IPC-2223-Design-Standard-for-Flex-and-Rigid-Flex-Circuits.pdf - 第14页
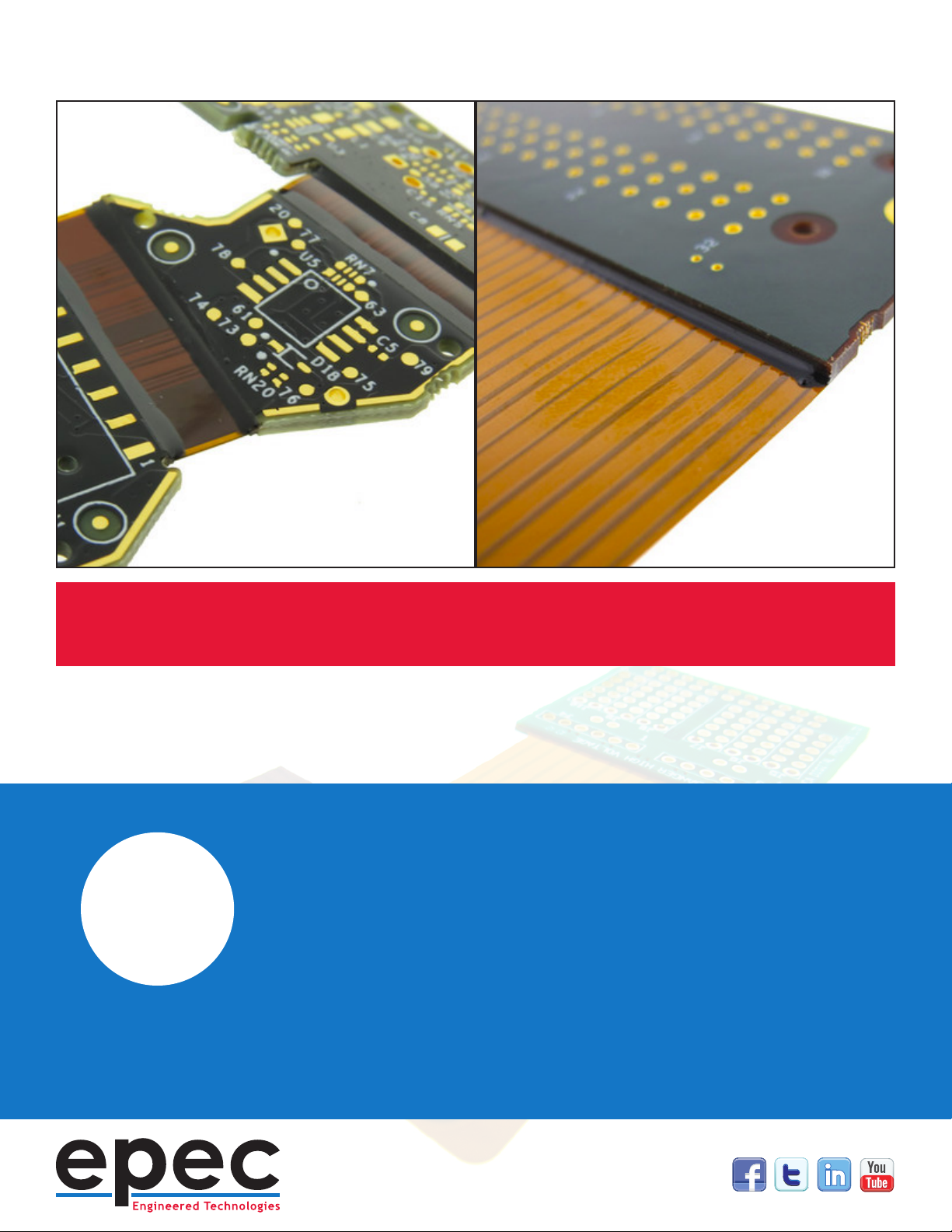
“ EPOXY STRAIN RELIEFS ARE AN OPTIONAL FEA TURE THA T MA Y BE REQUIRED T O ENSURE BEND RELIABILITY Epoxy strain r elief examples. Black bead of Eccobond 45/15 applied at rigid to flex tr ansitions.
Important Element
#6
Strain Relief Fillets
A strain relief llet is dened as a exible bead, typically epoxy based,
applied to the transition line from a rigid area to a ex area. This forces the
ex to bend gradually and prevents it from being bent tightly against the
rigid area which could damage the part.
IPC calls out for a minimum 0.010” height dierence between the rigid area
and the ex layers to allow enough space for the bead without it extending
above the surface level of the rigid area. Strain reliefs requirements are
dened in the fabrication drawing. A minimum and maximum horizontal
dimension need to be dened as is commonly 0.040” to 0.100” to allow
for manufacturing tolerances and the material ow properties. The most
commonly used material is Eccobond 45/15 mixed in the exible formula
ratio. Others can be used but will need to be applied after assembly if they
cannot withstand assembly reow temperatures.
Many designs do not require or cannot utilize strain reliefs. Designs
with very short ex lengths may result in the strain reliefs limiting the
bend capabilities. The added cost may not be justied for relaxed bend
applications. Reliefs should also be limited to the rigid to ex transitions
that require it and not applied globally.
“
EPOXY STRAIN RELIEFS ARE AN OPTIONAL
FEATURE THAT MAY BE REQUIRED TO ENSURE
BEND RELIABILITY
Epoxy strain relief examples. Black bead of Eccobond 45/15 applied at rigid to flex transitions.
Important Element
#7
Pre-bake Requirements
The pre-baking of ex circuits, immediately prior to assembly, is an industry
standard requirement that is called out in IPC 2223 section 5.3.5, IPC-
FA-251 section 3.2.1.1.2 and by material suppliers (i.e. DuPont Pyralux
Technical Manual section 5.23). This applies to all polyimide based ex and
rigid-ex designs. Polyimide is hydroscopic and will adsorb approximately
2% by weight in moisture at 20°C and 50% relative humidity. The moisture
must be removed otherwise it will lead to delamination of the ex area
coverlays and/or rigid areas. If multiple assembly cycles are required,
additional pre-bakes may be required depending upon time between
cycles.
Pre-bake is performed at 120°C for 2-10 hours depending upon the specic
design. Parts need to be congured in the pre-bake oven to allow air ow
around all sides.
Pre-baking parts at the manufacturing stage is not a viable or practical
option. Parts that are shipped vacuum packed with a desiccant will still
contain moisture and require a pre-bake. Pre-baking the parts in advance
of assembly and then storing the parts in a “dry box” is not an IPC or
material supplier recommended practice.