00195771-0102_UM_D3_SR605_SV.pdf - 第331页
Skötselinstruktion SIPLACE D3 6 Stationstillägg Från programversion SR.605.xx Utgåva 07/2008 SE 6.14 Komponentsensor för C&P12-huvudet 331 6.14.1 Beskrivning av komponentsensorn Komponent sensor monteras på undersida…
6 Stationstillägg Skötselinstruktion SIPLACE D3
6.14 Komponentsensor för C&P12-huvudet Från programversion SR.605.xx Utgåva 07/2008 SE
330
6.14 Komponentsensor för C&P12-huvudet
Artikelnr 00118021-xx Komponentsensor för 12-segments-C&P-huvudet
6
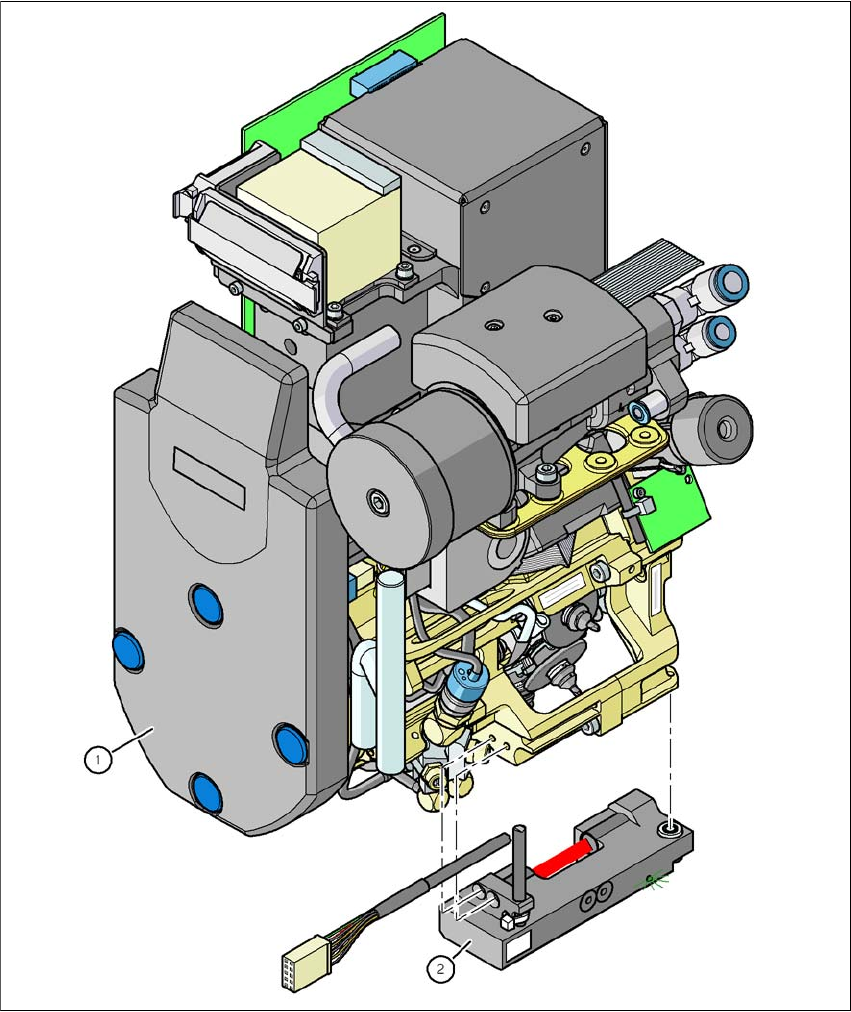
Bild 6.14 - 1 12-segments-Collect&Place-huvud med komponentsensor
(1) 12-segments-Collect&Place-huvud
(2) Komponentsensor
Skötselinstruktion SIPLACE D3 6 Stationstillägg
Från programversion SR.605.xx Utgåva 07/2008 SE 6.14 Komponentsensor för C&P12-huvudet
331
6.14.1 Beskrivning av komponentsensorn
Komponentsensor monteras på undersidan av 12-segments-Collect&Place-huvudet (se bild
6.14 - 1
, sida 330). Den skannar konturen av en komponent och kontrollerar om en komponent
finns i munstycket. Dessutom bestäms höjden av komponenten. Ur dessa data kan man få reda
på om komponenten ligger i normalläge, eller har fastnat på högkant i munstycket. Kontrollen av
höjden är möjlig för komponenter med höjden 0,1 mm till 4 mm. Vid större komponenter kontrol-
leras bara närvaron av komponenter i munstycket.
Komponentsensorn konfigureras i SIPLACE Pro-datorn i kapslingsform-Editor.
Alla munstycken, även specialmunstycken, kan skannas med komponentskannern.
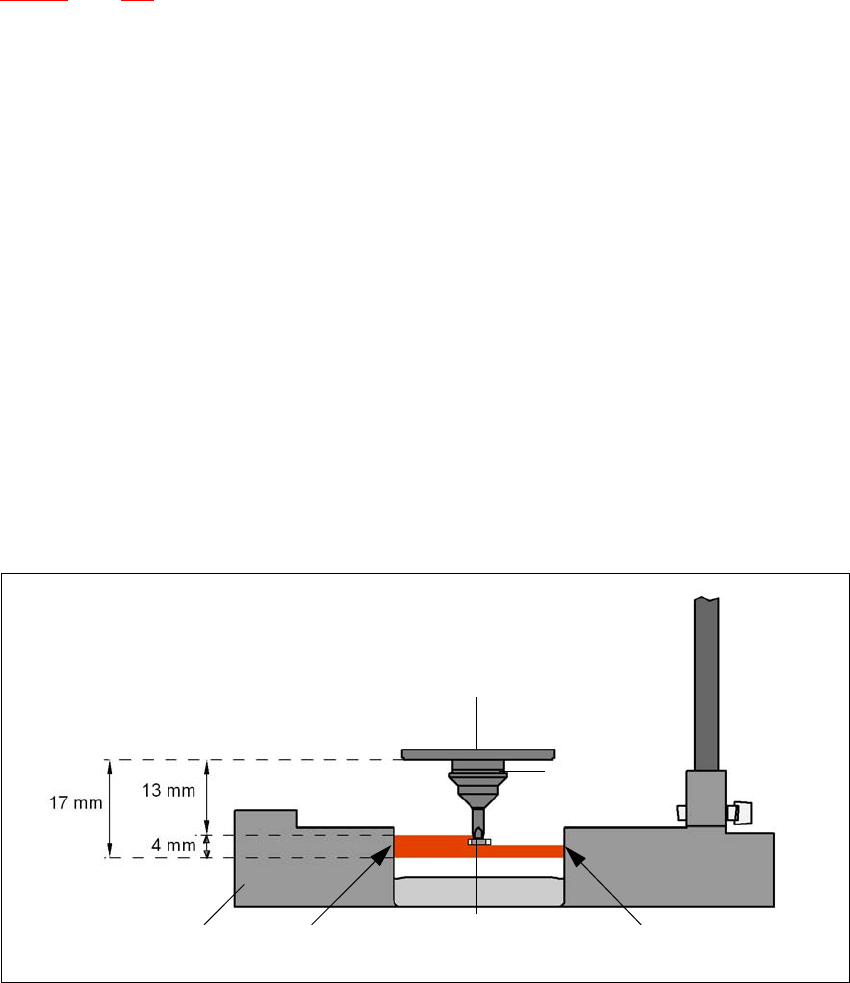
6.14.2 Funktionsprincip
För att få en giltig mätning, måste följande två villkor vara uppfyllda:
– Det tomma munstyckets spets måste träffa ljusstrålen under kalibreringen.
– Munstyckets spets och komponenten måste befinna sig innanför ljusstrålen.
– Minsta längd för munstyckets: 13 mm.
– Munstyckets längd + komponenthöjd + tolerans < 17 mm
Är mätkraven uppfyllda kan antingen närvaro eller frånvaro av en komponent bestämmas eller
komponenthöjden. Den minsta höjddifferensen är 100 μm.
6
Bild 6.14 - 2 Komponentsenor, funktionsprincip
Kurvskiva
Komponent
Munstycke
IR-LED FototransistorKomponentsensor i tvärsnitt
6 Stationstillägg Skötselinstruktion SIPLACE D3
6.14 Komponentsensor för C&P12-huvudet Från programversion SR.605.xx Utgåva 07/2008 SE
332
6.14.3 Användning av komponentsensorn
ANM 6
Vid placering av 0201-komponenter med munstycke 906 är komponentsensorn absolut nödvän-
dig eftersom ingen vakuummätning kan göras. 6
Även vid placering av andra små komponenter som 0402 eller 0603 kan användning av kompo-
nentsensorn förbättra dpm-värdet. Kontroller även vid valet av komponentsensor i formlistan, att
komponenten endast kan placeras i maskiner utrustade med komponentsensor.
Vill ni kontrollera komponenter med komponentsensorn, måste denna konfigureras i linjen. Där-
efter finns följande alternativ:
Ny uppsättning Uppsättningsoptimeringen tilldelar komponenterna automatiskt till
komponentsensorn, när denna är installerad.
Gammal uppsättning För komponenter som ska kontrolleras med komponentsensorn, får
ett nytt GF-nummer (GF=kapslingsform).
Central datalagring Är inte alla automater i en linje utrustade med komponentsensorn,
får alla komponenter, som ska kontrolleras av komponentsensorn,
sig ett nytt GF-nummer tilldelat.
ANM 6
– Komponentsensorn får bara påbyggas av en servicetekniker från SIPLACE
– Kalibrera om 12-segments-C&P-huvudet efter inbyggnad av komponentsensorn med SI-
TEST-programmet.