Betriebsanleitung_HF3_14_de.pdf - 第209页
Der Einstellungsdialog [Codeleser] (mit Zuordnung zur Transportspur) In diesem Dialog können Sie die Einstellungen für den Codeleser vornehmen. HINWEIS Ergänzende Dokumente Lesen Sie hierzu auch die Dokumente im Ordner […
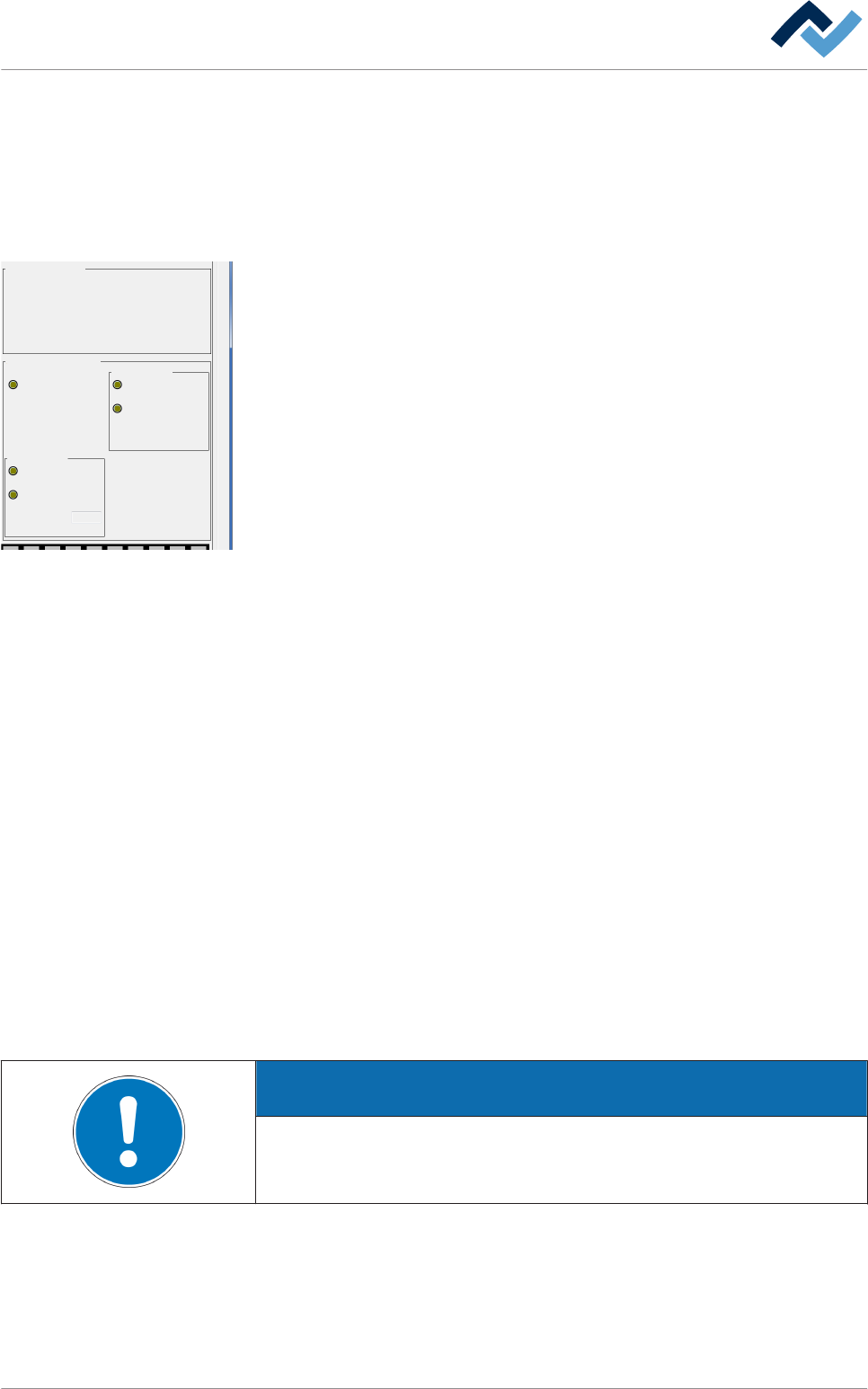
ð Wenn das Lötgut vom Sensor registriert wird, wird die LED [Hardwaresig-
nal] grün angezeigt. Dieser Zustand wird an die SPS weitergeleitet.
ð Wenn das Lötgut von der Steuerung am Übergabepunkt sicher erkannt
wird, wird die LED [Softwaresignal] grün dargestellt.
ð Das Anzeigefeld [Anzahl Lötgut] zeigt die Anzahl des bisher registrierten
Lötgutes an.
ü [Code], [Lötprogramm] und [Bibliothek] anzeigen:
1. Im Rahmen [Vor Maschine]
ð [Code]: Sobald ein Code gelesen wurde, wird dieser im Anzeigefeld ange-
zeigt.
ð [Lötprogramm]: Anzeige des zugeordneten Lötprogrammes.
ð [Bibliothek]: Anzeige der Bibliothek, in welcher das Lötprogramm abgelegt
wurde.
ü Den Status [SMEMA] (in der Maschine) ablesen:
1. Im Rahmen [Sensorik in Maschine]
ð [Board available von n-1]: Zeigt den Status des SMEMA Signals an. Ist die Ma-
schine zur Aufnahme von Lötgut bereit, wird die LED grün dargestellt.
ü Den Status des ISEL Sensors ablesen .( ISEL ist eine Abkürzung für Inline Schnitt-
stelle EinLauf).
1. Im Rahmen [Sensorik in Maschine]
ð Es wird ein Hardwaresignal und ein Softwaresignal angezeigt.
ð Wenn das Lötgut vom Sensor registriert wird, wird die LED [Hardwaresig-
nal] grün angezeigt. Dieser Zustand wird an die SPS weitergeleitet.
ð Wenn das Lötgut von der Steuerung am Übergabepunkt sicher erkannt
wird, wird die LED [Softwaresignal] grün dargestellt.
ð Das Anzeigefeld [Anzahl Lötgut] zeigt die Anzahl des bisher registrierten
Lötgutes an.
ü Den Status des Transportes [Transport] ablesen:
1. Im Rahmen [Sensorik in Maschine]
ð [EIN]: Zeigt den Status des Transports an. Läuft der Transport, wird die LED
grün dargestellt.
ð [Transportspur bereit]: Zeigt den Status der Transportspur an. Wenn die
Transportspur Lötgut aufnehmen kann, wird die LED grün dargestellt.
HINWEIS
Weshalb werden die Eigenschaften einer Transportspur nicht angezeigt?
Wenn der Radio button [Codeleser ohne Zuordnung zu Transportspur] aktiviert
wurde, können die Eigenschaften einer Transportspur nicht angezeigt werden.
Codeleser
Betriebsart Einrichten
Eingabedialog
Codeleser Transportspur 1
Vor Maschine In Maschine
Code
Lötprogramm
Bibliothek
Code
Lötprogramm
Bibliothek
Transportspur 4
Codeleser
Codeleser
Codeleser
Codeleser
Codeleser
Transportspur 2
Transportspur 3
Transportspur 1
Sensorik vor Maschine Sensorik in Maschine
SMEMA SMEMA
EIN
Transport
Freigabe an N-1
Sensor ISEL
Hardwaresignal
Softwaresignal
Anzahl Lötgut
Hardwaresignal
Softwaresignal
Anzahl Lötgut
LVA Sensor
Board available von n-1
Hardwaresignal
Softwaresignal
Anzahl Lötgut
ALB Sensor
Transportspur
Bereit
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 208 / 0
Der Einstellungsdialog [Codeleser] (mit Zuordnung zur Transportspur)
In diesem Dialog können Sie die Einstellungen für den Codeleser vornehmen.
HINWEIS
Ergänzende Dokumente
Lesen Sie hierzu auch die Dokumente im Ordner [Code_Scanner] auf dem Daten-
träger [product_data_reflow], welcher Teil des Lieferumfanges ist.
ü Den Einstellungsdialog [Codeleser] öffnen:
1. Im Eingabedialog [Codeleser] in der unteren Symbolleiste die Schaltfläche
anklicken.
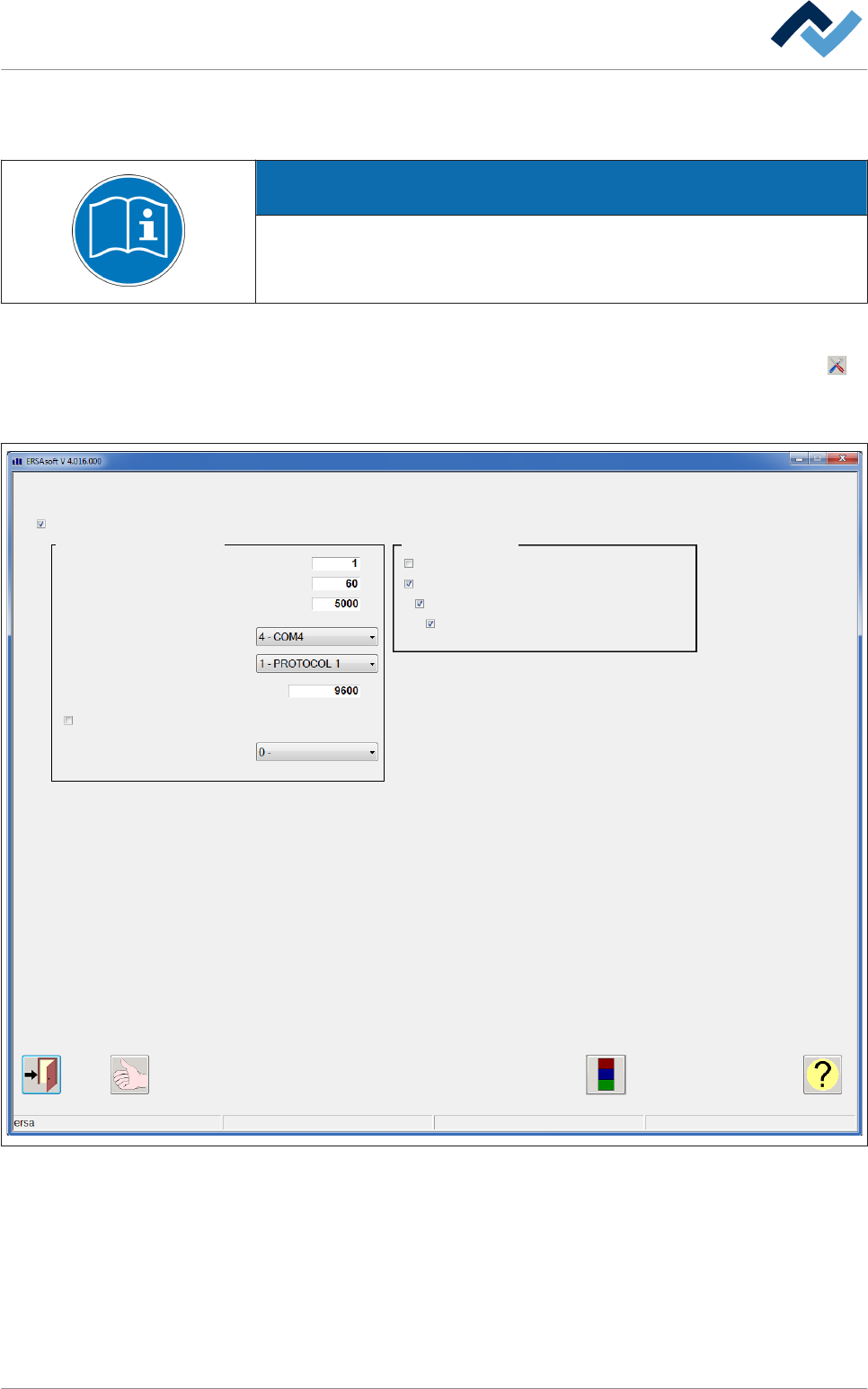
ð Der Einstellungsdialog [Codeleser] wird geöffnet:
Codeleser
Einstellungen
Einrichten
Transportspur 1
Aktiv
Codeleser
Ausschaltverzögerung
Transferzeit
Max. Zeit bis Datenübernahme
Com Port
Protokoll
Baudrate
Protokoll ContinousRead
Langer Code (>31 Zeichen)
Zuordnung
Nur Codebetrieb ermöglichen
Zuordnung: Code - Lötprogramm
Lötprogrammauswahl mit Handscanner
Start Lötprogramm bei neuem Code
Abb. 68: Der Einstellungsdialog [Codeleser]
6.11.10
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 209 / 0
Der Rahmen [Codeleser]
ü Den Dialog aktivieren:
1. Die Checkbox [Aktiv] aktivieren.
ð Der Dialog wird aktiviert, Eingabefelder und Checkboxen sind nun editierbar.
ü Enntprellen des Sensorsignales:
1. In das Eingabefeld [Ausschaltverzögerung] einen Wert in [s] eingeben.
ð Sobald der Sensor das Lötgut-Ende erstmals erkennt, wird diese Zeit gest-
artet.
ð Sobald diese Zeit abgelaufen ist, wird das Signal des Sensors in der Steuerung
zurückgesetzt.
ü Die Transferzeit vom Sensor ALB zum Sensor LVA eingeben:
1. In das Eingabefeld [Transferzeit] einen Wert in [s] eingeben.
ð Sobald sich Lötgut am Sensor ALB befindet, wird diese Zeit gestartet.
ð Ist die eingestellte Zeit abgelaufen, und das Lötgut befindet sich noch nicht am
Sensor LVA, erfolgt eine Meldung.
ü Die maximale Wartezeit bis zur Datenübernahme eingeben:
1. In das Eingabefeld [Max. Zeit bis Datenübernahme] einen Wert in [s] eingeben.
ð Ist die eingestellte Zeit abgelaufen, und es wurde noch kein gültiger Code gele-
sen, erfolgt eine Meldung.
ü Den COM Port für den Codeleser konfigurieren:
1. Kommen mehrere Codeleser zum Einsatz, so hat jeder Codeleser seinen eige-
nen COM Port. Im Dropdown-Menü den COM Port auswählen, an den der Co-
deleser angeschlossen ist.
2. Im Dropdown-Menü [Protokoll] das zum Codeleser passende Protokoll auswäh-
len.
3. In das Eingabefeld [Baudrate] die Baudrate des Codelesesystems eingeben.
4. Die Checkbox [Protokoll ContinousRead] aktivieren.
ð Hiermit wird der ComPort des Codelesers dauerhaft aktiviert.
ð Der Codeleser kann nun mit der Steuerung kommunizieren.
Codeleser
Einstellungen
Einrichten
Transportspur 1
Aktiv
Codeleser
Ausschaltverzögerung
Transferzeit
Max. Zeit bis Datenübernahme
Com Port
Protokoll
Baudrate
Protokoll ContinousRead
Langer Code (>31 Zeichen)
Zuordnung
Nur Codebetrieb ermöglichen
Zuordnung: Code - Lötprogramm
Lötprogrammauswahl mit Handscanner
Start Lötprogramm bei neuem Code
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 210 / 0