NXT系列 编程手册 1.pdf - 第77页
2. Job 编制器 PRG-NXTS-009S1 64 NXT 系列 编程手册 2. 如果要使用 2 台料盘单元 -M,请选择料站托架 (DP(5)) ,将不良元件排出轨道 M 设定 在料槽 23。 01PRG-0157E 01PRG-0158E
PRG-NXTS-009S1 2. Job 编制器
NXT 系列 编程手册 63
2.5.9 使用料盘单元 -M 时
料盘单元 -M 是料盘元件的供应装置。搭载到料站托架上使用。以下说明料盘单元 -M 的搭
载类型和使用料盘单元 -M 时的 Job 的设定方法。
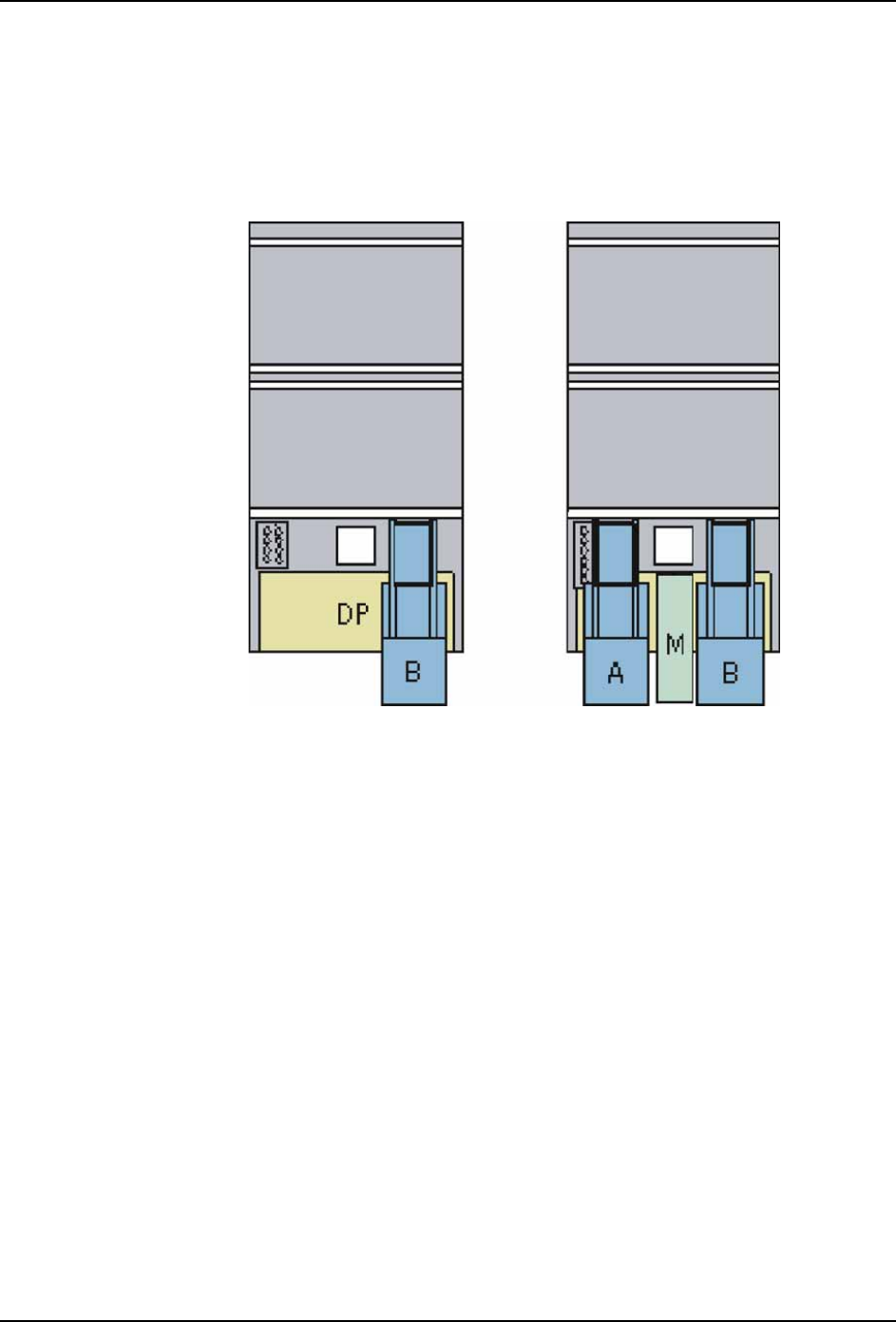
搭载类型
以下表示料盘单元 -M 的搭载类型。
注意
安装 2 台料盘单元 -M 时,将拆除废料箱。请务必搭载 NG 元件排出搬运轨 M。
Job 的设定
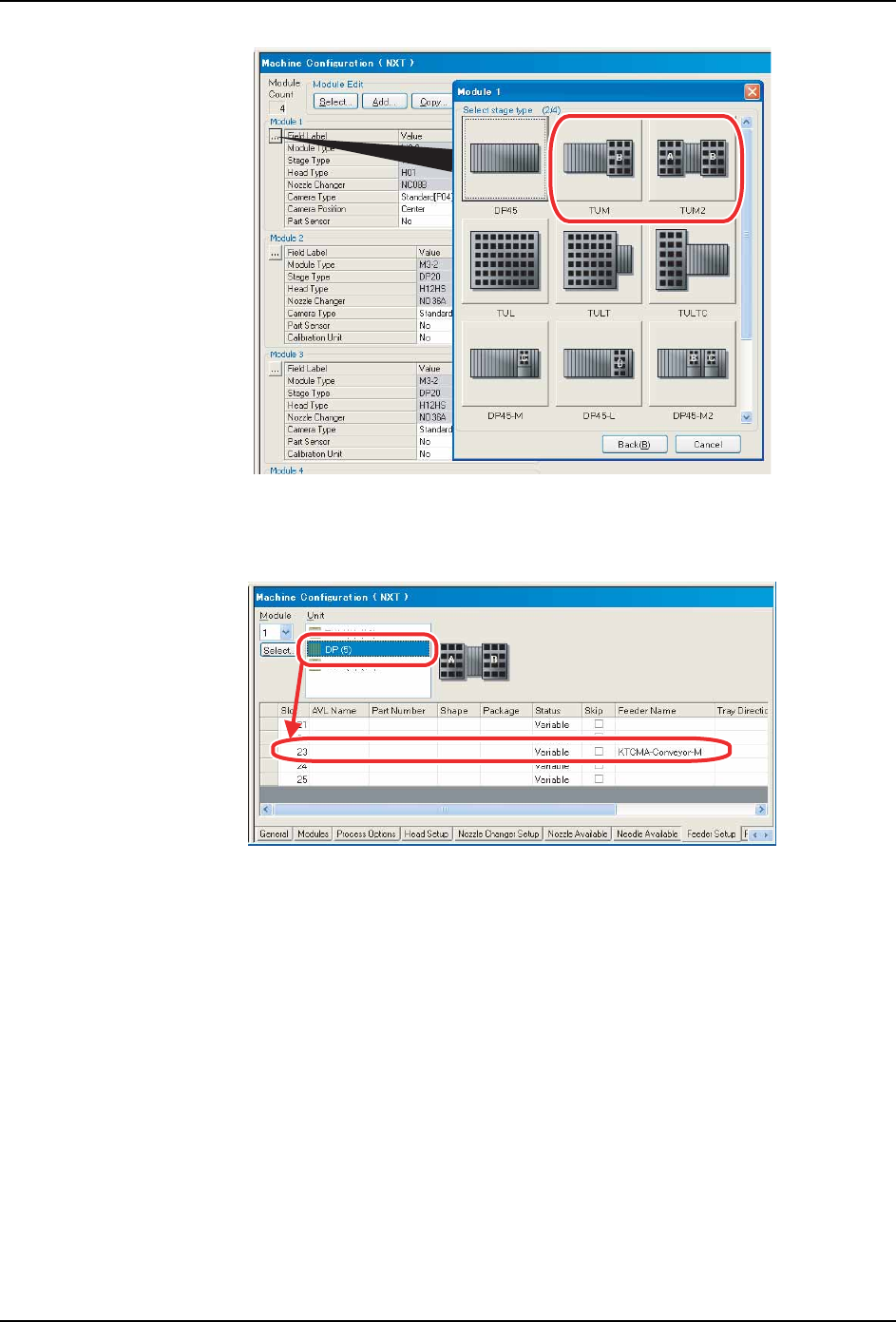
1. 在 Job 编制器的 [Machine Configuration]-[Modules] 标签页内,请指定搭载了料盘单
元 -M 的模组的 [Stage Type]。(详细内容参照 "2.4.1 搬运轨道和优化的设定 "。)
01PRG-0308
2. Job 编制器 PRG-NXTS-009S1
64 NXT 系列 编程手册
2. 如果要使用 2 台料盘单元 -M,请选择料站托架 (DP(5)),将不良元件排出轨道 M 设定
在料槽 23。
01PRG-0157E
01PRG-0158E
PRG-NXTS-009S1 2. Job 编制器
NXT 系列 编程手册 65
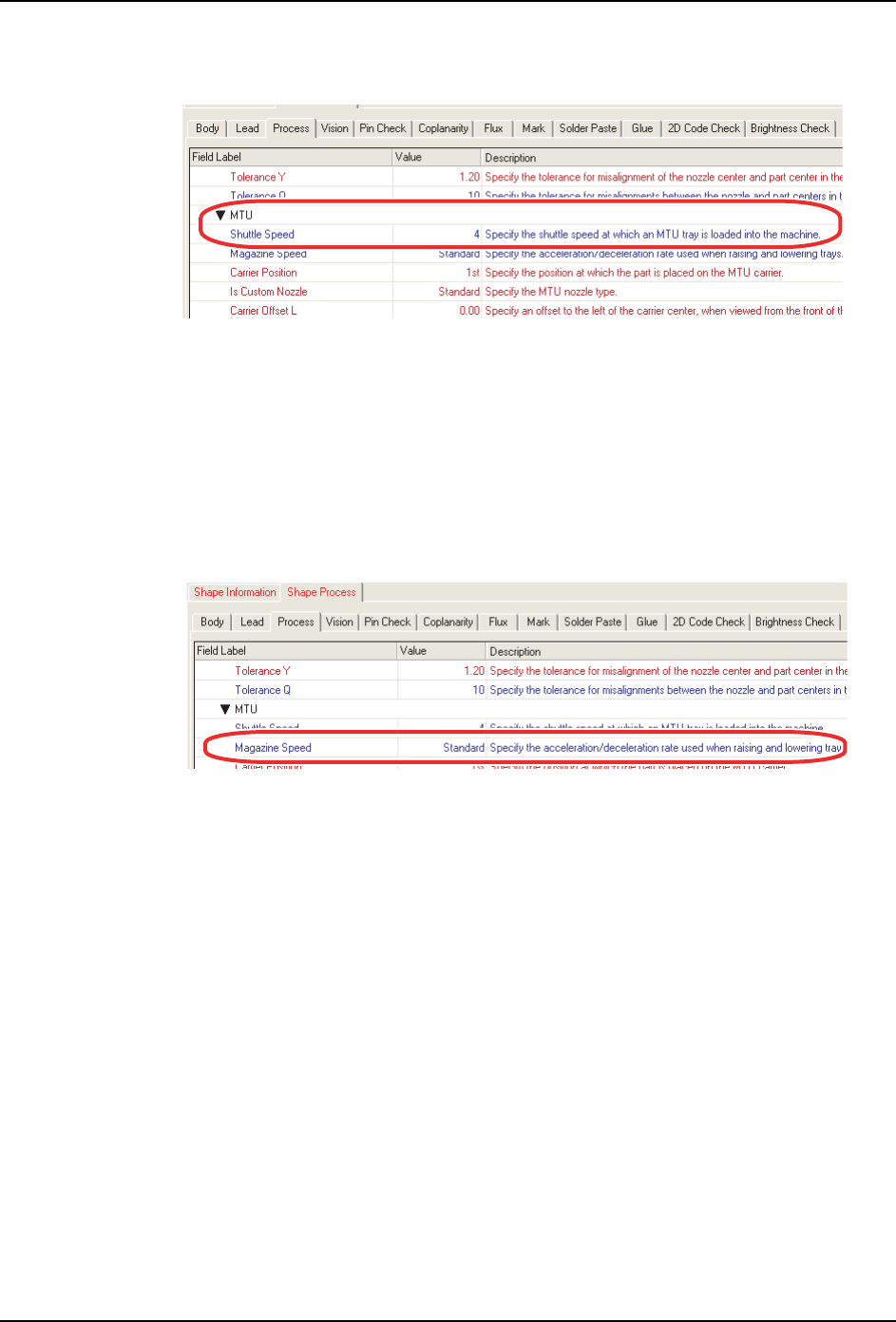
3. 请对于所有的料盘元件在 Fuji Flexa 的 [Shape Data] - [Shape Process] 设定料盘单
元 -LT 的 Shuttle Speed。
4. 针对所有的盘装料在 Fuji Flexa 的 [Shape Data] - [Shape Process] 设定料盘单元的
动作速度。
- [Process]
- [Shuttle Speed]: 4 (默认值)
※ 设定范围是 1~4 阶段。1 是最慢 , 数值越大越快。
备注 )输入范围是 1~5,设定为 5 时,以 4 的速度动作。
- [Process]
- [Magazine Speed]: Standard (默认值)
※ 设定范围是 [Standard],[Mid],[Low]3 阶段。请设定为可以稳定供应的速
度。
30PRG-0196E