KE-2050R_OPE.pdf - 第110页
第 2 章 生产 显示 内容 元件识别合计 识别元件的次数 页 显示的图像识别信息号 Head 名 Head 号 元件名称 元件数据的元件名 元件索引号 元件数据的索引号 全局错误代码 实际的图像识别错误代码 结果 未加工的结果字符串 X 识别结果 (图像中心的 X 方向偏移量) VCS监视器的右方向为正 Y 识别结果 (图像中心的 Y 方向偏移量) VCS监视器的上方为正 角度 识别结果(图像中心的Θ方向偏移量) VCS监视器的反时针…
第 2 章 生产
2-11-15 发生图像识别异常
2-11-15-1 取得图像识别异常信息 (仅适用于KE-2055R、2060R)
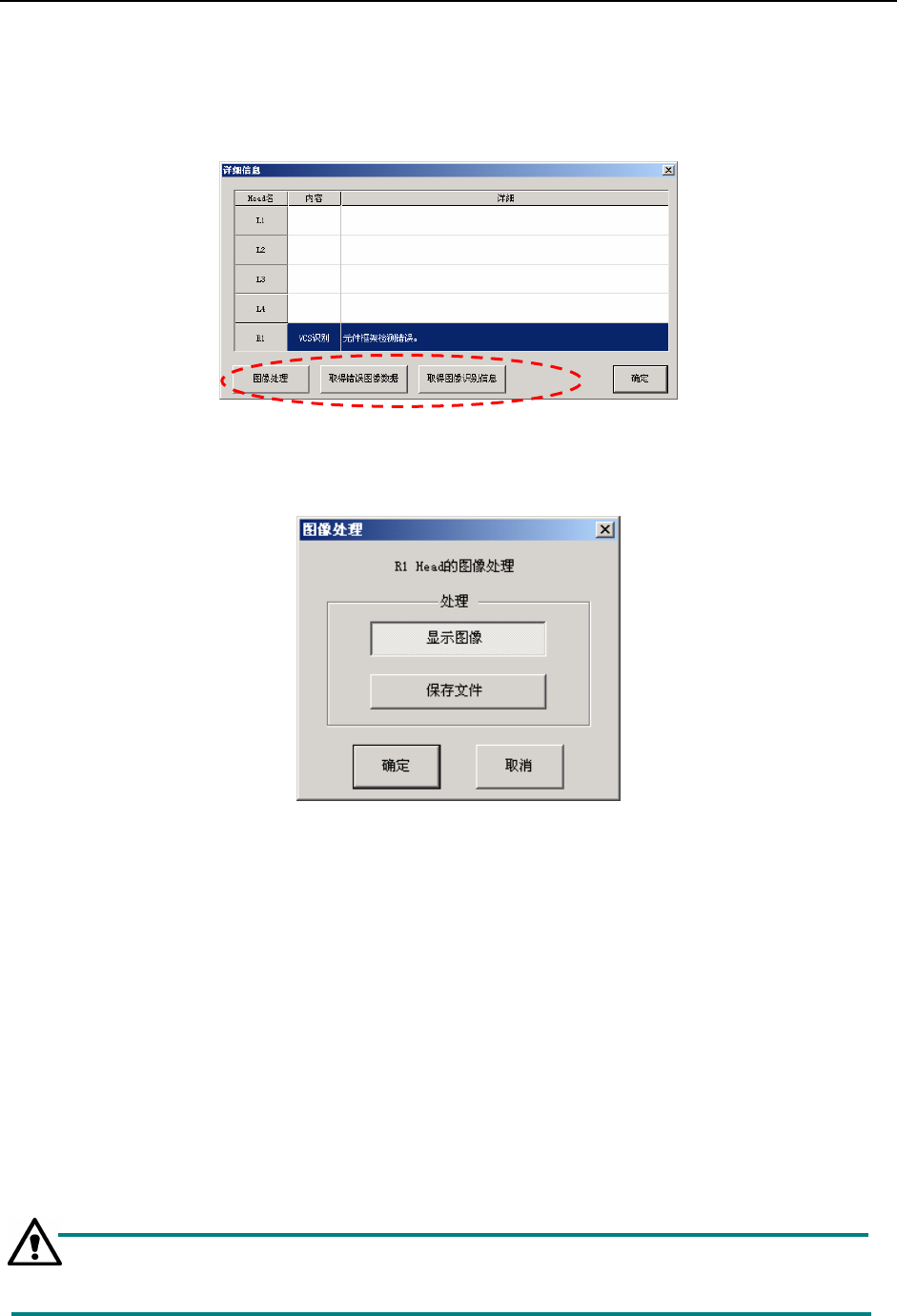
发生图像识别异常时,显示如下的详细信息对话框。此对话框上有[图像处理],[取得错误图像数据],
[取得图像识别信息]等按钮。
图 2-81 详细信息对话框中的按钮
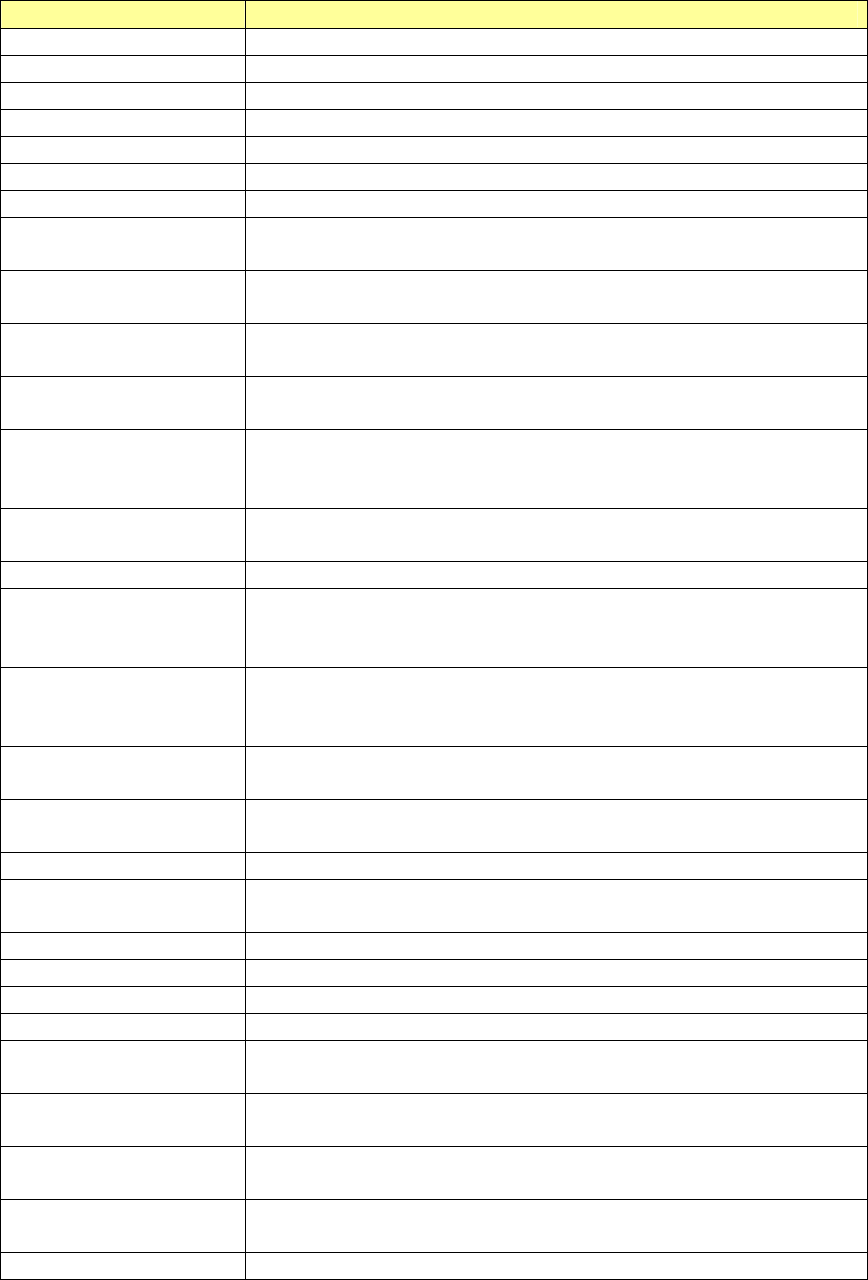
(1) [图像处理] 按钮
图 2-82 [图像处理]对话框
若在这里选择[显示图像],单击[确定]按钮,关闭[图像处理]对话框后,监视器上显示图像。
若在这里选择[保存文件],单击[确定]按钮,关闭[图像处理]对话框后,监视器上显示图像,并把图
像保存到以下的文件夹里。
文件名 :C:\Juki\Data\VRAM
文件名 :REPxx.img(xx→L1,L2,L3,L4,R1)
(2) [取得错误图像数据]按钮
单击[取得错误图像数据]按钮,就取得错误图像数据,并把它保存到以下的文件夹里。
文件名 :C:\Juki\Tools\VcsImage
文件名 :生产程序名.img
(3) [取得图像识别信息]按钮
单击[取得图像识别信息]按钮,取得图像识别信息后,显示图像识别错误详细情报对话框。
[图像处理]、[取得错误图像数据]、[取得图像识别信息]按钮是,发生图像识别错误的
贴片头的行被选择的时候,才能变为有效。
2-70
第 2 章 生产
显示 内容
元件识别合计 识别元件的次数
页 显示的图像识别信息号
Head 名 Head 号
元件名称 元件数据的元件名
元件索引号 元件数据的索引号
全局错误代码 实际的图像识别错误代码
结果 未加工的结果字符串
X 识别结果(图像中心的 X 方向偏移量)
VCS监视器的右方向为正
Y 识别结果(图像中心的 Y 方向偏移量)
VCS监视器的上方为正
角度 识别结果(图像中心的Θ方向偏移量)
VCS监视器的反时针方向为正
边 查出错误的边(上/下/左/右)
图像数据中指定的 Top-View(顶视图)的边,不是监视器上显示的边。
引脚号 查出错误的引脚号(1~)
引脚遗漏中指定的顶视图的反时针方向的引脚号。有几个错误时,指
最初查出的引脚号。通用图形元件时,从第 1 要素数的引脚(球)号。
等级 引脚弯曲错误时,对引脚间距的引脚弯曲量(%)。球变形、球直径错
误时,对球直径的变形量(%)。(0.1%单位)
引脚数 实际查出的引脚总数
BGA行 按区域排列的元件中查出错误的球行号。VCS 监视器上表示的行号
(VCS 监视器的从上到下的顺序),不是图像数据的行号。有几个错误
时,指最初查出的球行号。
BGA列 按区域排列的元件中查出错误的球列号。VCS 监视器上表示的行号
(VCS 监视器的从左到右的顺序),不是图像数据的列号。有几个错误
时,指最初查出的球列号。
引脚间距 引起引脚(球)错误的实际引脚(球)间距。仅适用于实际查出引脚(球)
间距的元件。(0.1um 单位)
外形识别元件详细错误 表示外形识别元件错误信息的 5 位字符。
XXYYY 中 XX 表示发生错误的地方,YYY 表示发生错误的原因。
主要错误 通用图像元件(包括一部分的 BGA 元件)的主要错误代码。
次要错误 通用图像元件(包括一部分的 BGA 元件)的次要错误代码。
此次要代码表示具体的内部事件。
详细错误 通用图像元件(包括一部分的 BGA 元件)的详细错误代码。
指定电极 扩展引脚插头元件的图像数据中指定的引脚数量。
检测电极 扩展引脚插头元件中,实际识别的引脚数量。
直径 查出直径、变形等异常的球的实际直径。(0.1um 单位)
要素 通用图像元件中,引起错误的要素组号。
图像数据中定义的顺序和要素组号是相同。
横分割 分割识别间距(横方向)在生产程序与实际移动量不同时,作为指定量
差分(与实际)来输出。
纵分割 分割识别间距(纵方向)在生产程序与实际移动量不同时,作为指定量
差分(与实际)来输出。
距离 在通用图像元件中,如果要素组之间的距离与生产程序中指定的距离
有很大的差异时,作为那个距离的差分来输出。
边 角度 查出角度错误时的角度差分
2-71
第 2 章 生产
2-12 生产支持
在执行生产动作前,进行各种确认动作。
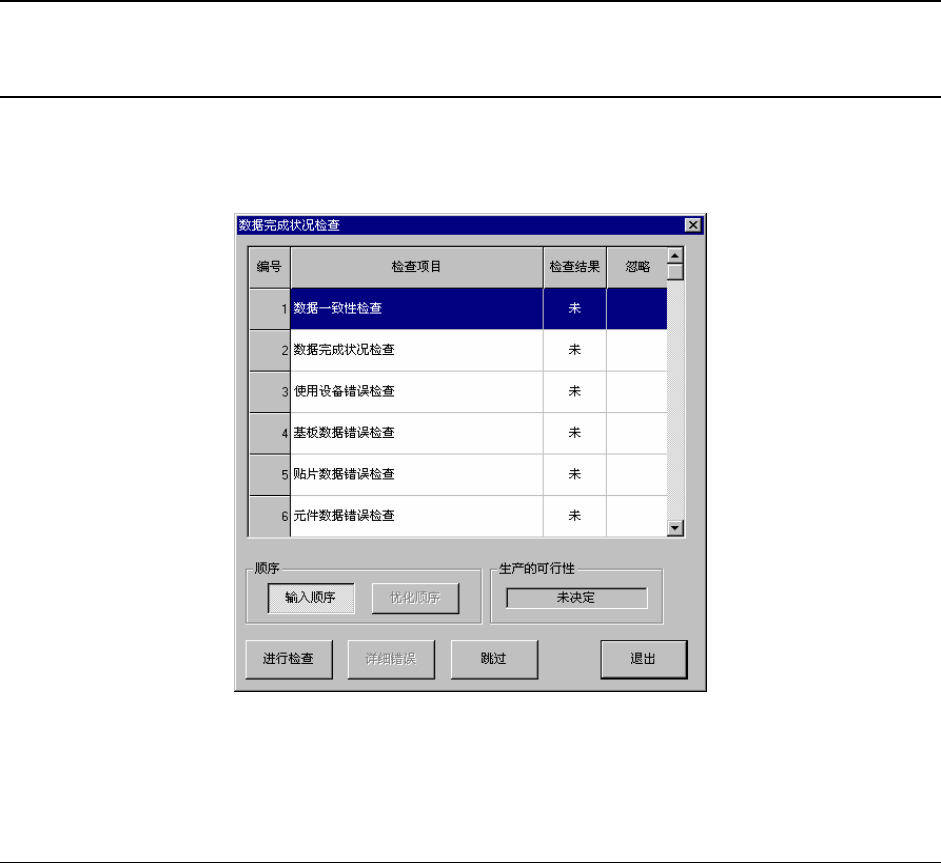
2-12-1 生产程序检查
开始生产前,进行生产程序的检查。
可参照生产程序检查项目一览表,显示检查结果。
开始生产前点击菜单栏的“生产支持”/“生产程序检查”后,显示生产程序检查画面。
图 2-83 生产程序确认
2-12-2 贴片跟踪
开始生产前显示贴片点的列表,通过贴片跟踪确认贴片点上是否已贴片。
2-72