KE-2050R_OPE.pdf - 第46页
第 2 章 生产 2-5 空运行模式 在不进行生产,作为传送控制而运送基板时使用该模式。 从主画面的菜单栏中选择“维护”/“空运行模式”后,显示以下画面。 此时,虽然无需返回原点,但需根据基板的尺寸来调整传送宽度。 即使由于设备的故障而无法返回原点,有时也能使用空运行模式。 此时,为了防止因传感器的误检测而导致的停 止,自动将 贴片头(Head )组件移动 到比传送路线更靠内的一侧。(=大约在校准块的上方) 图 2-7 开始空运行模式 …
第 2 章 生产
2-4 预热
主要在节假日结束后或在寒冷的地方使用时,需在接通电源后立即进行预热。
预热的时间根据具体情况而定,大致10分钟左右。
2-4-1 初始画面
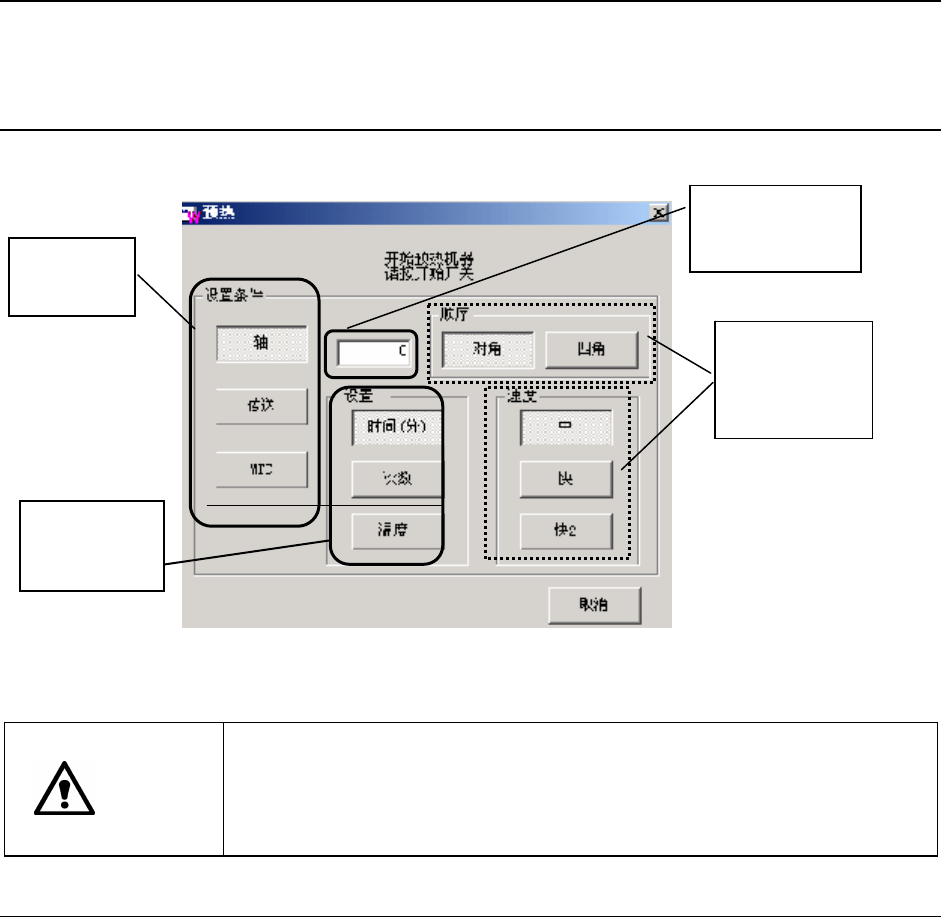
从主画面的菜单栏中选择“维护”→“预热”后,显示下图所示的预热初始化画面的窗口,
可在此设定预热条件。
选择预热
对象
*仅修理工程
师级别以上可
以使用
选择预热结
束的条件
输入停止时间、
次数或温度
图 2-6 预热初始画面
按下<START>按钮后,进入预热状态。
按下<START>按钮后,轴即开始移动,进入预热状态。因此,在按下<START>
开关前,请务必确认装置内部没有人作业。此外,为了避免人身事故,在运
行过程中,切勿将手放入装置内部,或将脸和头靠近装置。
警告
2-4-2 条件设置
(1) 选择预热对象
预热对象,从轴、传送、MTC 中选一(初始设置为“轴”) 选择一项。
在“机器设置”时,若未在“使用单元”中选择 MTC,则无法选择 MTC。
(2) 选择预热结束的条件
预热结束的条件,可选择时间或次数,按“时间(分)或“次数”按钮即可(初始设
定为“时间”)。
(3)时间、次数、温度的设定
在编辑框内输入预热停止的时间、次数或温度。
设置温度后,机器持续进行预热,直至机器内部温度达到所设置的温度。
当预热超过 3000 次仍然未达到所设置温度的情况下,显示询问是否继续。
(4)顺序、速度(修理工程师级别以上)
设置轴的运行顺序和速度。
按 STOP 开关,或选择画面的“中止”按钮,显示确认结束的对话框。选择“是”,则结束预热,
返回初始画面。
2-6
第 2 章 生产
2-5 空运行模式
在不进行生产,作为传送控制而运送基板时使用该模式。
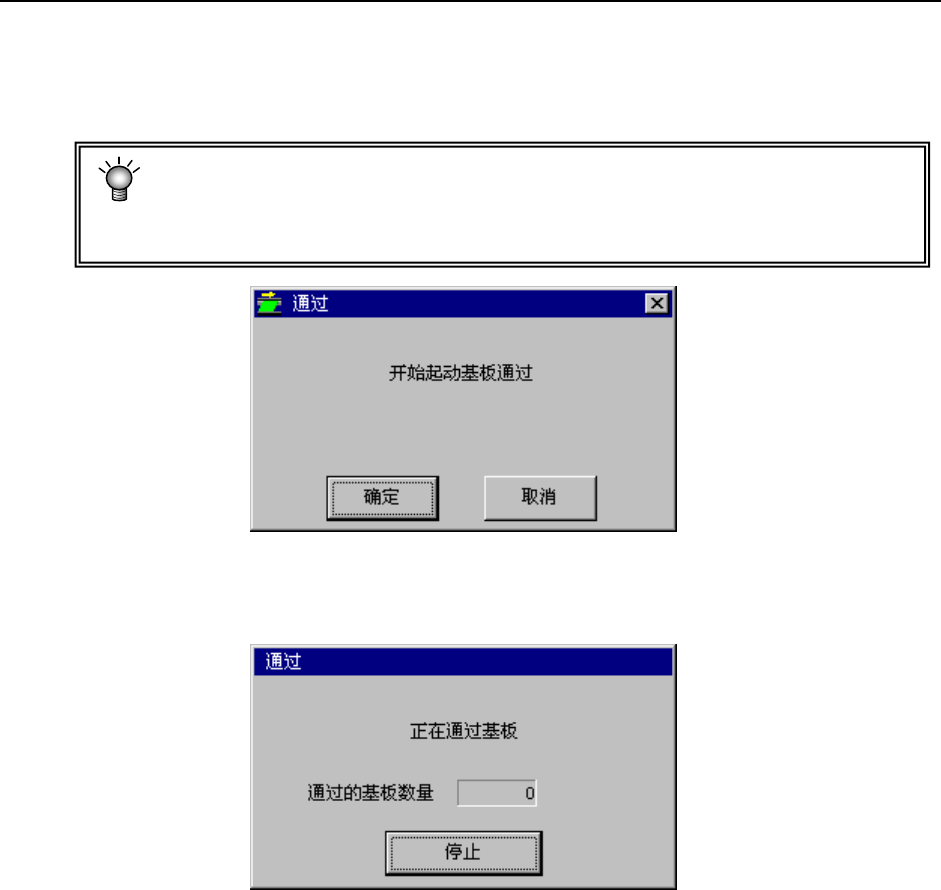
从主画面的菜单栏中选择“维护”/“空运行模式”后,显示以下画面。
此时,虽然无需返回原点,但需根据基板的尺寸来调整传送宽度。
即使由于设备的故障而无法返回原点,有时也能使用空运行模式。
此时,为了防止因传感器的误检测而导致的停止,自动将贴片头(Head)组件移动
到比传送路线更靠内的一侧。(=大约在校准块的上方)
图 2-7 开始空运行模式
单击“确定”后,显示如下画面,传送传感器检测到有基板到来时,传送带开始转动。
图 2-8 进行空运行模式中
单击“停止”后,空运行模式停止。
2-7
第 2 章 生产
2-6 文件操作
进行生产时,需打开生产程序文件。
本节就桌面画面的文件各操作方法进行说明。
2-6-1 新建
制作新的程序时,请选择此项。
2-6-2 打开(读入文件)
读入已经制作好的生产程序文件。
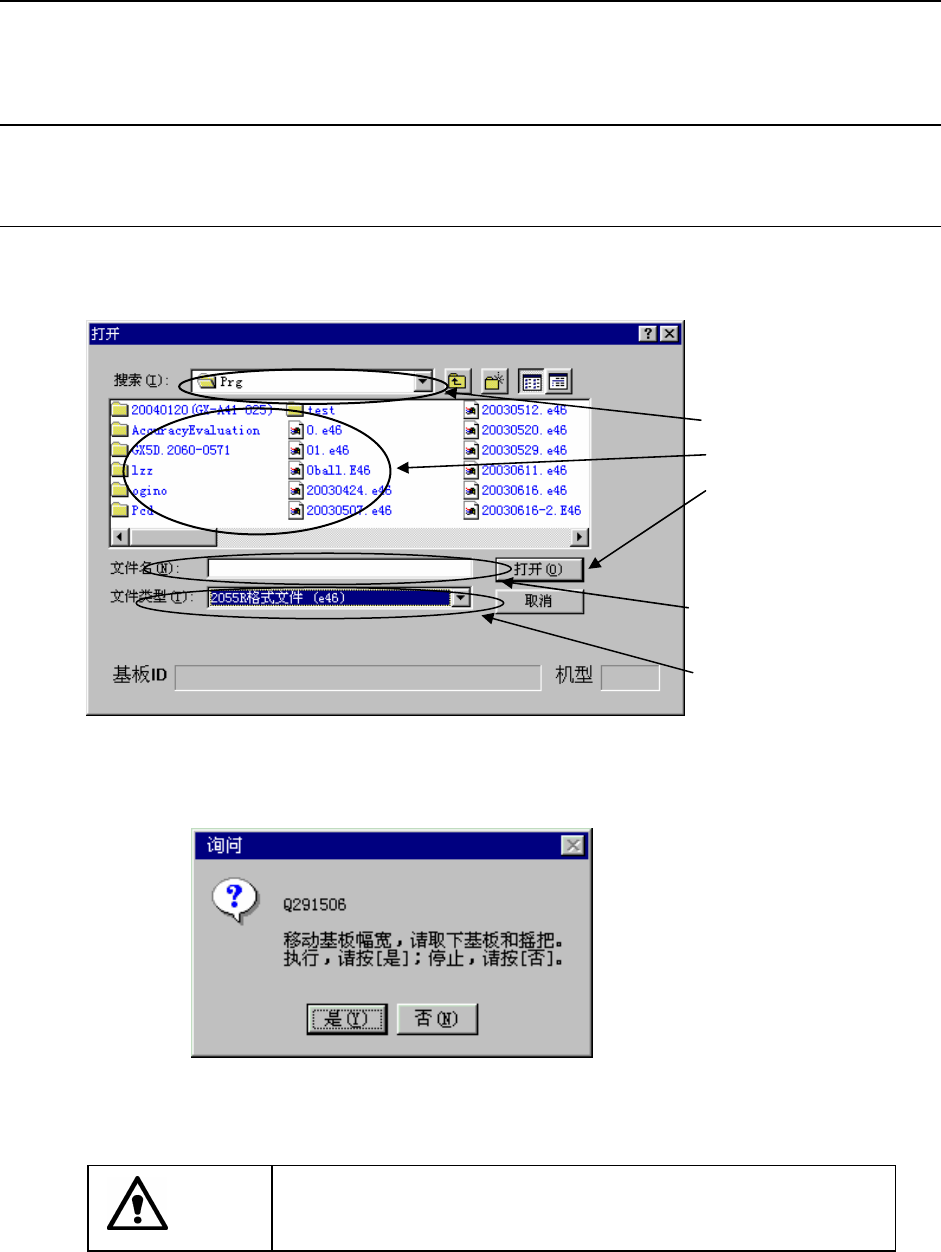
从菜单栏中点击“文件”/“打开”,则显示如下的画面。
选择文件,点击“打开”,读入选中的文件。
显示选中的文件名。
③点击“打开”。
<步骤>
①选择文件夹
②选择文件
打开用其他机型制作的文件
时,点击此栏,设定机型名(文
件格式)。
有基板宽度自动调整装置(选购件)时,将有下列提示:
选择“是(Y)”后,即可显示基板宽度自动调整画面。
注意
在基板宽度自动调整对话框上选择“移动”后,传送装置立即开始
运转。因此,在选择该项目前,一定要确认好传送运行区没有障碍
物。
* 有关基板宽度自动调整装置的详细情况,请参见「4-5-4-1-2 基板宽度自动调整」说明。
2-8