RS-1_QA表.pdf - 第78页
QA表 机种 ・ VCS缩放参数值的规格范围 54mm视野摄像机 0.05 (±0.01) 27mm视野摄像机 0.026 (±0.002) 10mm视野摄像机 0.0052 (±0.0002) ※使用7508吸嘴 规 格调整值的意义) 以S-VCS进行大型元件分割识别时,有发生识别故障的危险。 调 整值不良而发生的故障) ※ 不符合规格范围时,要安装治具,检查脏污等。 1. 发生分割识别错误 2. 元件贴片精度不良 NO ① ② NO…
QA表
机种
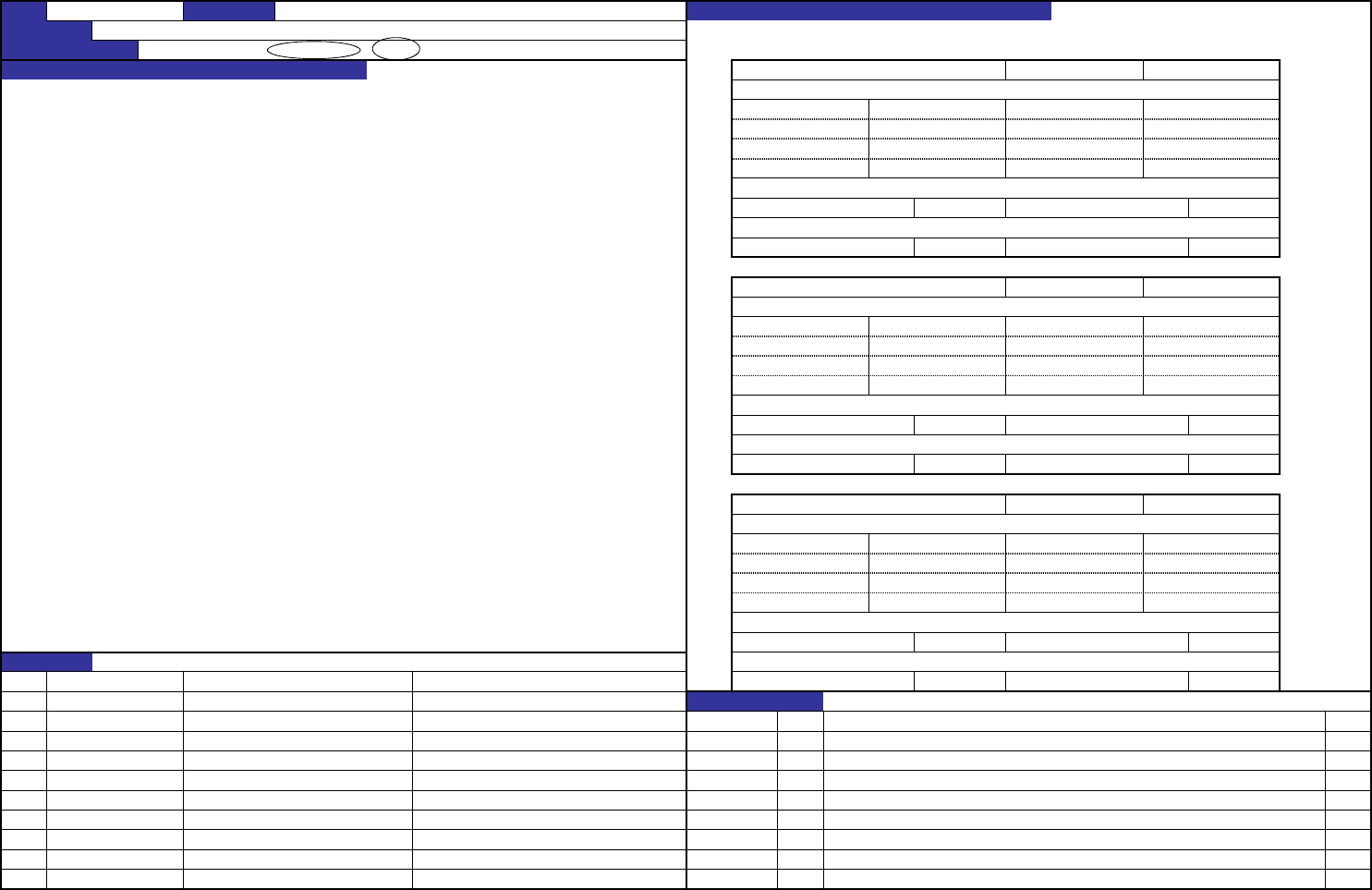
光量调整规格一览表
【54mm VCS光量调整】
(电流值) = (调整的电流值)× 2 ※仅蓝侧STD视野
调整方法中有说明
VCS/S-VCS光量粗调整规格值的公差为【VCS:±2 or ±3】、【S-VCS:±10】。
右表为光量调整规格一览表,所记载的规格值是VCS的规格值(公差:±2 or ±3)。
如果是S-VCS,因规格值(公差:±10)不同,请注意。
并且,用S-VCS时需要光量粗调整的是27mm高析像度摄像机、10mm高析像度摄像机,而54mm摄像机则不需要。
【27mm VCS/S VCS光量调整】
【10mm VCS/S VCS光量调整】
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
变更履历
日期 内容
对象元件
货号 品名 有关质量特性
※ 取得VCS偏差后,将7505吸嘴安装到贴装头2,把照明光反射到吸嘴凸缘进行测定 AVE值
透射照明上段前后
92±2
透射照明上段左右
116±2
垂直、线512 红侧照明 65±2 100±2
116±2
垂直、线1024 同轴照射照明 105±2
水平、线1024 下方照明 120±2
垂直、线1024 蓝侧照明 55±2 155±2
水平、线300 透射照明下段前后
220±3
水平、线300 透射照明下段左右
70±3
垂直、线1024 红侧照明 65±2 100±2
※ 取得VCS偏差后,将照明光反射到扩散器进行测定 光照图MAX-LVL值
垂直、线512 蓝侧照明 155±3 120±3
※ 取得VCS偏差后,将7505吸嘴安装到贴装头2,把照明光反射到吸嘴凸缘进行测定 AVE值
※ 取得VCS偏差后,将照明光反射到扩散器进行测定 光照图MAX-LVL值
水平、线150 透射照明下段前后
225±3
水平、线150 透射照明下段左右
220±3
120±2
透射照明上段前后
34±2
透射照明上段左右
92±2
粗调整项目 第1段 第2段
光照图MAX-LVL值
垂直、线512 同轴照射照明 120±2
水平、线512 下方照明
RS-1
透射照明上段前后
77±2
透射照明上段左右
功能名称 VCS/S-VCS照明调整 ⑤
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
确认方法和调整方法(故障处理方法)
装置名称 VCS 确认方法及调整方法(故障处理方法)
垂直、线512 红侧照明 230±2 230±2
120±2
水平、线150 透射照明下段前后
220±3
水平、线150 透射照明下段左右
70±3
※ 取得VCS偏差后,将7505吸嘴安装到贴装头2,把照明光反射到吸嘴凸缘进行测定 AVE值
粗调整项目 第1段 第2段
光照图MAX-LVL值
垂直、线512 同轴照射照明
水平、线512 下方照明 130±2
垂直、线512 蓝侧照明 55±2 155±2
※ 取得VCS偏差后,将照明光反射到扩散器进行测定 光照图MAX-LVL值
粗调整项目 第1段 第2段
光照图MAX-LVL值
【 6 】- 6
QA表
机种
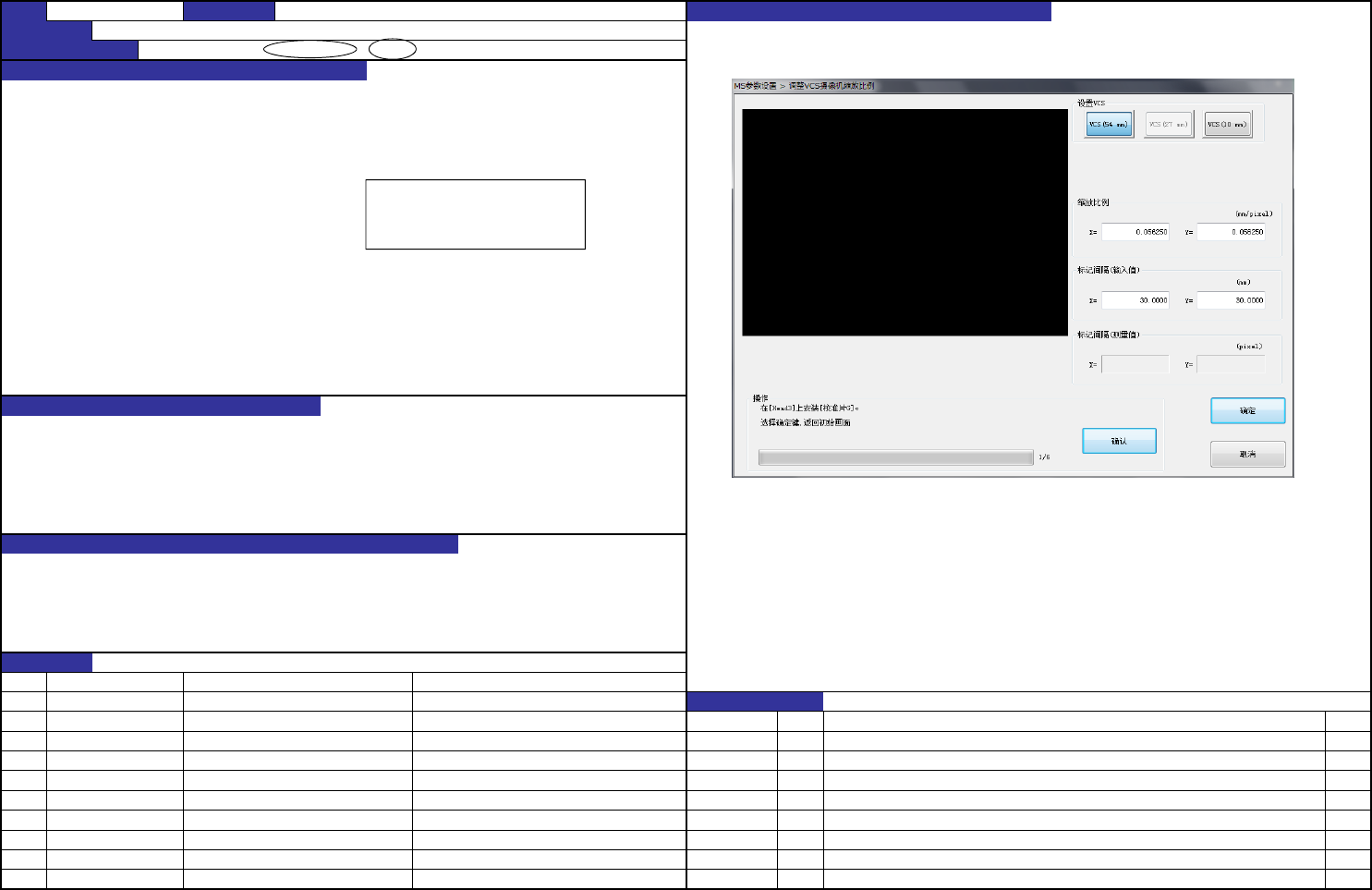
・VCS缩放参数值的规格范围
54mm视野摄像机
0.05 (±0.01)
27mm视野摄像机
0.026 (±0.002)
10mm视野摄像机
0.0052 (±0.0002)
※使用7508吸嘴
规
格调整值的意义)
以S-VCS进行大型元件分割识别时,有发生识别故障的危险。
调
整值不良而发生的故障)
※ 不符合规格范围时,要安装治具,检查脏污等。
1. 发生分割识别错误
2. 元件贴片精度不良
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
对象元件
内容
变更履历
日期
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
确认方法和调整方法(故障处理方法)
RS-1 装置名称 VCS 确认方法及调整方法(故障处理方法)
功能名称 VCS缩放参数值的规格范围
货号 品名 有关质量特性
选择10mmVCS时,在实施本页作业前
要实施第13页的“VCS摄像机焦点偏
差”。
【 6 】- 7
QA表
机种
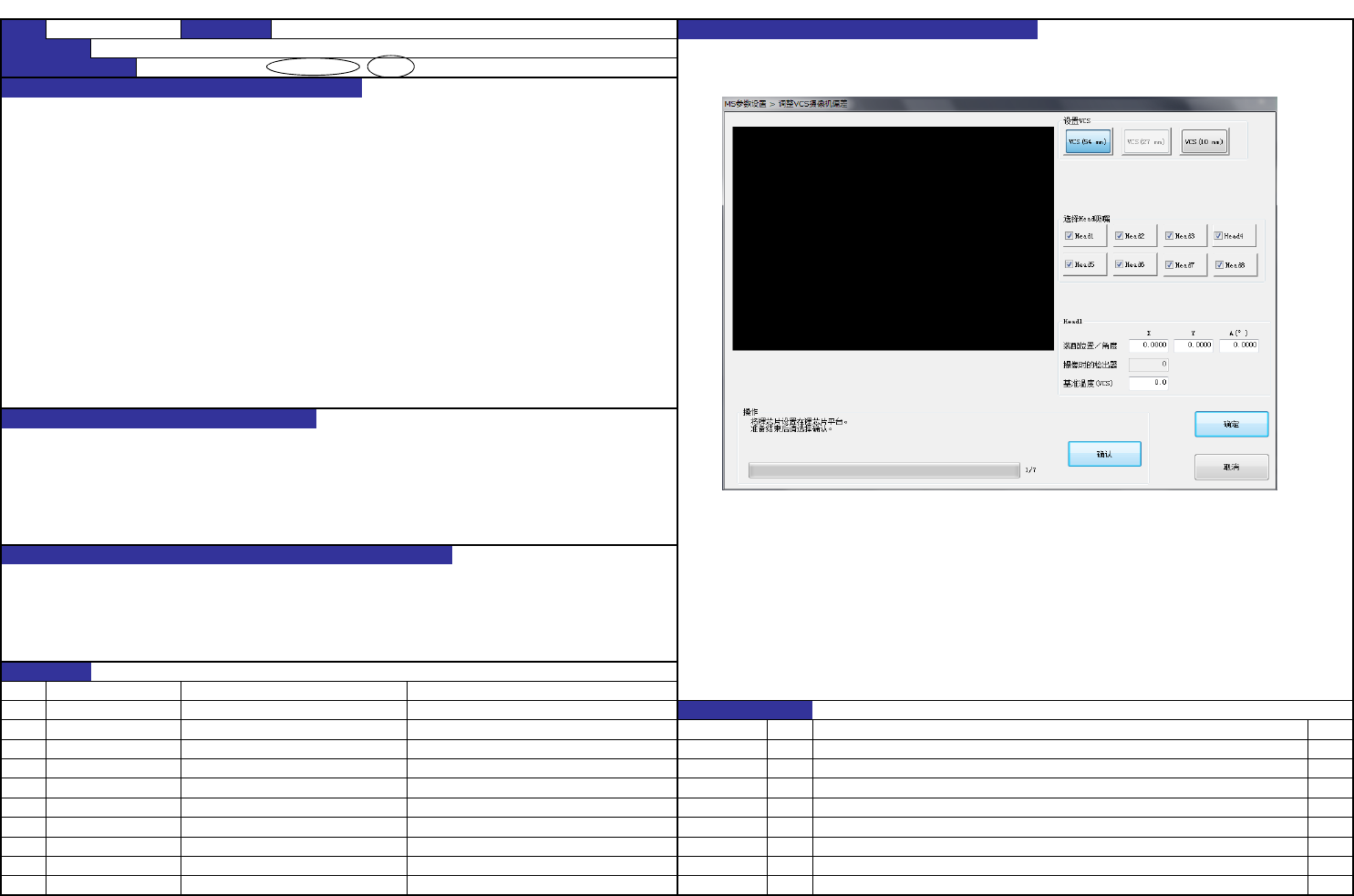
根据MS参数中的VCS照相机偏差来取得偏差,调整到成为规格值。
・VCS摄像机偏差(组装位置XY) ±3 mm
・VCS摄像机偏差(组装角度) ±0.5°
VCS摄像机对X、Y轴的组装角度、组装位置
组装位置:发生图像识别错误 (被识别元件不进入识别范围)
组装角度:贴片精度不良
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
内容
变更履历
日期
预想故障(应规格调整值不良而发生的故障)
功能名称 VCS摄像机偏差
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
确认方法和调整方法(故障处理方法)
功能作用(规格调整值的意义)
对象元件
货号 品名 有关质量特性
RS-1 装置名称 VCS 确认方法及调整方法(故障处理方法)
【 6 】- 8