G9《使用说明书》.pdf - 第48页
凯格精密机械有限公司 48 图 4 -45 〈产量统计〉对话框 图 4 -46 〈网板清洗〉对话框 1、输入清洗速度、 清洗起点、 清洗长度等参数后, 根据需要单击 “往前清洗” 、 “往后清 洗” 或 “来回清洗” 确定清洗方向 。 根据需要单击 “转纸” 、 “喷洒清洗液” 、 “提升” 、 “真空吸”按钮,进行清洗。 2 、 单击“退出” ,停止清洗,回到主窗口画面。
47
凯格精密机械有限公司
47
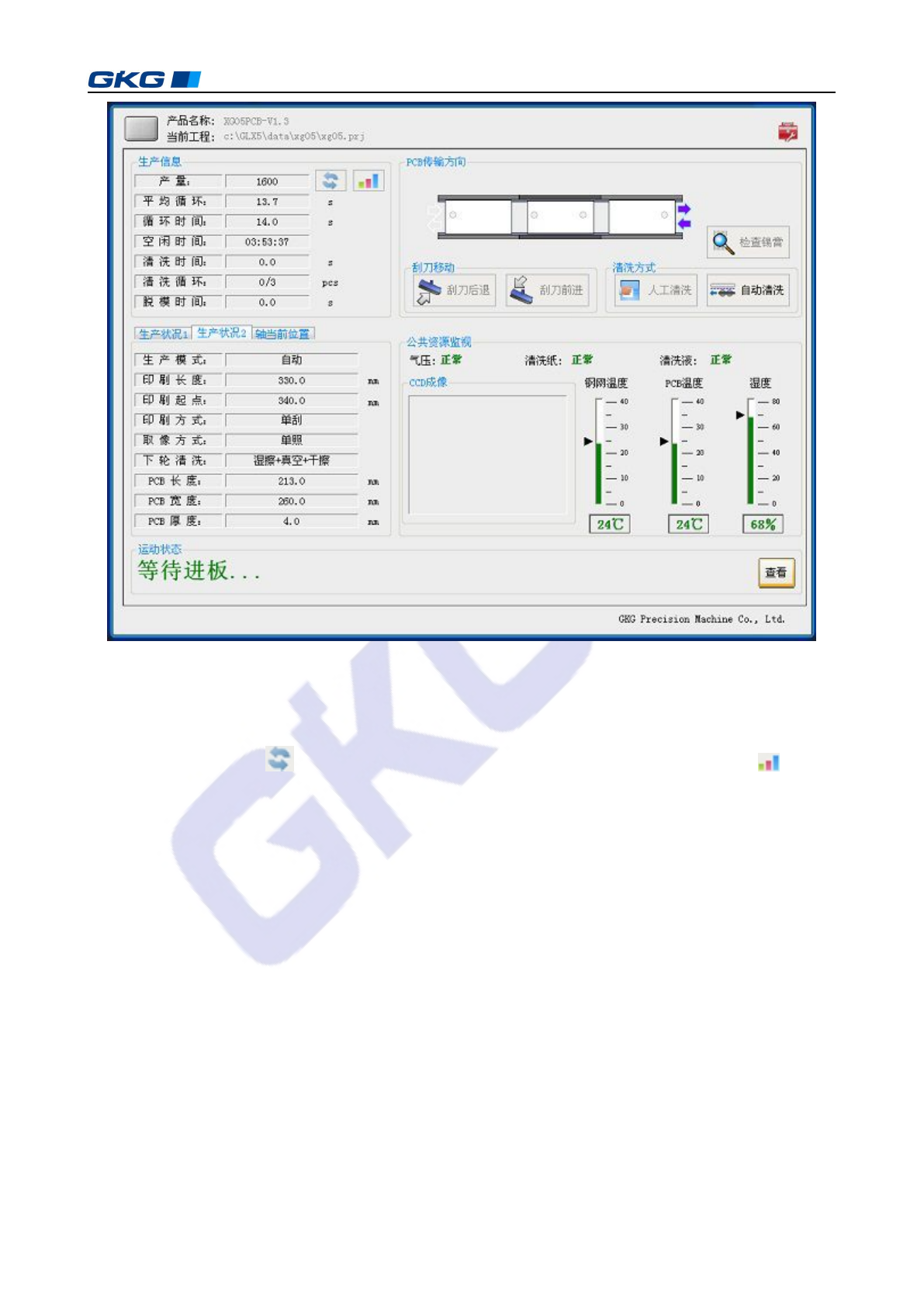
图 4-44 〈主生产界面〉
主生产界面上显示了 PCB 信息、文件保存路径、生产信息、生产状况、当前坐标、运动
状态以、PCB 运输方向、公共资源监视及一些快捷操作按钮等信息。
单击产量旁的 图标按钮,使得生产状态下的“产量栏”显示为
0
;点击 按钮将
显示[产量统计]对话框,如图 4-45 所示。
在生产过程中,按下机器上的“开始/暂停”按钮(即三色按钮中的绿色按钮),机器
暂停,“生产设置”、“数据录入”、“人工清洗”按钮可用。
单击“生产设置”按钮,弹出[生产设置]对话框,如图 4-22 所示;
单击“数据录入”按钮,弹出[数据录入第一页]对话框,如图 4-6 所示;
单击“人工清洗”按钮,弹出[手动清洗]对话框,如图 4-21 所示。
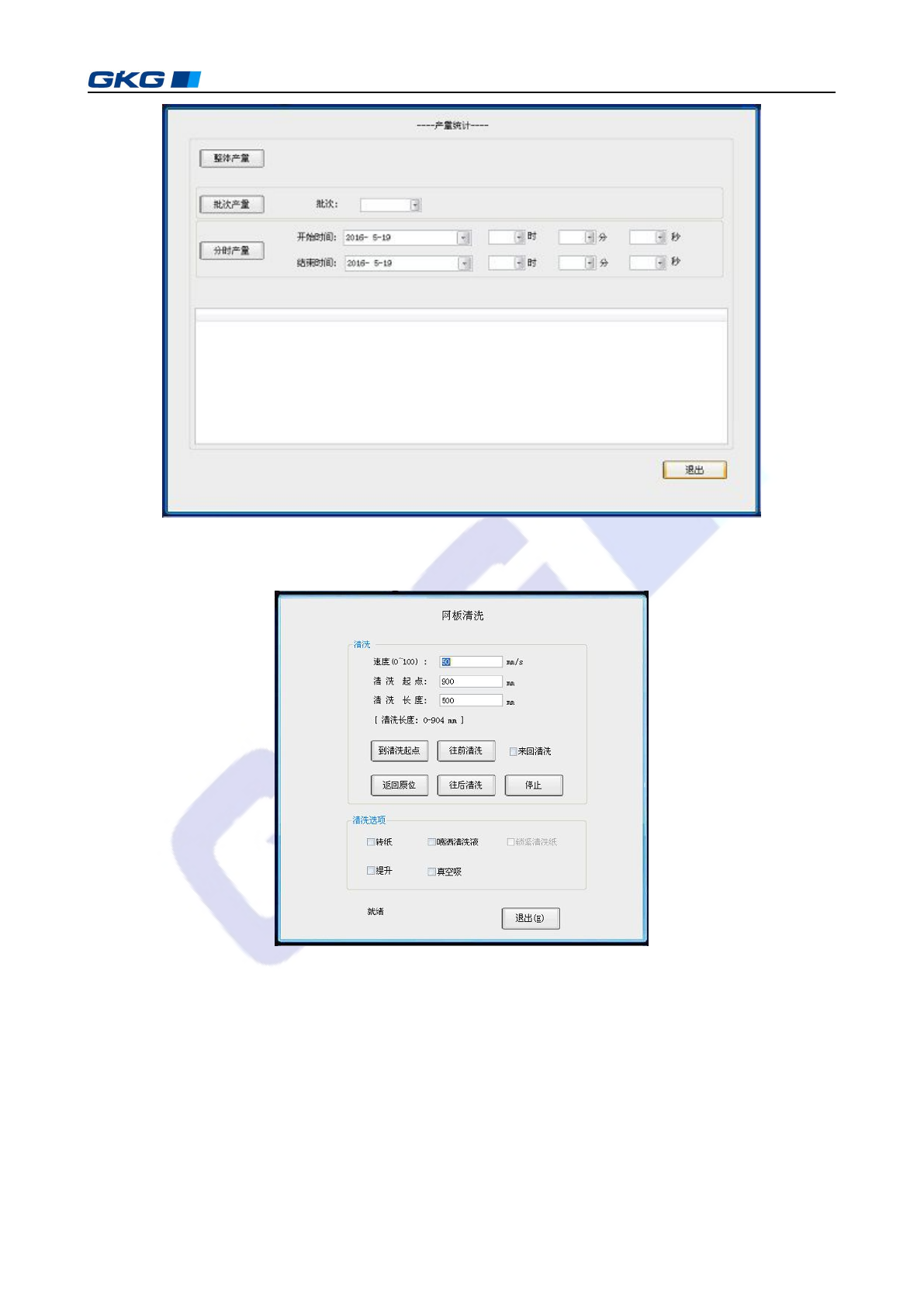
单击“自动清洗”按钮,弹出[网板清洗]对话框,如图 4-46 所示。
在生产过程中,单击画面上的“停止”按钮,界面会显示“是否需要退出生产”等提
示,按照向导完成停止生产操作。
在生产过程中,公共资源栏将实时显示清洗纸、清洗液、气压、温湿度值。
单击“刮刀后退”、“刮刀前进”按钮,可以向前向后移动印刷轴,方便用户使用。
凯格精密机械有限公司
48
图 4-45〈产量统计〉对话框
图 4-46〈网板清洗〉对话框
1、输入清洗速度、清洗起点、清洗长度等参数后,根据需要单击“往前清洗”、“往后清
洗”或“来回清洗”确定清洗方向。根据需要单击“转纸”、“喷洒清洗液”、“提升”、
“真空吸”按钮,进行清洗。
2、 单击“退出”,停止清洗,回到主窗口画面。

49
凯格精密机械有限公司
49
在界面的右上角有个快捷按钮,单击 按钮,将弹出
[
机台维修记录
]
对话框,如图
4-47
所示。机台维护记录显示上一次的维修、保养、跟机、校正的时间,作业人员及联系方式。
作业人员可以在操作下拉列表选择自己的身份,填写姓名和联系方式,点击“更新记录”按
钮保存记录。点击退出,回到主界面。
图 4-47〈机台维修〉对话框
如果在[生产设置]界面上选中了“2D 检测”,待机器的运动状态为“2D 检测”时,在生
产界面会弹出[2D 检测结果]对话框,如图 4-48 所示。该功能用于检查印刷质量。在印刷完
毕后,机器进行 2D 检测,并在界面上显示是否通过检验。被绿色图框罩住的模板,表示检验
通过;被红色图框罩住的模板,表示印刷效果不理想;被蓝色图框罩住的模板,标记当前选
中的模板。
若印刷效果很好,但是 2D 检测结却不能通过,此时将鼠标移动到模板图片上,双击已刷
锡膏焊盘,获取焊盘的亮度并在锡膏亮度编辑框中显示,用户也可根据经验修改锡膏亮度。
另外,用户单独修改每个焊盘的评比标准,也可以 2D 模板为单位进行修改,或者更改当
前模板所有的 2D 模板。方法 1:在列表框中找到需要修改的焊盘,然后双击对应行中的标准
一栏,进行编辑修改。方法 2:修改检测比例编辑框,然后在列表框中找到需要修改的焊盘,
单击鼠标右键,会弹出一个菜单,包括三种操作方式“应用到当前焊盘”、“应用到当前模板”、
“应用到所有模版”。按照其中一种方法修改完成后,必须单击“设置”按钮就行数据的保存。