G9《使用说明书》.pdf - 第25页
25 凯格精密机械有限公司 25 SPI 调整次数: 使用 SPI 联机功能, 当设置值大于 1 时, 自动调整 SPI , 等于 0 时不调整。 Mark 点以板中心对称默认勾选。 偏移调节最大、 最小值设置: 正常生产时, 超出该范围机器报警提示, 停止生产。 印刷 设 置栏 : 印刷 起点 、 印刷 长度 数 值由 软 件自 动 生成 , 用户 也可 以 根据 生 产的 实际情 况进行 修改 ( 注: 印刷 起点必…
凯格精密机械有限公司
24
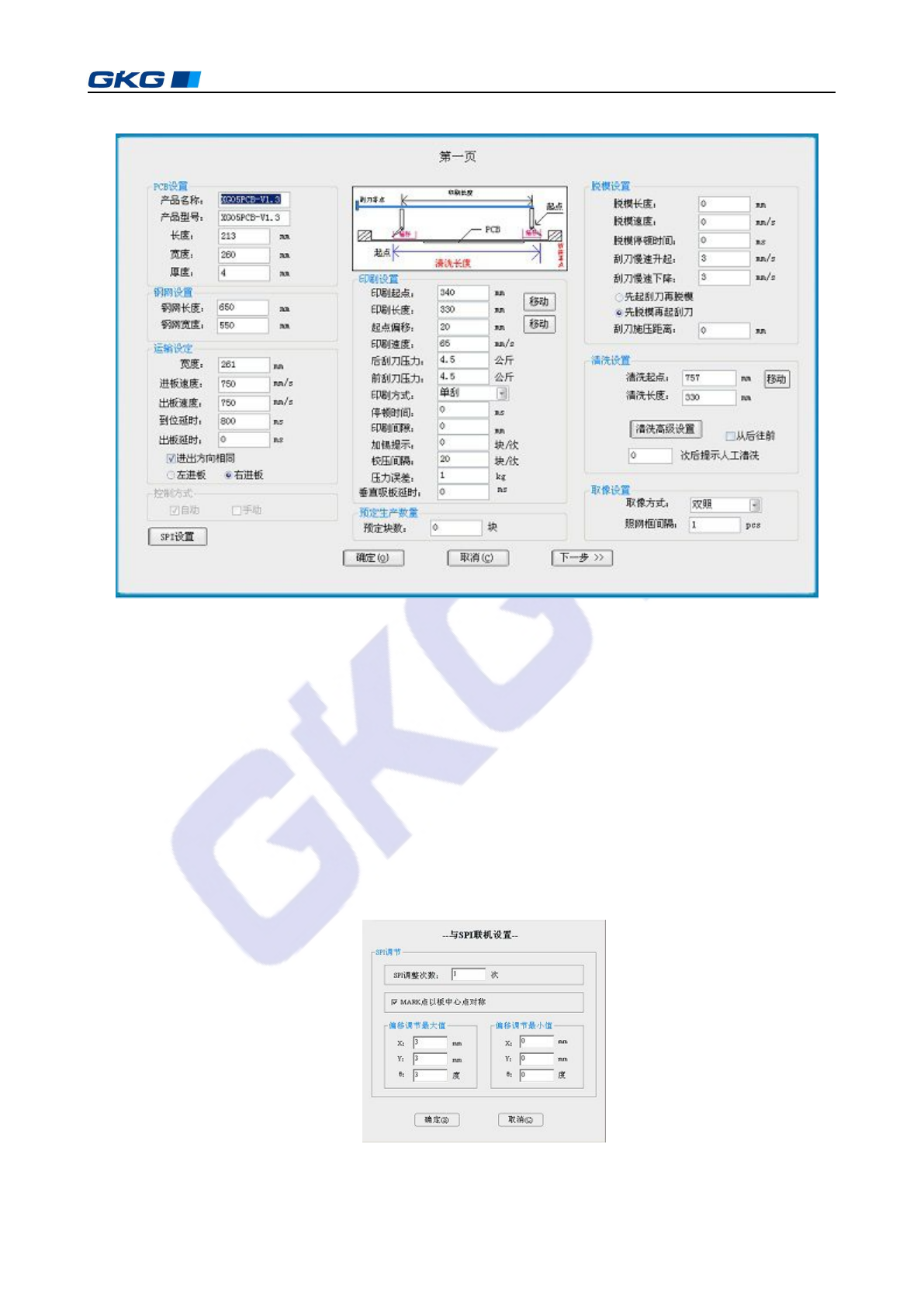
图 4-6 〈数据录入第一页〉对话框
PCB
定栏:用户可设置产品名称、产品型号及
PCB
长度、宽度、厚度。
钢网设置栏:用户可根据钢网尺寸设置钢网长度,宽度。
运输设定栏:运输宽度根据“PCB 板宽+1”自动生成,用户可以不必更改它,如果
需要更改,其输入值必须大于
PCB
板的宽度;进板速度、出板速度、到位延时、
出板延时以及进出板的方向,用户可以根据自己的需要设定。在印刷漏空板时需设
定出板延时。
控制方式栏:默认控制方式为自动。
SPI 设置:单击“SPI 设置”按钮 弹出[与 SPI 联机设置]对话框,如图 4-7 所示。
图
4-7
〈
SPI
联机设置〉对话框
25
凯格精密机械有限公司
25
SPI 调整次数:使用 SPI 联机功能,当设置值大于 1 时,自动调整 SPI,等于 0
时不调整。
Mark 点以板中心对称默认勾选。
偏移调节最大、最小值设置:正常生产时,超出该范围机器报警提示,停止生产。
印刷设置栏: 印刷起点、印刷长度数值由软件自动生成,用户也可以根据生产的
实际情况进行修改(注:印刷起点必须大于印刷长度)。单击印刷起点旁的“移动”
按钮,印刷轴将会运动到印刷起点位置;单击印刷长度旁的“移动”按钮,印刷轴
将会运动到印刷终点位置。当人工设置起点后,印刷起点和印刷长度也会相应发生
变化。用户可根据实际情况设置刮刀压力,选择印刷方式(单刮、双刮),设置印
刷间隙、加锡提示、校压间隔、压力误差及吸板延时。
预定生产数量栏:可以设定预定生产
PCB
板的数量,正常生产时达到预定生产数
将停止生产。
脱模设置栏:脱模长度、脱模速度、停顿时间、刮刀慢速升起以及刮刀慢速下降,
用户可根据需要对其更改,但建议用默认值;脱模方式分为两种,即先起刮刀再脱
模和先脱模再起刮刀,选择了先脱模再起刮刀后可以对“刮刀施压距离”进行设置。
清洗设置栏:清洗起点值可以不用设置,在输入 PCB 板宽度后,清洗起点自动生
成;单击清洗起点旁的“移动”按钮,印刷轴运动到清洗起点位置;在配置清洗的
时候,可根据需要配置人工清洗和自动清洗。配置自动清洗:单击“清洗高级设置”
按钮,进入图 4-8 对话框。
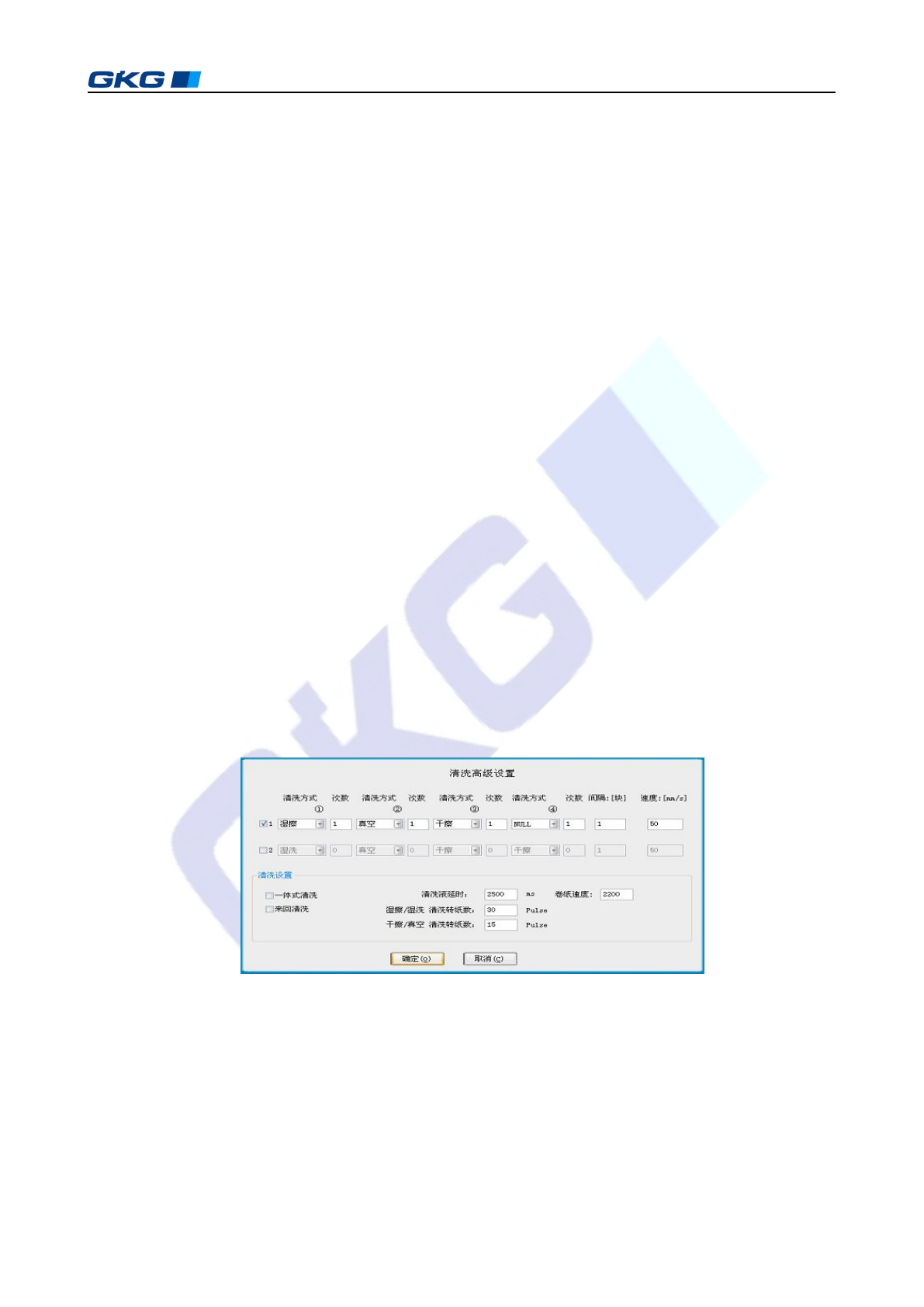
图 4-8〈清洗高级设置〉对话框
清洗方式分为三种,湿擦、干洗、湿洗,每种清洗方式后都有一个清洗次数设置,另外,
在此界面还可以输入卷纸速度,清洗液延时以及清洗转纸数,用户还可以根据自己的需要选择一体
式清洗还是来回清洗。一体式清洗为边转纸边清洗,只清洗一次,上述清洗设置不起作用。
取像设置栏:可设置视觉校正的取像方式——双照或单照。网框间隔:
0
代表开始
凯格精密机械有限公司
26
生产时只进行一次双照;1 代表每块板都进行双照;N 代表 N 块板进行一次双照。
在进行参数设置时,若输入的数值超出机器设置范围,屏幕会显示“输入超出范围”
的错误提示。
2. 以上参数设置好以后,单击[数据录入第一页]界面上的“确定”,回到主窗口画面;单
击“取消”,取消以上设置,机器仍为前次录入的参数,并回到主窗口画面。
3. 选择[数据录入第一页]对话框上“下一步>>”,会弹出“下一步将调整运输导轨宽度”
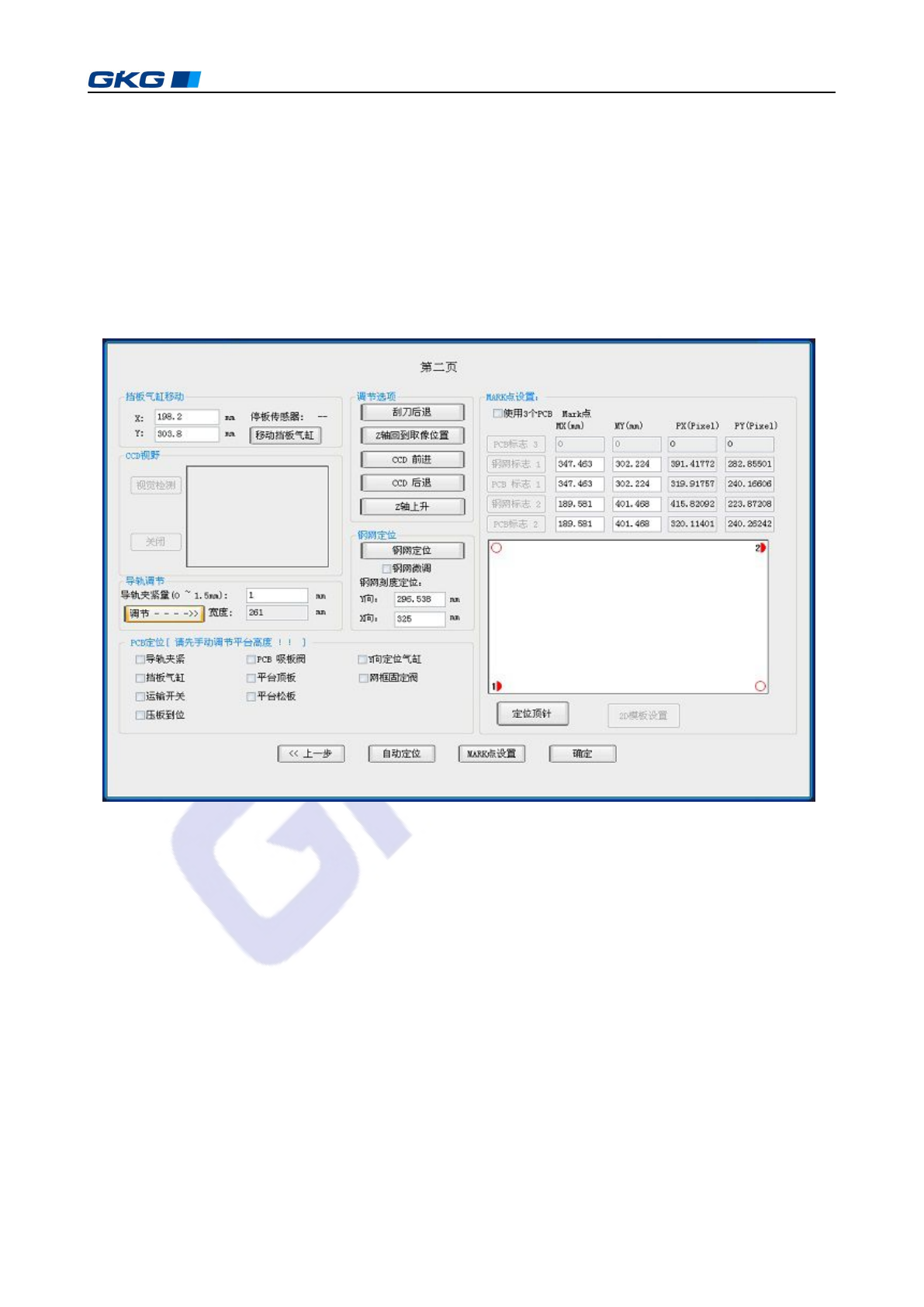
提示框,单击“确定”,则调节导轨宽度进入[数据录入第 2 页]。如图 4–9 所示:
图 4-9〈数据录入第 2 页〉对话框
在
[
数据录入第
2
页
]
对话框中可进行“挡板气缸移动”、“导轨宽度调节”、“刮刀后退”、
“Z 轴回到取像位置”、“CCD 回位”、“Z 轴上升”、“钢网定位”等参数调节。
挡板气缸移动栏:点击“移动挡板气缸位置”,挡板气缸将根据停板传感器的 X,Y
进行移动。
CCD 视野栏:放入钢网时,用来显示钢网和 PCB 图像,便于钢网定位。
导轨宽度调节栏:点击“调节”按钮,导轨将按照右边显示的宽度进行调节。
PCB 定位栏:“压板到位”在生产薄板的时候才会用到,生产厚板的时候不要使用,
避免损坏压板装置。
调节选项栏:单击“Z 轴上升”按钮,完成 Z 轴上升的动作,“Z 轴上升”按钮凹陷
变成“Z 轴下降”按钮,单击“Z 轴下降”按钮,完成 Z 轴下降动作,“Z 轴下降”