G9《使用说明书》.pdf - 第32页
凯格精密机械有限公司 32 对话框,如图 4 -17 所示: 图 4 -17 〈摆放顶针〉对话框 做程 序 : 增 加 、 修 改 、删 除 、 保 存 模 板 按 钮可 使 用 。 制 作 过 程 , 先将 顶 针 摆 放 好 , 单击 “增加” 按钮, 调节好 LED 灯方便实时查看图像, 然后移动 CCD , 使其中心位 置刚 好 照 到 顶 针 的 中 心, 再 单 击 “ 保 存 模 板” 按 钮 , 软 件 就 将 数 据数…
31
凯格精密机械有限公司
31
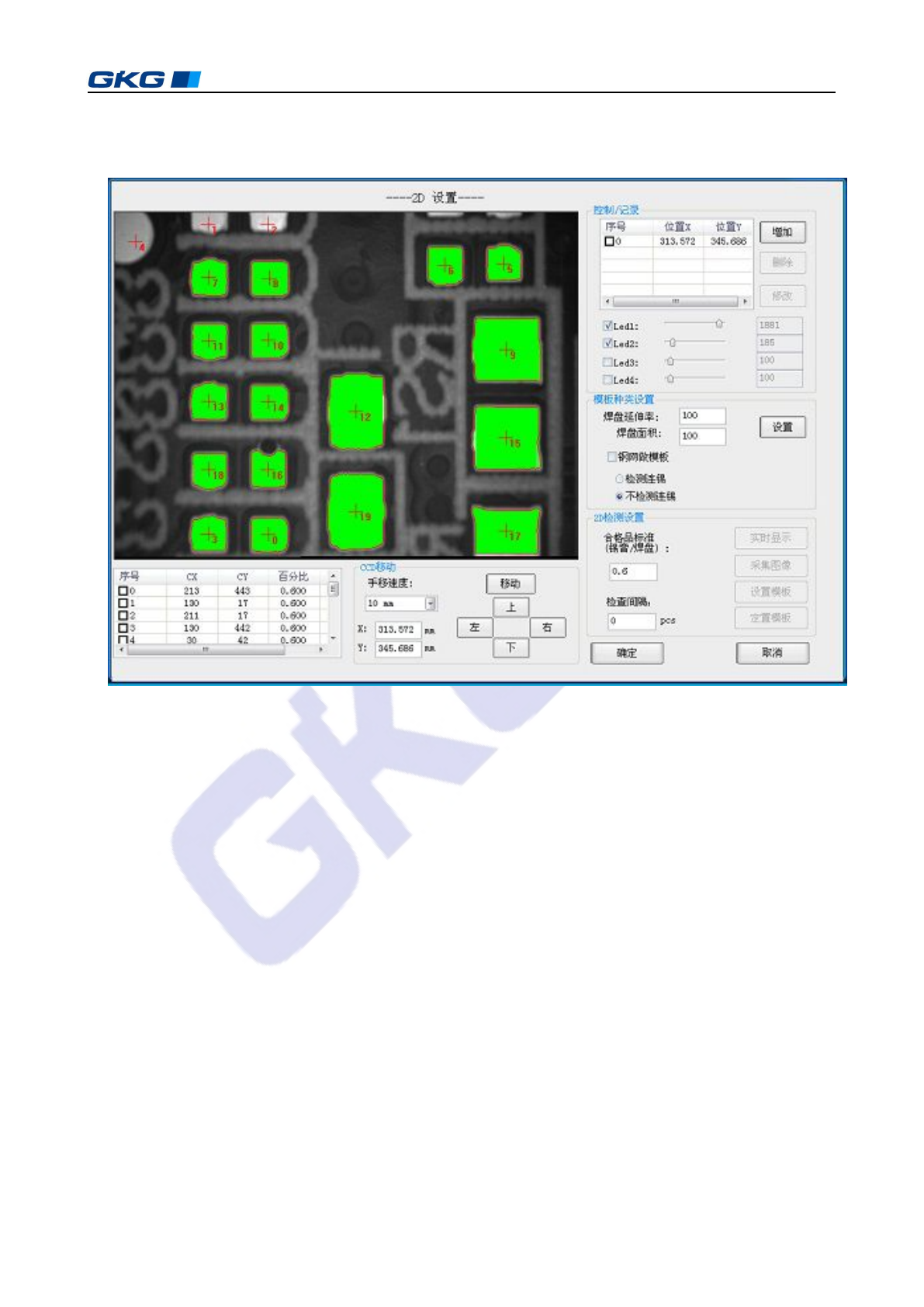
7) 利用鼠标左键和鼠标滑动键即随意设定模板范围。
8
) 单击“定制模板”按钮,开始定制模板,如图
4-16
所示:
图 4-16
9
) 若不需要检测某些焊盘,可在左下角的列表框中选中该焊盘的序号,然后单击鼠
标右键进行删除,也可双击要删除的焊盘。
10)需要多组数据,则再单击“增加”按钮,本软件最多支持一百组数据。
11
)可删除或修改已做的
2D
模板。
12)在检查间隔栏中输入间隔的 PCB 数量,生产过程中就不会逐一进行 2D 检查,而
是根据设定的间隔数进行检查。
13
)模板种类的设置:模式
1
(普通模板)正常的进行检测连锡
;
模式
2
(有杂质干扰
不检测连锡)不进行连锡检测。
14)视野移动里的 4 个按钮,分别向对应的方向移动一个视野范围。
15
)单击“确定”,模板定制完成,返回
[
数据录入第
2
页
]
对话框;单击“取消”,则
模板定制取消。
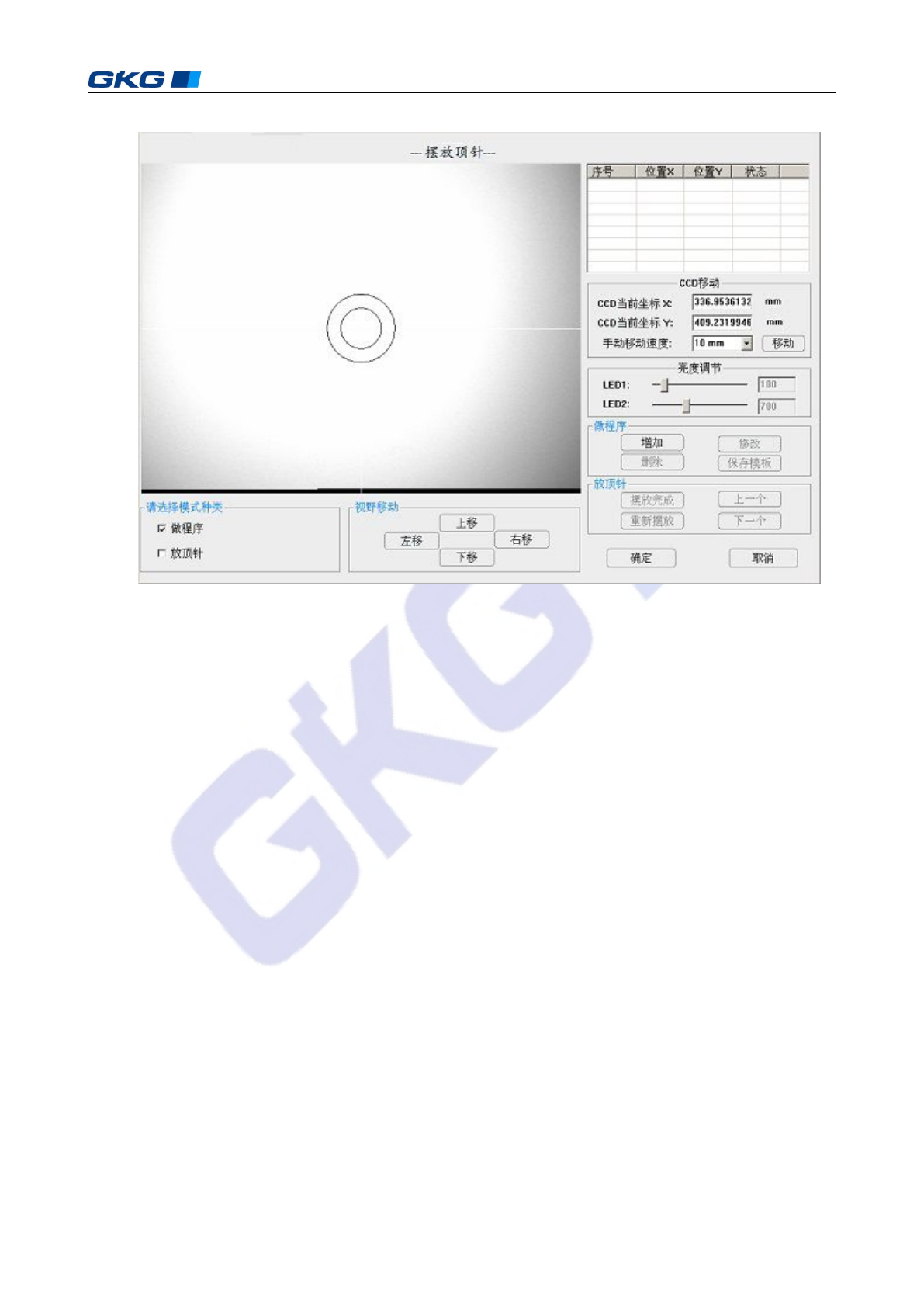
17. 定位顶针
单击[数据录入第 2 页]对话框中的“定位顶针”按钮,显示“摆放顶针”
凯格精密机械有限公司
32
对话框,如图 4-17 所示:
图 4-17〈摆放顶针〉对话框
做程序:增加、修改、删除、保存模板按钮可使用。制作过程,先将顶针摆放好,
单击“增加”按钮,调节好 LED 灯方便实时查看图像,然后移动 CCD,使其中心位
置刚好照到顶针的中心,再单击“保存模板”按钮,软件就将数据数据进行保存,
在界面右上角的列表框中可以看得具体的位置。这样增加数据就完成了。如果需
要修改或者删除数据,就要在右上角的列表框中选择对应的点,然后单击“修改”
按钮进行修改,或者单击“删除”按钮进行删除。
放顶针:摆放完成,上一个,下一个,重新摆放按钮可以使用。在有数据的情况
下,单击“下一个”或者“上一个”按钮,进行顶针的摆放。
18. 以上操作完成后,单击[数据录入第二页]对话框下方“确认”按钮,弹出 “是否要平
台回位或松板”提示框,如选择“否(
N
)”将直接进入生产,如选择“是(
Y
)”回到主
窗口画面,Z 轴回到原点位置,等待下一步操作。
4.3.2 应用
单击主画面工具栏
1
的“应用”图标,在主画面工具栏
2
出现
[
人工清洗
]
、
[
刮刀设置
]
、
[PCB
运输
]
、
[
标定
]
、
[SPC
曲线
]
、
[
锡膏搅拌
]
图标,如图
4-20
所示。
33
凯格精密机械有限公司
33
图 4-20 〈应用〉工具栏
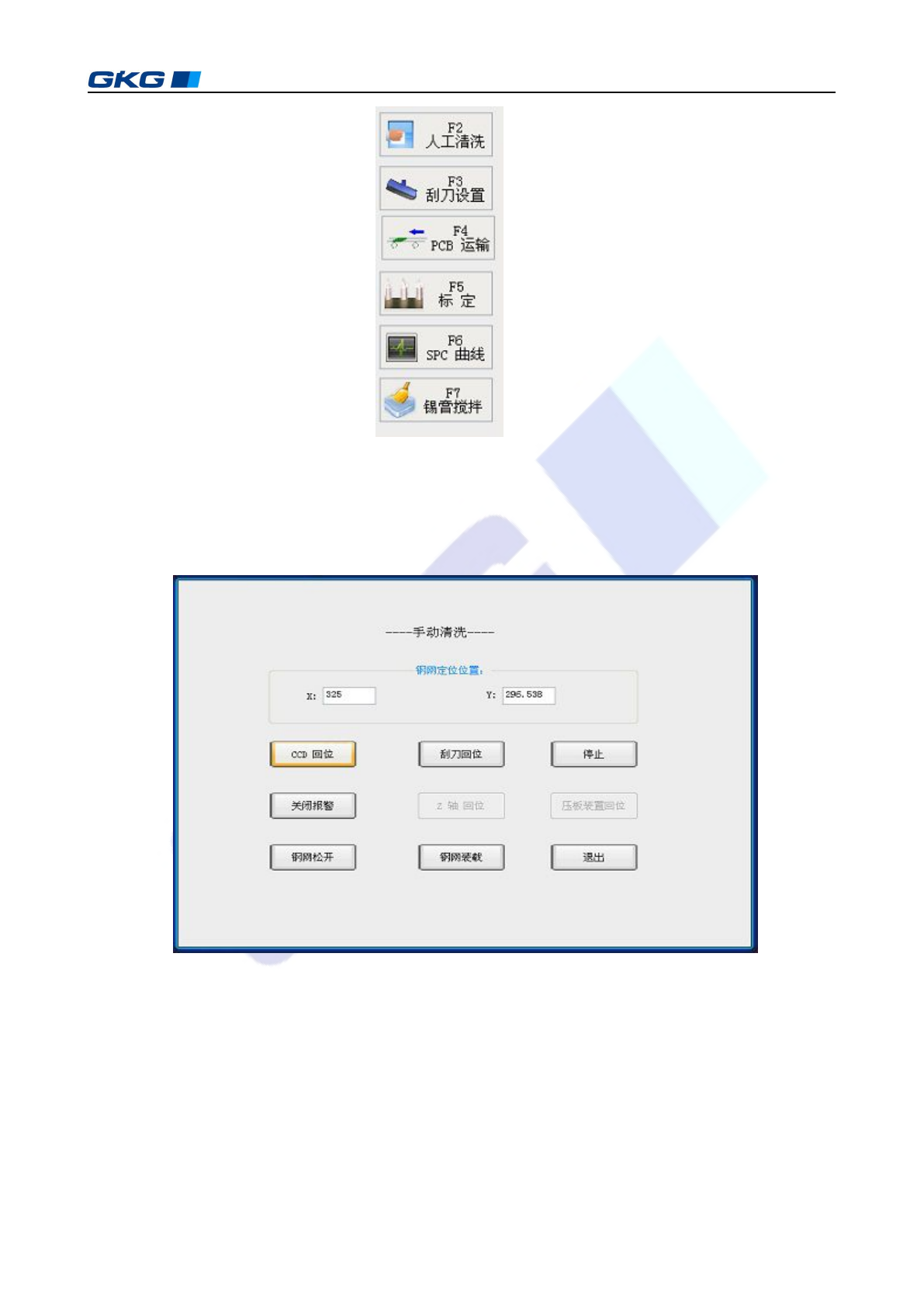
4.3.2.1
人工清洗
单击主画面工具栏
2
中“人工清洗”图标,弹出
[
人工清洗
]
对话框,。如图
4-21
所示:
图 4-21 〈人工清洗〉工具栏
在弹出[人工清洗]对话框的同时,蜂鸣器响,需要单击“关闭报警”按钮,将蜂鸣器关
闭。在此对话框上可以查看钢网的定位位置 ,也可以进行钢网的装卸。
人工清洗的方法:在[手动清洗]对话框中单击“CCD 回位”,使 CCD 回到原点位置,将
机器前罩门打开。此时可将手伸到网板下进行人工手动清洗网板。
4.3.2.2 刮刀设置
单击主画面工具栏
2
上“刮刀设置”图标按钮,弹出
[
印刷
]
对话框,如图
4-22
所示:
刮刀设置栏:主要设置刮刀行程、刮刀的标定、刮刀接触钢网行程等。