SI-F209_Manual(J)JPG_rev1.pdf - 第102页
S 軸セットアップ HLF-20315-01 S 軸セット アップ SHEET 1/10 S 軸セットアップ ここでは S 軸のセットアップ手順について説明します。 ・ 作業は 2 人で行うと効率よく行えます。 操作側 :キー操作で軸を上下させる。 反操作側 :現在作業中の段数を確認する、高さ を測る、冶具の出し入れをする 。 2 人で作業を行う場合は、お互いに声をかけ合い安全を確認 しながら行ってください。 [必要な冶具] • S 軸…
V 軸セットアップ
HLF-20314-01
V 軸セットアップ
SHEET
10/10
6 V 軸 26~30、21~25、16~20、11~15、6~10、1~5 段目の高さ調整も手順 5 と同様の手順で行い
ます。
7 トレイ 2 側の V 軸セットアップを行います。
トレイ 1 側の[V 軸の原点設定]と、[トレイユニット各段の V 軸高さ設定]と同様の手順で、トレイ 2 側の V 軸セットアッ
プを行ってください。
8 トレイ 1、トレイ 2 の V 軸セットアップ終了後、装置を再起動させます。
・ V 軸の各トレイの高さを装置に記憶させるために、装着運転前には必ず装置を再起動させてください。
・ トレイ扉のドグと、ハンディーコンソールは、次項「S 軸セットアップ」でも使用するため、そのまま取り付けて
おきます。
S 軸セットアップ
HLF-20315-01
S 軸セットアップ
SHEET
1/10
S 軸セットアップ
ここでは S 軸のセットアップ手順について説明します。
・ 作業は 2 人で行うと効率よく行えます。
操作側 :キー操作で軸を上下させる。
反操作側 :現在作業中の段数を確認する、高さを測る、冶具の出し入れをする。
2 人で作業を行う場合は、お互いに声をかけ合い安全を確認しながら行ってください。
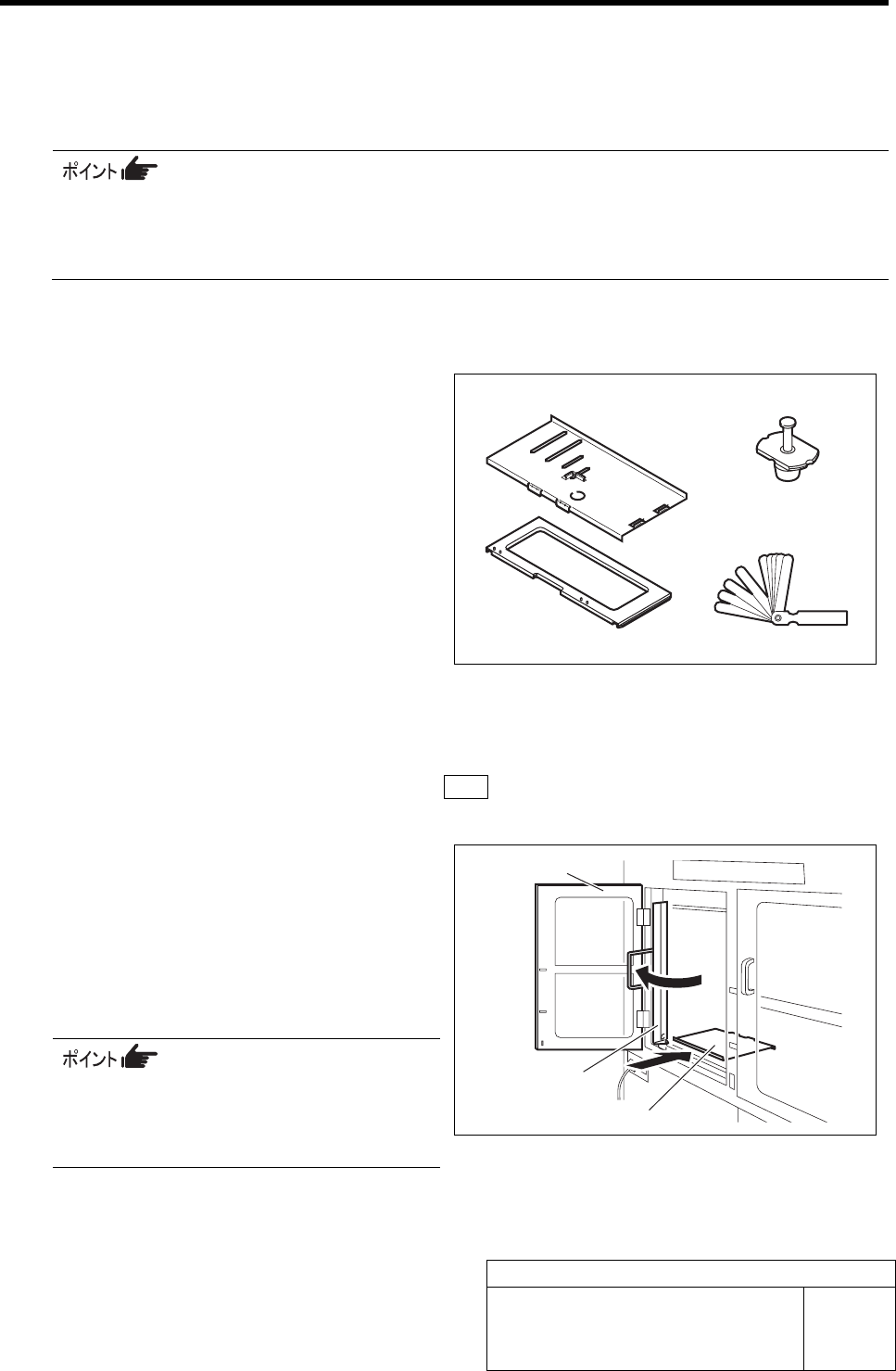
[必要な冶具]
• S 軸冶具パレット
• トレイ吸着原点冶具
• 冶具ノズル 3
• シックネスゲージ(t=0.02 mm)
[S 軸可動部の位置調整]
1 装置の原点復帰を行います。
1. HI 画面を表示させた状態で、操作パネルの ORG ボタンを押します。
装置が原点復帰します。
2 V 軸右側ラック(TRAY1)の 40 段目に S 軸冶具
パレットをセットします。
1. パレット押さえを開きます。
2. S 軸冶具パレットをトレイ 1 の 40 段目にセッ
トします。
3. パレット押さえを閉めます。
トレイ扉のドグとハンディーコンソールが取り付け
られていない場合は、前項「V 軸セットアップ」手
順 1~2 にしたがって、S 軸冶具パレットを取り付
けてください。
S 軸冶具パレット
トレイ吸着原点冶具 シックネスゲージ
冶具ノズル 3
トレイ 1 扉
パレット押さえ
S 軸冶具パレット
S 軸セットアップ
HLF-20315-01
S 軸セットアップ
SHEET
2/10
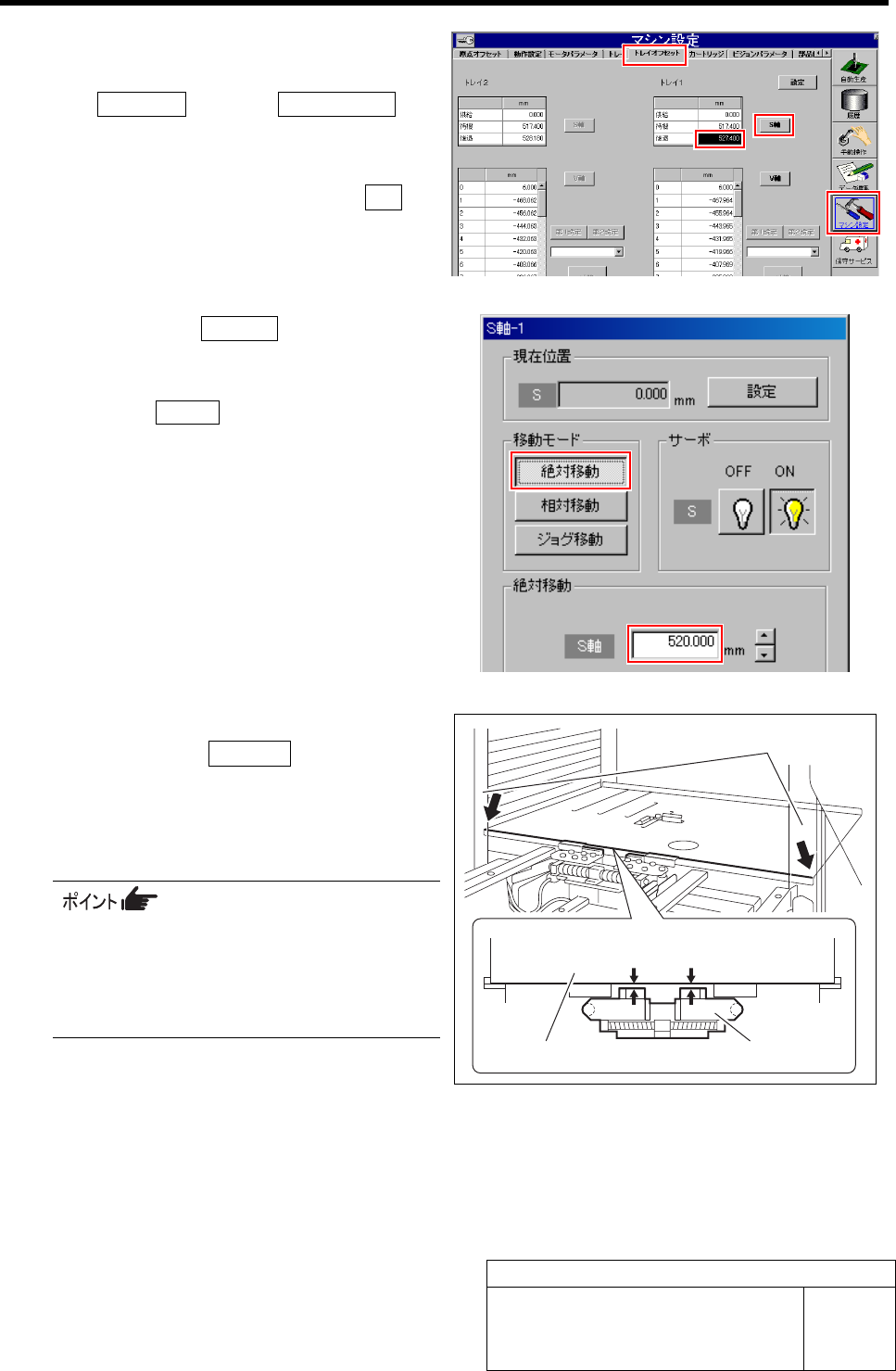
3 トレイ 1 側の S 軸を絶対移動で「520 mm」の位
置まで後退させます。
1. マシン設定 メニューÎトレイオフセット タ
ブの順にクリックします。
トレイオフセット画面が表示されます。
2. トレイ 1 の後退の数値欄を選択し、S 軸 ボ
タンをクリックします。
S 軸-1 の操作画面が表示されます。
3. 移動モードの絶対移動 ボタンをクリックし
ます。
4. 絶対移動欄に“520 mm”と入力し、操作パ
ネルの START ボタンを押します。
S 軸が 520 mm の位置まで後退します。
4 S 軸の後退位置を調整します。
1. S 軸-1 画面のジョグ移動 ボタンをクリックし
ます。
2. 上カーソルキーを押して、S 軸可動部を S
軸冶具パレット端面から 0.3 mm 手前の位
置までジョグ移動させます。
・ キーボードの Shift キーを押すと、ジョグ移動
の高速/低速を切り替えることができます。
・カーソルキー1 ショットの移動量
ジョグ高速:0.6 mm
ジョグ低速:0.06 mm
3. S 軸冶具パレットをシャッターに軽く押し当
てながら、S 軸可動部と S 軸冶具パレット端
面との隙間が 0.3 mm になっていることをシ
ックネスゲージで確認します。
シャッター
S 軸可動部 S 軸冶具パレット
隙間(0.3 mm)