00195771-0102_UM_D3_SR605_SV.pdf - 第342页
6 Stationstillägg Skötselinstruktion SIPLACE D3 6.19 SIPLACE Productivity-Lift Från programversion SR.605.xx Utgåva 07/2008 SE 342 6.19.2 Genomförande av p arallellmontering Eftersom linjer med p arallellt upp ställda au…
Skötselinstruktion SIPLACE D3 6 Stationstillägg
Från programversion SR.605.xx Utgåva 07/2008 SE 6.19 SIPLACE Productivity-Lift
341
6.19 SIPLACE Productivity-Lift
6.19.1 Koncept för parallellmontering
I allmänhet är ytmonteringslinjerna uppställda i serie och seriellt förbundna med varandra.
Ytmonteringsprogrammet arbetar sekventiellt under det att kretskorten transporteras vidare till
nästa maskin. Detta betyder att placeringen på ett kretskort är fördelat på flera olika automater.
6
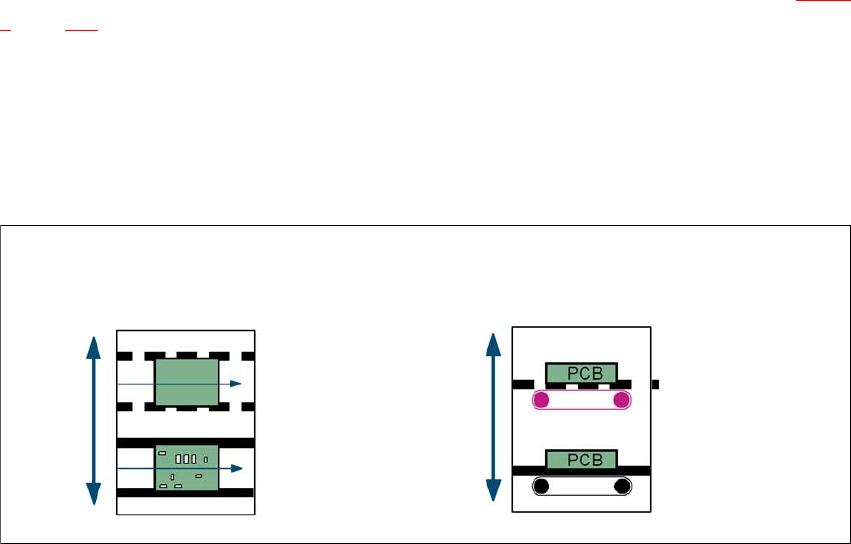
Bild 6.19 - 1 Seriella och parallella linjer i jämförelse
Vid parallell förbindelse är ytmonteringsinnehållet för de olika automaterna sammanfattade. Flera
automater kör samma ytmonteringsprogram. De placerar alla komponenter på en maskin som är
fördelad på flera automater i en seriell bearbetning. Om kapaciteten för en automat är helt belas-
tad, transporteras kretskorten till nästa automat och bearbetas. Denna kombination av maskiner
med samma ytmonteringsinnehåll kallas grupp eller cluster.
Seriell linje
Parallell linje
Transport i undre läge
Grupp (Cluster)
Horisontal-/
vertikalhiss
6 Stationstillägg Skötselinstruktion SIPLACE D3
6.19 SIPLACE Productivity-Lift Från programversion SR.605.xx Utgåva 07/2008 SE
342
6.19.2 Genomförande av parallellmontering
Eftersom linjer med parallellt uppställda automater behöver mycket mera utrymme har konceptet
för parallellmontering med transport i undre läge och horisontal-/vertikal-hiss (HV-Shuttle) utarbe-
tats. Automaterna är fortfarande i serie men med hjälp av hissarna och transport i undre läge möj-
liggörs en linje i parallelldrift. På detta sätt bibehålls i princip kompakttätheten i SIPLACE-linjerna.
Transport i undre läge
Två transportband transporterar tomma eller bearbetade kretskort under maskinen (se bild 6.19 -
1, sida 341). Därvid får komponenthöjden bara vara 17 mm.
Horisontal-/vertikal-hiss (Horizontal-/vertical-Shuttle)
En HV-Shuttle är monterad i början av en linje, mellan automaterna och vid slutet av en linje. Den
transporterar kretskorten mellan det undre läget och bearbetningsnivån och mellan de båda spå-
ren i det undre läget.
6
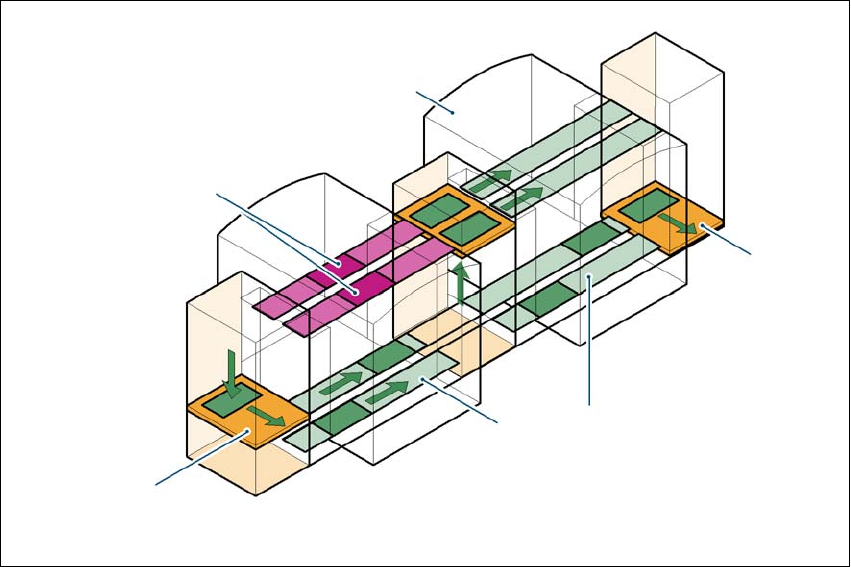
Bild 6.19 - 2 Horisontal-/vertikal-hiss (HV-Shuttle), transportspårväxel och hissfunktion
Horisontaltransport
HV-Shuttle
hissfunktion
Vertikaltransport
Obearbetat
Bearbetat
Normal
transportnivå
Undre
transportnivå
HV-Shuttle
transportspårväxel
Skötselinstruktion SIPLACE D3 6 Stationstillägg
Från programversion SR.605.xx Utgåva 07/2008 SE 6.19 SIPLACE Productivity-Lift
343
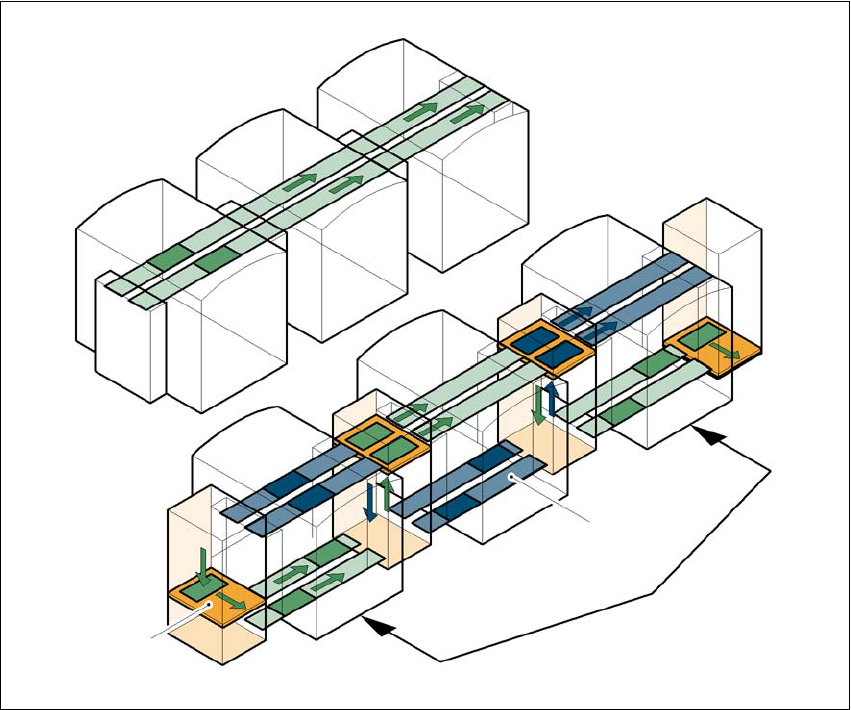
6.19.3 Fördelar med Productivity-Lift
Productivity-hissen ger ökat bearbetningsvärde för linjen och därmed ökad produktivitet.
6
Bild 6.19 - 3 Productivity-Lift, undvikande av stilleståndstider
6
I parallellt anslutna linjer kan en enstaka maskin stanna utan att hela linjen stannar. Dessutom
finns möjlighet till andra arbeten på en enstaka maskin när de övriga i linjen är i drift. Genom sam-
manlänkning kan ytmonteringsinnehållet i varje station höjas och transporttiderna minimeras.
Detta leder till en högre ytmonteringskapacitet per linje.
Detta gäller t. e. x för
– Undersökningar eller provkörning i processen
– Programmering av kretskortmärken, husformer eller testbearbetning
– Service eller reparationer
– Hanteringsfel, t. ex. icke ordentligt delning av banden eller felande komponenter.
Ytterligare en fördel: Linjen kan valfritt konfigureras om via mjukvara utan att maskiner ställs om.
Belagd transportsträcka för
bearbetade kretskort
Ytmonteringsautomat
Horisontal-/
och vertikalhiss
Transport
i undre läge
Spårväxel