SI-F209_Manual(J)JPG_rev1.pdf - 第70页
基板カメラキャリブレーション HLF-20310-01 基板カメラキャリブレーション SHEET 6/6 11 キャリブレーションの St e p 4 を開始します。 Ste p 4 では、 XY 軸のボールネジの送り量、およびリー ドピッチ誤差と真直度のズレを補正します。 1. Step4 の開 始 ボタンをクリックします。 基板カメラ照明の 照度レベル調整画面 が表示さ れます。 2. 基板カメラ照明の照度レベルが「 255 」にな…
基板カメラキャリブレーション
HLF-20310-01
基板カメラキャリブレーション
SHEET
5/6
2. 基板カメラ照明の照度レベルが「255」にな
っていることを確認し、操作パネルの
START ボタンを押します。
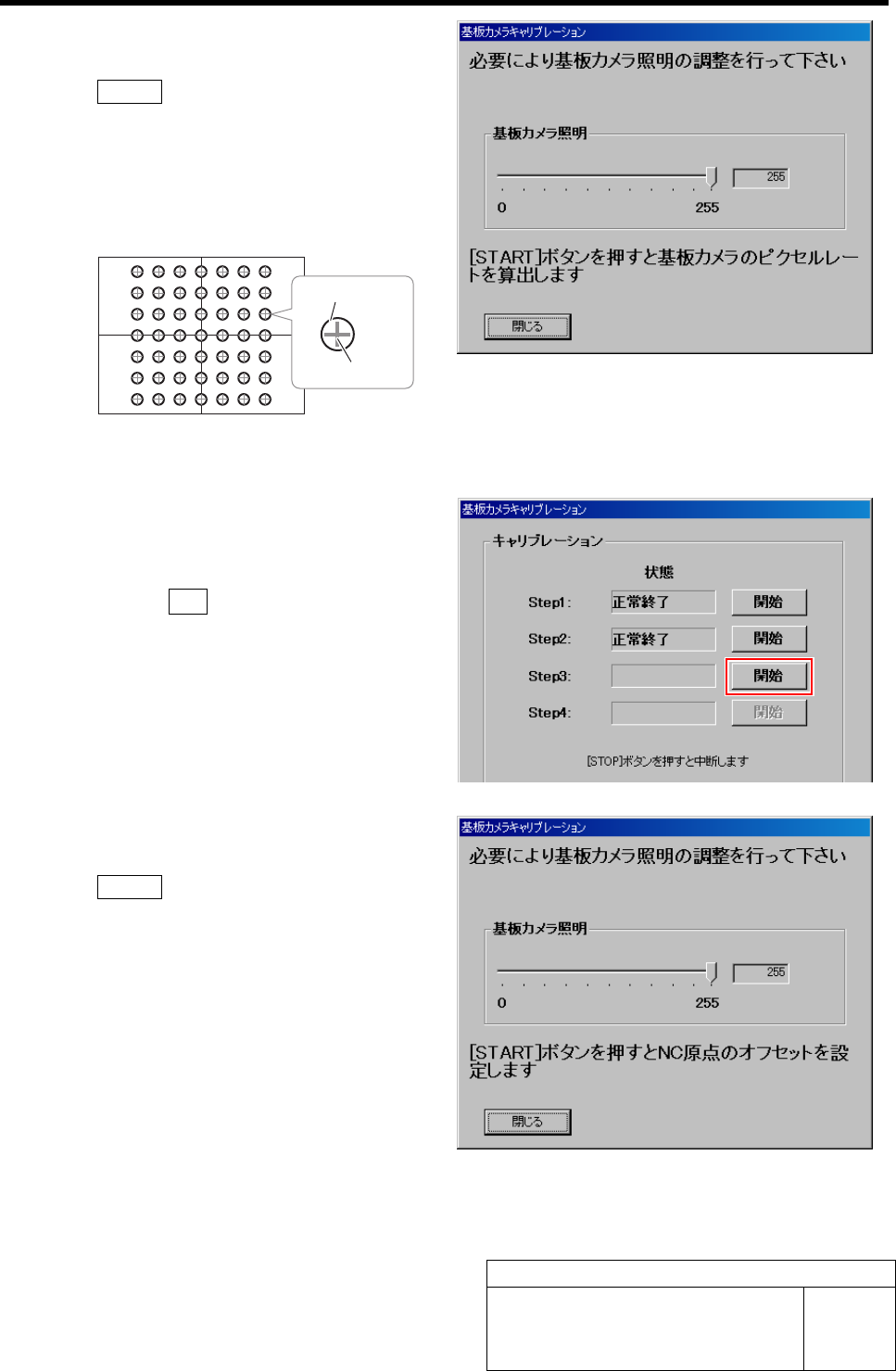
基板カメラがベースポイント冶具のピクセルレー
ト認識位置(49 個の穴)へ移動します。
PCBOARD DISPLAY に表示されている 49 個の
穴上に緑色のクロスマークが表示されていること
を確認します。
ピクセルレートが装置に記憶され、キャリブレー
ションの Step2 が終了します。
10 キャリブレーションの Step3 を開始します。
Step3 ではベースポイント冶具のクロスポイントを認識
させます。
1. Step3 の開始 ボタンをクリックします。
基板カメラがベースポイント冶具のクロスポイント
上へ移動し、基板カメラ照明の照度レベル調整
画面が表示されます。
2. 基板カメラ照明の照度レベルが「255」にな
っていることを確認し、操作パネルの
START ボタンを押します。
NC 原点のオフセットが設定され、キャリブレーシ
ョンの Step3 が終了します。
クロスマーク
穴
基板カメラキャリブレーション
HLF-20310-01
基板カメラキャリブレーション
SHEET
6/6
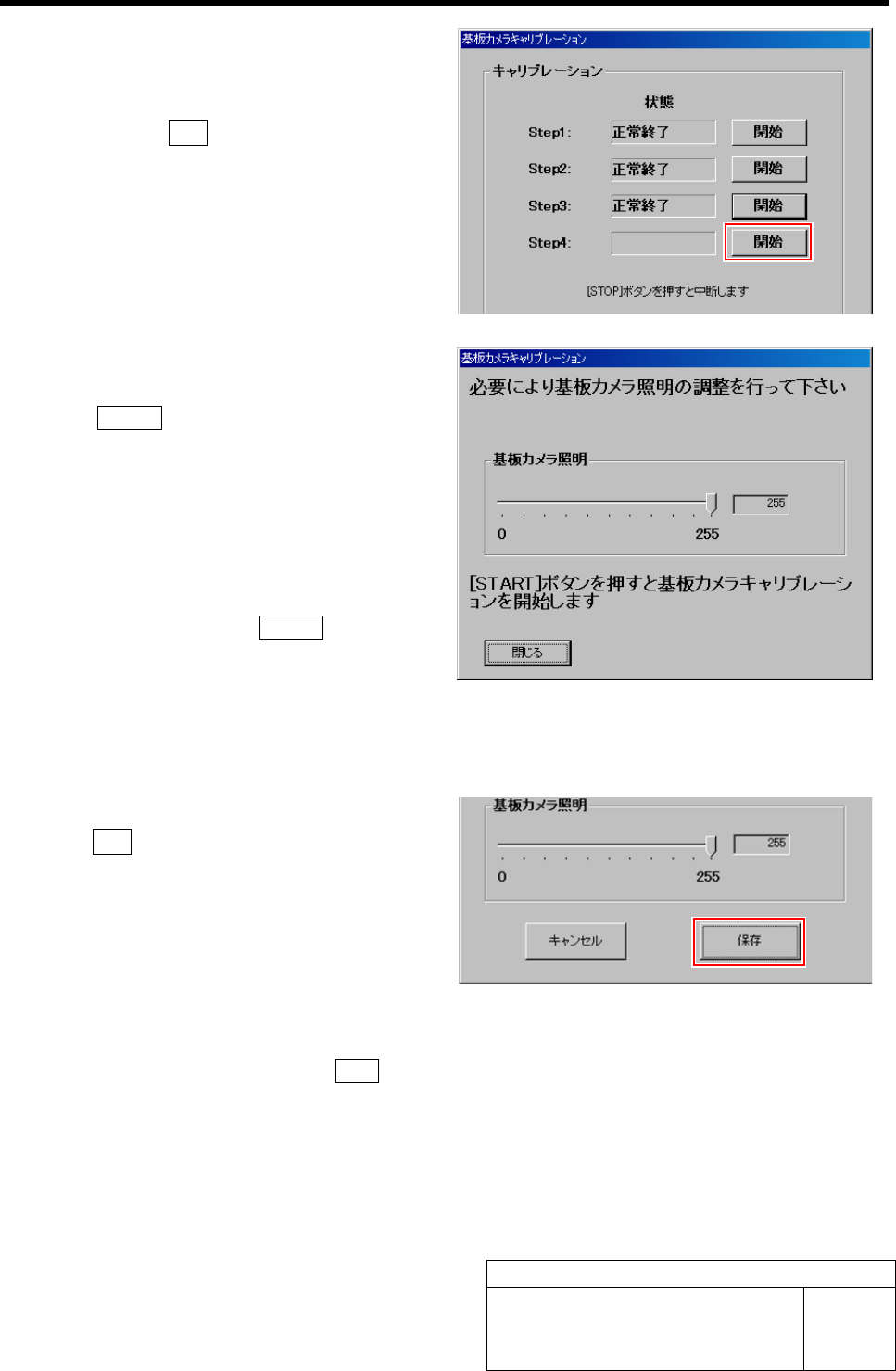
11 キャリブレーションの Step4 を開始します。
Step4 では、XY 軸のボールネジの送り量、およびリー
ドピッチ誤差と真直度のズレを補正します。
1. Step4 の開始 ボタンをクリックします。
基板カメラ照明の照度レベル調整画面が表示さ
れます。
2. 基板カメラ照明の照度レベルが「255」にな
っていることを確認し、操作パネルの
START ボタンを押します。
基板カメラキャリブレーションが開始されます。
基板カメラキャリブレーションは、ベースポイント
冶具の X 軸の穴を左から右へ順番に認識しま
す。
X 軸の認識終了後、Y 軸奥側に基板カメラが移
動し、キャリブレーションが一旦停止します。
3. 再度、操作パネルの START ボタンを押し
ます。
ベースポイント冶具の Y 軸の穴を奥側から手前
側に順番に認識します。
Step4 の状態欄に“正常終了”と表示されると、キ
ャリブレーションの Step4 は終了です。
12 Step1~4 のすべてが正常終了したことを確認
し、保存 ボタンをクリックします。
キャリブレーション結果が保存され、基板キャリブレー
ション画面が閉じます。
13 ベースポイント冶具を取り外します。
1. HI 画面に戻り、操作パネルの ORG ボタンを押します。
2. コンベア上のベースポイント冶具を取り外します。
3. クランプシリンダ、基準ピンマーク、基板押えを元通りに戻します。
部品カメラキャリブレーション
HLF-20311-01
部品カメラキャリブレーション
SHEET
1/8
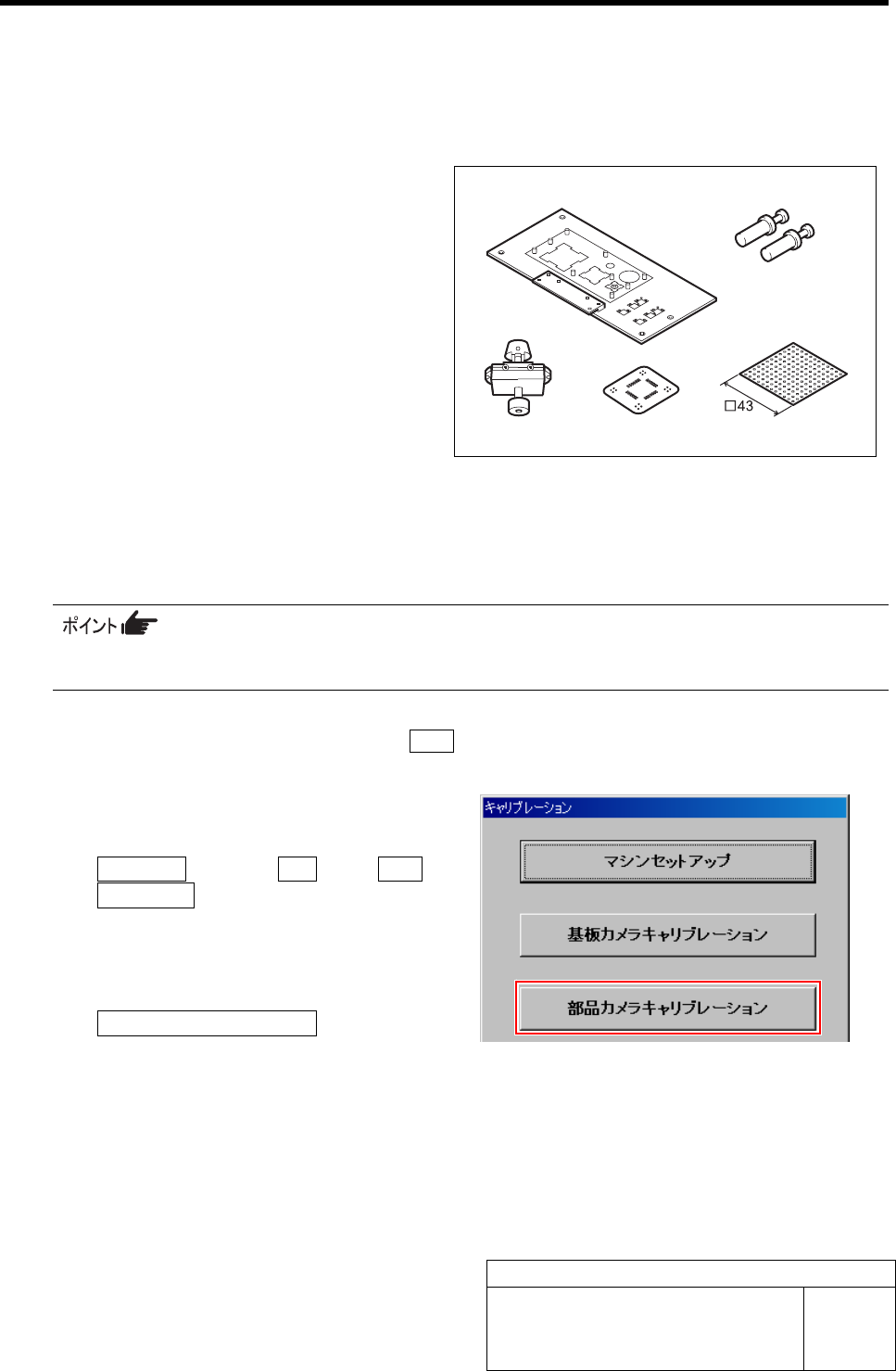
部品カメラキャリブレーション
[必要な冶具]
A キャリブレーションプレート冶具
B 冶具位置決めピン
C 冶具ノズル 5
D カメラキャリブレーションプレート(QFP 型)
E カメラキャリブレーションプレート(大)
[作業手順]
1 キャリブレーションプレート冶具を取り付けます。
キャイブレーションプレート冶具の取り付け方法については、HLF-20101「キャリブレーションプレートの取
り付け」をご覧ください。
2 HI 画面を表示させた状態で、操作パネルの ORG ボタンを押します。
装置が原点復帰します。
3 部品カメラキャリブレーション画面を表示させ
ます。
1. マシン設定 メニューÎ保守 タブÎキャリ
ブレーション ボタンの順にクリックします。
キャリブレーションメニュー画面が表示され
ます。
2. キャリブレーションメニュー画面の
部品カメラキャリブレーション ボタンをクリッ
クします。
部品カメラキャリブレーション画面が表示され
ます。
A B
C D E