SI-F209_Manual(J)JPG_rev1.pdf - 第154页
F 軸フィードローラ Y 方向位置調整 HLF-20406-01 F 軸フィードローラ Y 方向位置調整 SHEET 2/2 5 フィードローラを手で下げ、 2.5 mm レンチを差 し込んで固定します。 1. フィード部の従 属プーリーを 手で時計回り に回し、フィードローラを下げます。 2. フィードローラのブラケットに 2.5 mm レンチ を指し込み、フィードローラを下降位置で 保 持させます。 6 フィードローラブラケットとフ…
F 軸フィードローラ Y 方向位置調整
HLF-20406-01
F 軸フィードローラ Y 方向位置調整
SHEET
1/2
F 軸フィードローラ Y 方向位置調整
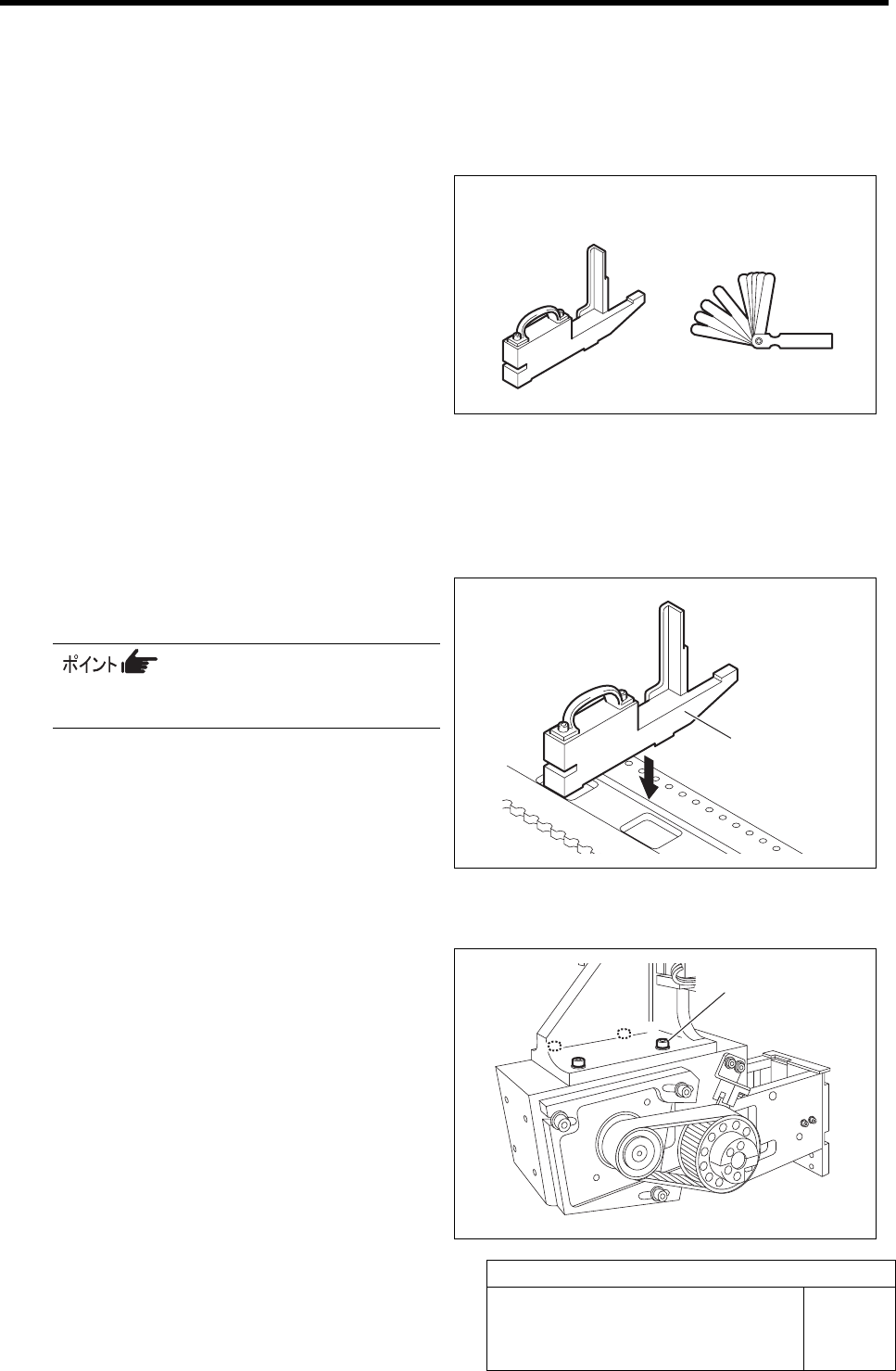
[必要な冶具]
• フィード調整冶具
• シックネスゲージ
[作業手順]
1 カセットテーブルの 20 番の位置より右側約 10
cm の位置に X 軸を移動させます。
2 フィード調整冶具をカセットテーブルの 20 番の
位置にセットします。
フィード調整冶具とカセットテーブルの間に隙間
がないこと。
3 X 軸を手で動かし、フィード部を調整冶具上ま
で移動させます。
4 フィード部を固定しているキャップスクリュー
(4-M4)を緩めます。
フィード調整冶具 シックネスゲージ
フィード調整冶具
キャップスクリュー
F 軸フィードローラ Y 方向位置調整
HLF-20406-01
F 軸フィードローラ Y 方向位置調整
SHEET
2/2
5 フィードローラを手で下げ、2.5 mm レンチを差
し込んで固定します。
1. フィード部の従属プーリーを手で時計回り
に回し、フィードローラを下げます。
2. フィードローラのブラケットに 2.5 mm レンチ
を指し込み、フィードローラを下降位置で保
持させます。
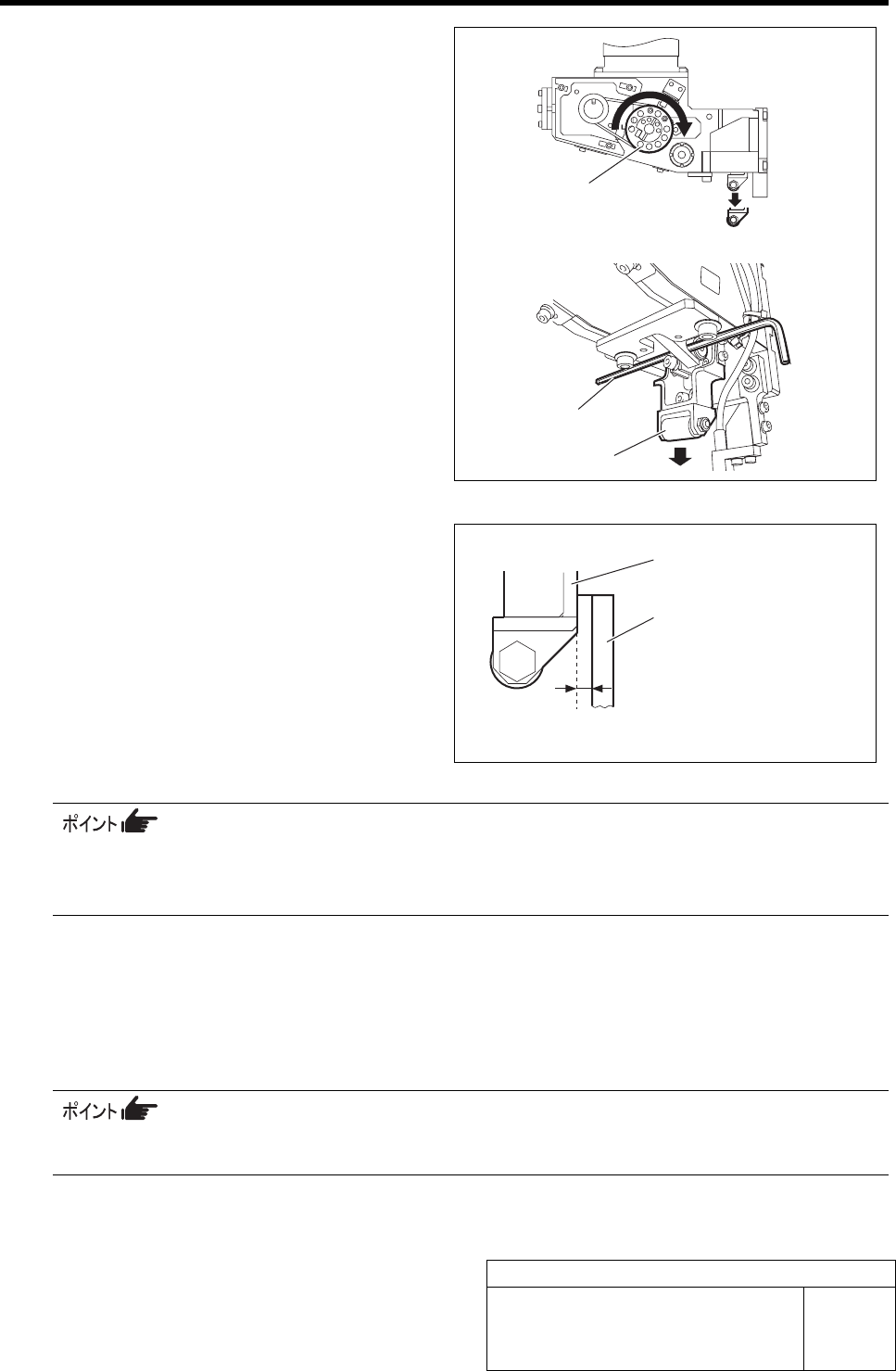
6 フィードローラブラケットとフィード調整冶具との
Y 方向の隙間が、0~0.1 mm になるように調整
します。
1. フィードローラブラケットとフィード調整冶具
との Y 方向の隙間が、0~0.1 mm になるよ
うにフィード部本体を動かして調整します。
2. シックネスゲージを使って、フィードローラブ
ラケットとフィード調整冶具との一番狭い隙
間が、0~0.1 mm の範囲になっていること
を確認します。
・ フィードローラブラケットがフィード調整冶具に当たっていないこと。
・ フィード調整冶具が浮いていないこと(t=0.01 mm のシックネスゲージがフィード調整冶具とカセットテー
ブルの間に入らないこと)。
7 隙間調整後、フィード部固定用のキャップスクリュー(4-M4)を増し締めし、フィード部を固定します。
8 フィードローラブラケットと、フィード調整冶具との隙間を再度確認します。
9 カセットテーブルの 1 番、40 番の位置についても、フィードローラブラケットとフィード調整冶具の隙間が、
0~0.1 mm であることを確認します。
カセットテーブルの 1 番、40 番の位置の隙間が、0~0.1 mm の範囲外の場合は、20 番の位置から再調整
してください。
フィードローラブラケット
フィード調整冶具
0~0.1 mm
従属プーリー
2.5 mm レンチ
フィードローラ
F 軸ローラ高さ調整
HLF-20407-01
F 軸ローラ高さ調整
SHEET
1/2
F 軸ローラ高さ調整
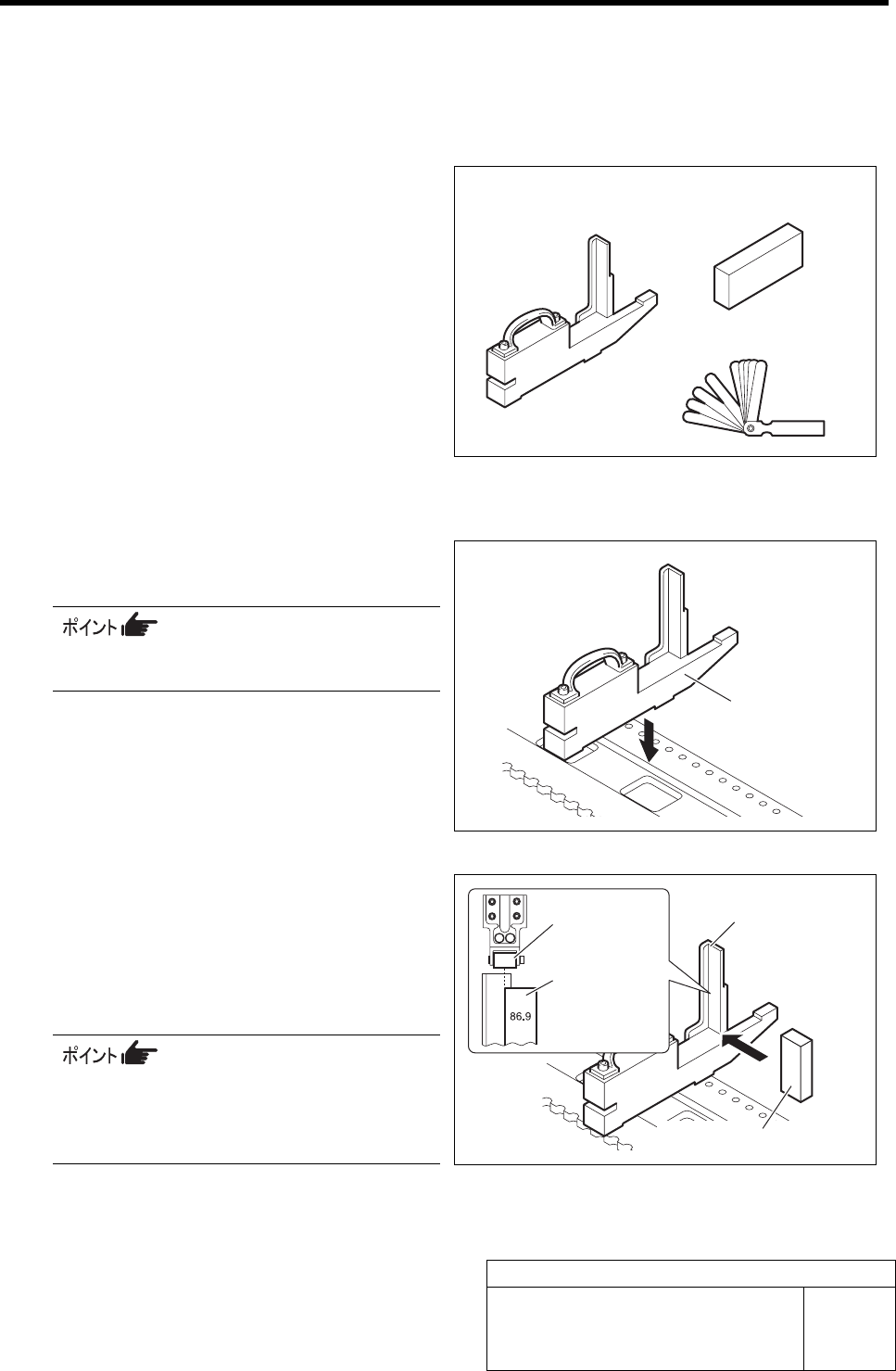
[必要な冶具]
• フィード調整冶具
• パーツフィード高さ冶具
• シックネスゲージ
[作業手順]
1 フィード調整冶具をカセットテーブルの 20 番の
位置にセットします。
フィード調整冶具とカセットテーブルの間に隙間
がないこと。
2 フィード調整冶具上に、パーツフィード高さ冶具
を乗せます。
3 フィードローラ中央にパーツフィード高さ冶具端
面が合うように、パーツフィード高さ冶具の位置
を合わせます。
カセットフィードレバーはローラの中央でフィード
されますが、ローラは右上がりの傾向があるた
め、冶具の端面とローラの中央で高さを合わせ
ます。
フィード調整冶具 パーツフィード高さ冶具
シックネスゲージ
フィード調整冶具
フィード調整冶具
パーツフィード高さ冶具
フィードローラ
パーツフィード
高さ冶具