XP243E 系统手册 SYS-XP243-4.0S.pdf - 第201页
SYS-XP243-4.0S 4. 机器生产程序 XP-242E/243E 系统手册 189 4. 机器生产程序 4.1 程序概要 在 XP 机器上可以进行生产程序的编辑、创建。程序中使用的坐标系同 数学中的直角坐标系 一样。 逆时针方向角为 +、 - 方向不能指定。 程序原点在 FUJI 基准化的贴装用机器上是从电 路板右下角向上 / 左 5mm 的位置。
3. 操作系统 SYS-XP243-4.0S
188 XP-242E/243E 系统手册
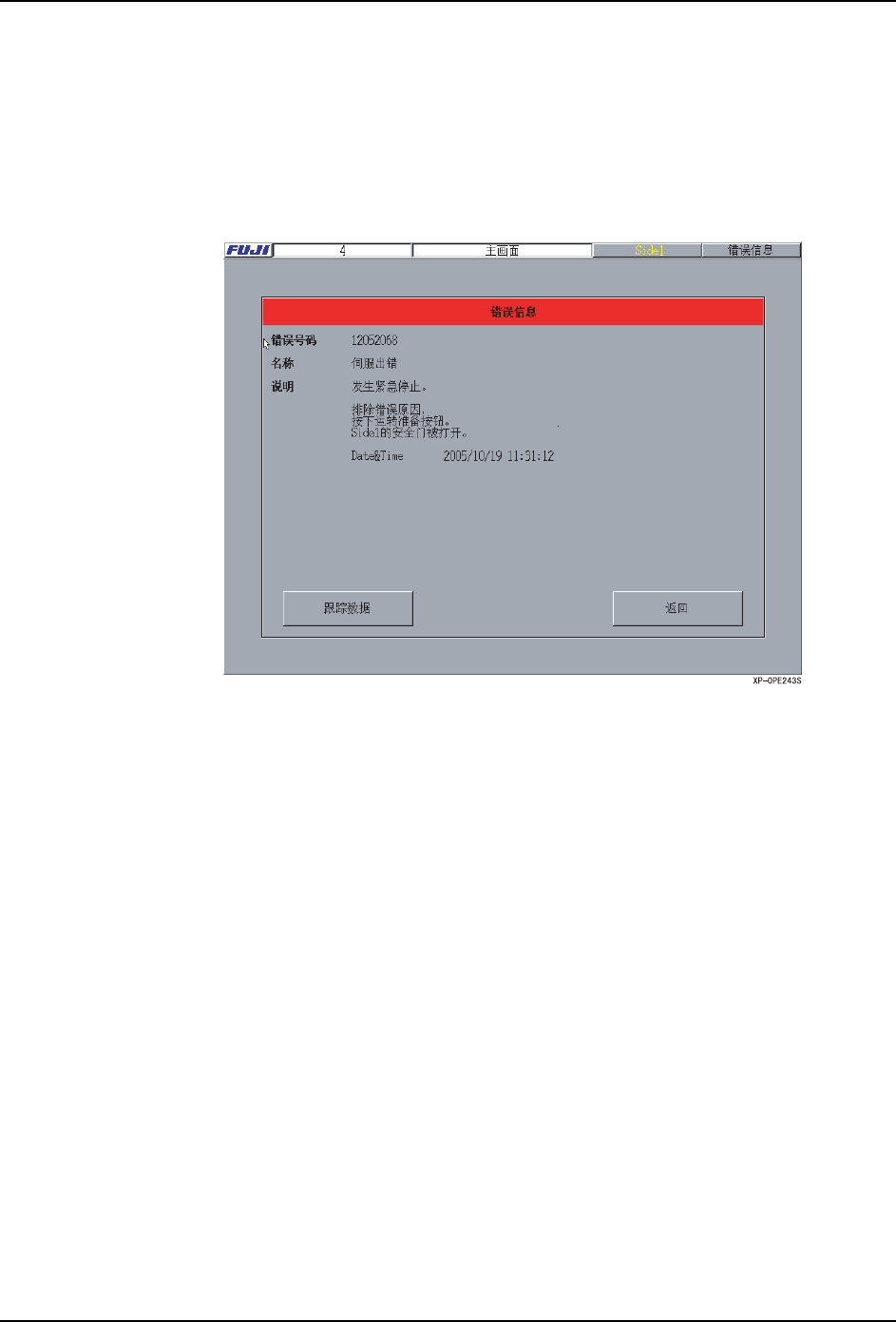
3.10.4 发生错误时的跟踪数据的取得
在生产或者操作中发生某种的错误时,显示出[错误信息]画面。请与错误编号、名称、说
明一起解决错误。
(前期模组的时候)
显示出原因不明的错误时,请选择画面内的 [跟踪数据]、将当前的数据保存到 HDD 中。
另外,利用 [维修保养 B]、[文件操作]后,可以将数据取入到 FD 中。
(后期模组的时候)
选择 [跟踪数据]后, 显示出指定保存处的画面。(USB 存储器 /USB-FD)
备注 )选择 USB-FD 时,需要选项的外接的 FD 驱动器。
SYS-XP243-4.0S 4. 机器生产程序
XP-242E/243E 系统手册 189
4. 机器生产程序
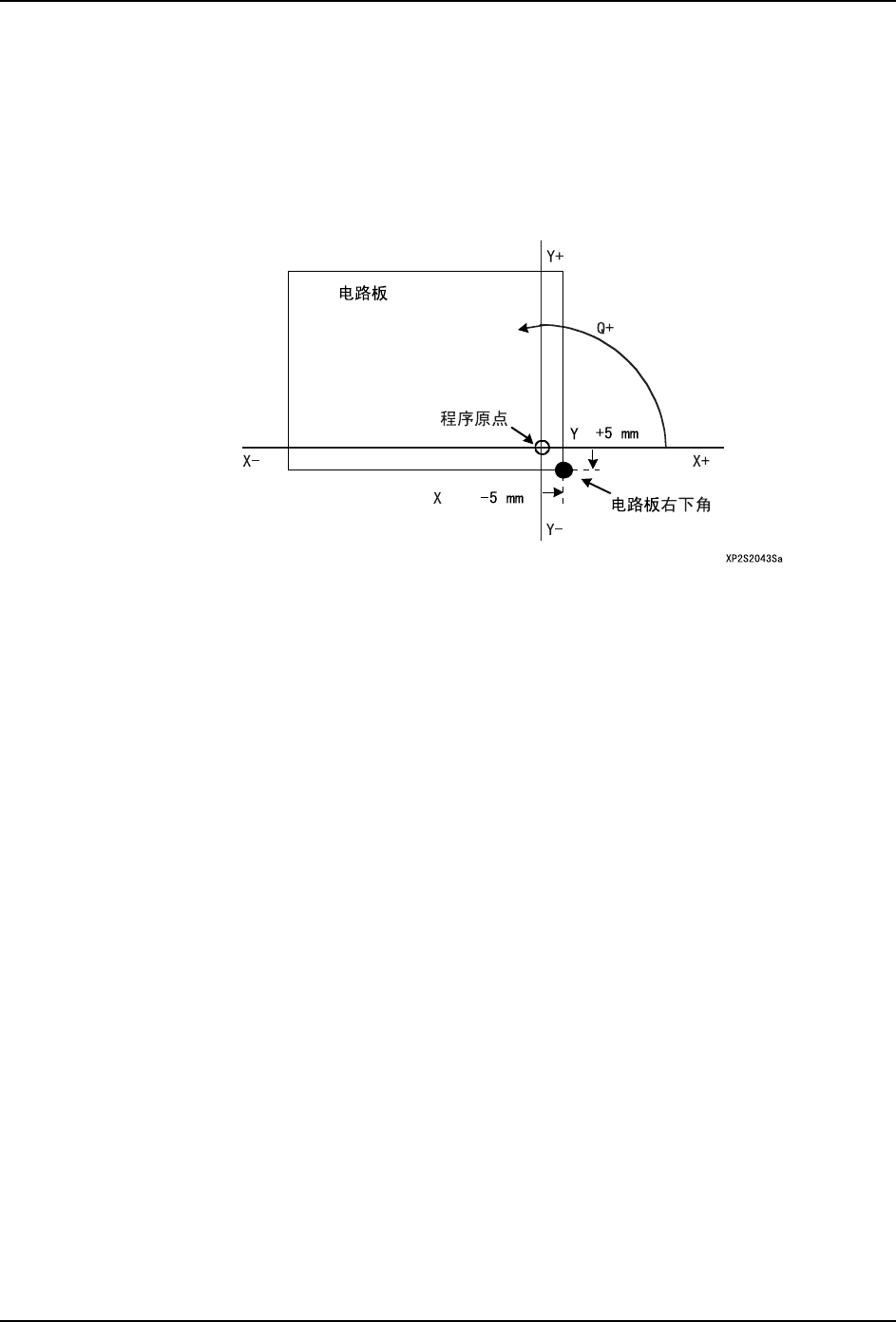
4.1 程序概要
在 XP 机器上可以进行生产程序的编辑、创建。程序中使用的坐标系同数学中的直角坐标系
一样。逆时针方向角为 +、- 方向不能指定。程序原点在 FUJI 基准化的贴装用机器上是从电
路板右下角向上 / 左 5mm 的位置。
4. 机器生产程序 SYS-XP243-4.0S
190 XP-242E/243E 系统手册
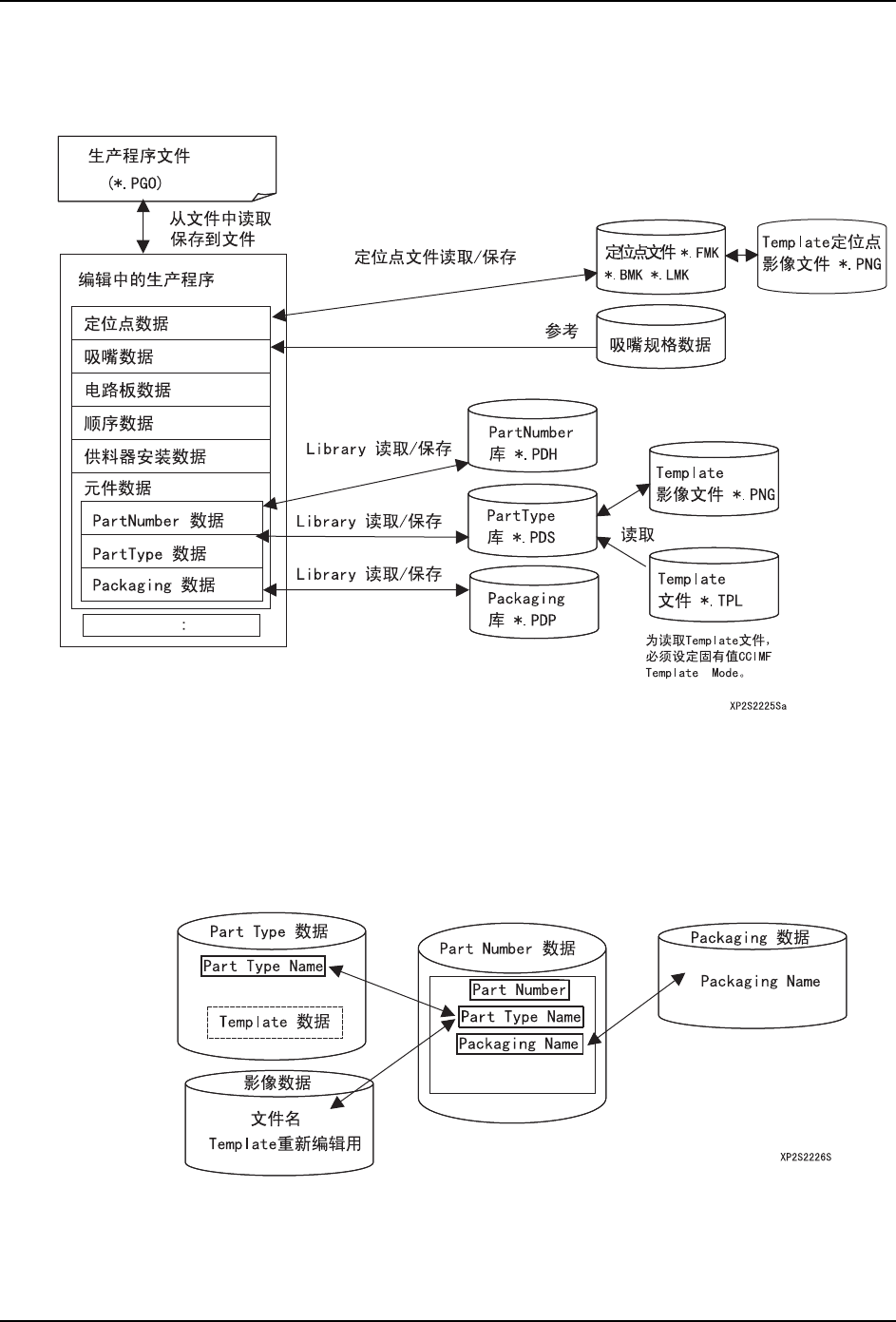
4.1.1 生产程序的数据结构
构成 XP 机器的生产程序的数据结构如下:
编辑完 PartNumber、PartType、Packaging 数据后即使保存在库中,对于保存在机器上的生
产程序,其内容也不会自动反映。要与数据库内的数据设定相一致修改生产程序中的数据
时,必须在各数据的编辑画面读入数据后保存到生产程序中。
元件数据的结构
XP 机器中使用的元件相关数据以如下结构进行管理。