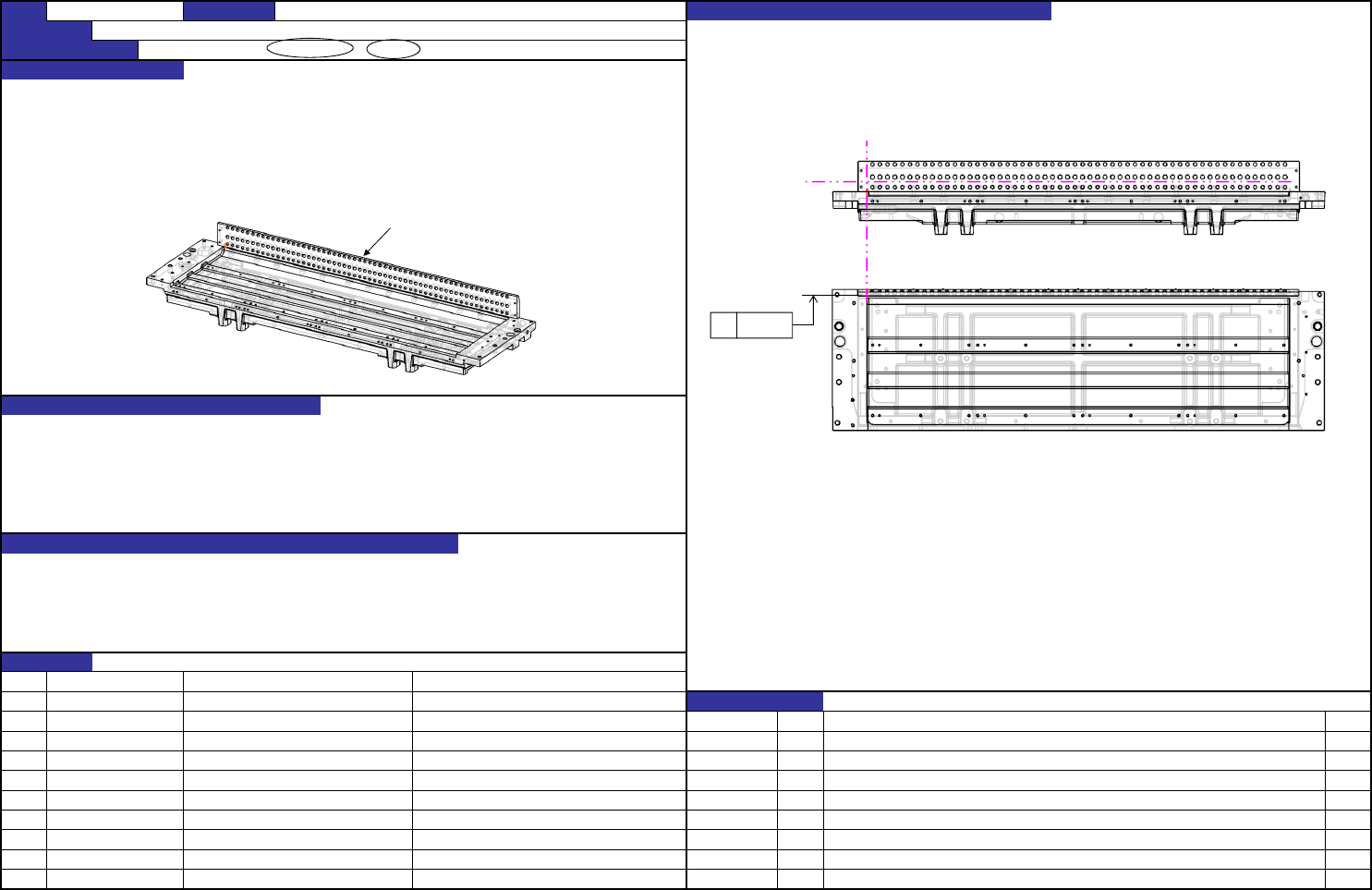
1. 以左侧基准销位置为0,在规格值内组装定位板。
定位板的直线度 : 0.02mm
Z方向的测定位置为最下方的孔与正中间的孔之间。
以左侧基准销的位置(X)为基准(0)。
吸取位置的稳定化
同时吸取率的提高
吸取位置偏移
同时吸取率的降低
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
变更履历
日期 内容
对象元件
货号 品名 有关质量特性
40183200 POSITIONING_PLATE
确认方法及调整方法(故障处理方法)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
功能名称 定位板组装调整
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
RS-1 装置名称 台架
定位板
测定位置
-
0.02
左侧基准销位置:0
【 8 】- 1
QA表
机种
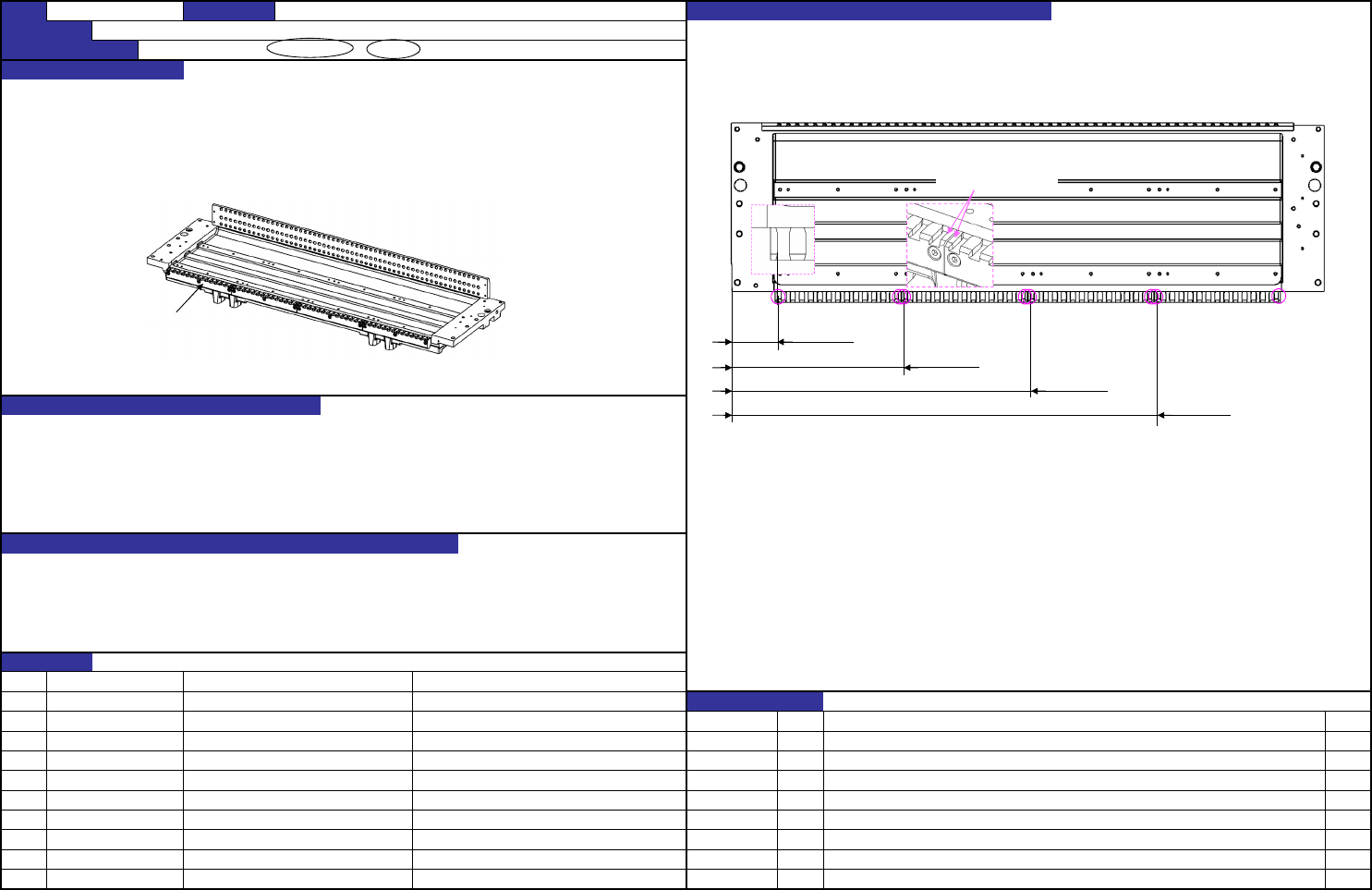
1. 按照规格值组装X、Z方向。
※ Z方向的测定部位为各夹紧块的两端部,中央部除外。
将夹紧块组装成右图的尺寸。
X方向(台架侧面~各左侧槽的侧面) : 60.5±0.01mm,228.5±0.01mm,396.5±0.01mm,564.5±0.01mm
Z方向 : 与台架面对齐表面,测定各两端部,0±0.01mm
吸取位置的稳定化
同时吸取率的提高
吸取位置偏移
同时吸取率的降低
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
日期 内容
对象元件
货号 品名 有关质量特性
40167554 CLAMP_BLOCK
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
RS-1 装置名称 台架
变更履历
确认方法及调整方法(故障处理方法)
功能名称 夹紧块组装调整
夹紧块
60.5±0.01
228.5±0.01
396.5±0.01
564.5±0.01
测定部位(各两
【 8 】- 2
QA表
机种
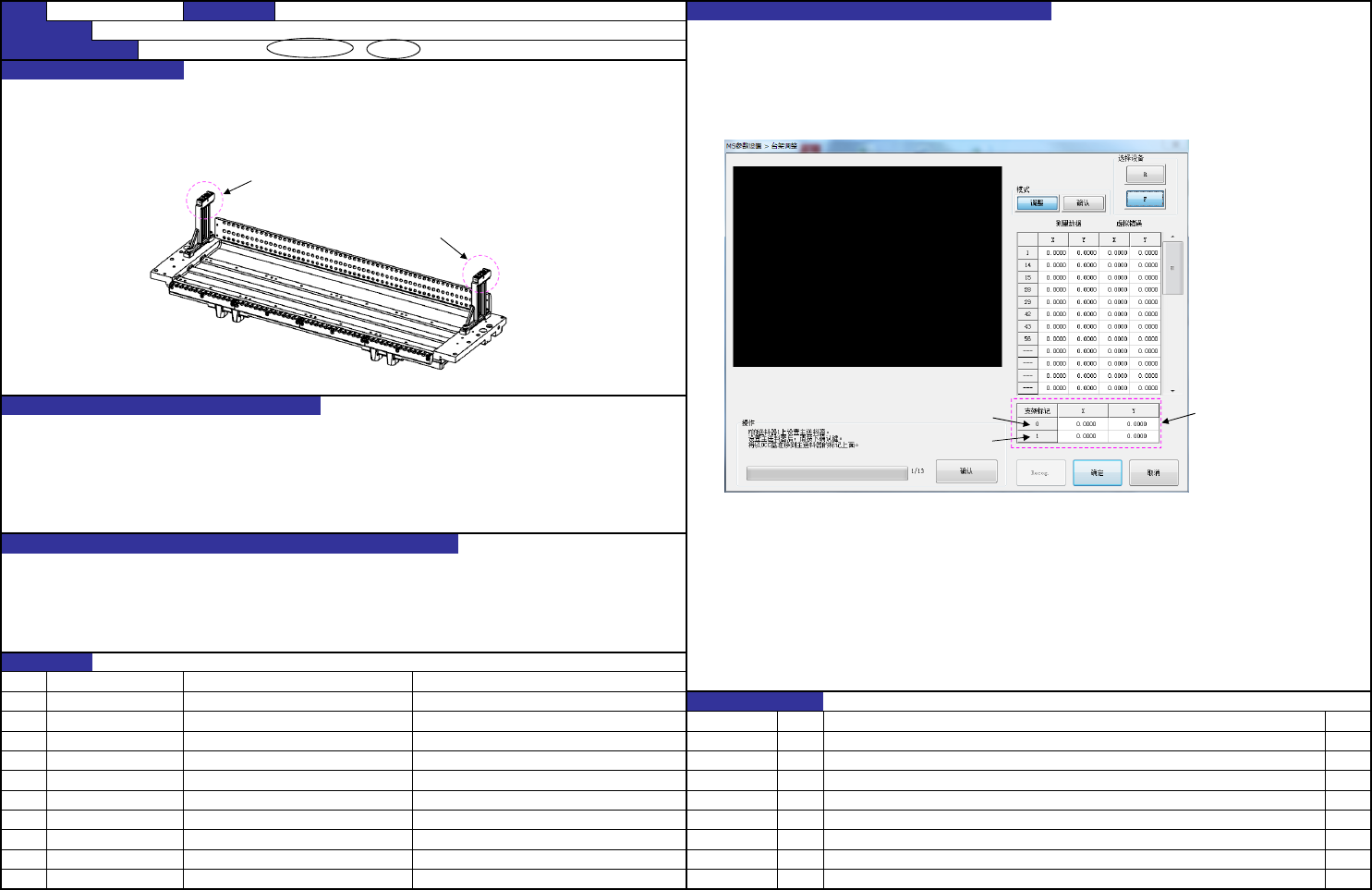
1. 通过“MS参数→台架调整”的处理模式“调整”进行吸取位置的确认。
2. 如假想误差在规格值内,进行台架标记位置的调整(台架标记位置要调整到±0.005mm以内)。
(如不符合规格值时,再次实施夹紧块的位置调整)
吸取位置精度 : 设计值±0.05mm 3. 通过处理模式“确认”进行吸取位置的确认。
※测定吸取位置时,用定位仪器接触夹紧块两端,共计在8个部位进行测定。
吸取位置的稳定化
同时吸取率的提高
吸取位置偏移
同时吸取率的降低
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
E2505729000 MARK_BASE
变更履历
40183242 MARK_STAND
日期 内容
货号 品名 有关质量特性
40167554 CLAMP_BLOCK
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
RS-1 装置名称 台架 确认方法及调整方法(故障处理方法)
功能名称 吸取位置精度确认&台架标记位置调整
第1标记
第2标记
调整到±0.005mm以内
第1标记
第2标记
【 8 】- 3