RHS2B_维修手册(I O表).pdf - 第139页
RHS2B 维修手册 6.13 调整 砧座的折弯冲程 DA4MCC – 83– BU0 – A0 6.13- 1 6.13 调整砧座的折弯冲程 章节管理编号: DA4MCC – 83 – 000 – A0 步骤 图 6.13-1: 砧座下部装置 图 6.13-2: 设定数 图 6.13-3: 调 整固定/活动刀片 6.12 Adjusting/Replacing Fixed and Movable Blades of Anvil 6.1…

RHS2B
维修手册
6.12 调整/更换砧座的固定和活动刀片
6.12 - 2 DA4MCC – 83 – 7B0 – A0
= 备忘录 =
RHS2B
维修手册
6.13 调整砧座的折弯冲程
DA4MCC – 83– BU0 – A0 6.13- 1
6.13 调整砧座的折弯冲程
章节管理编号:DA4MCC – 83 – 000 – A0
步骤
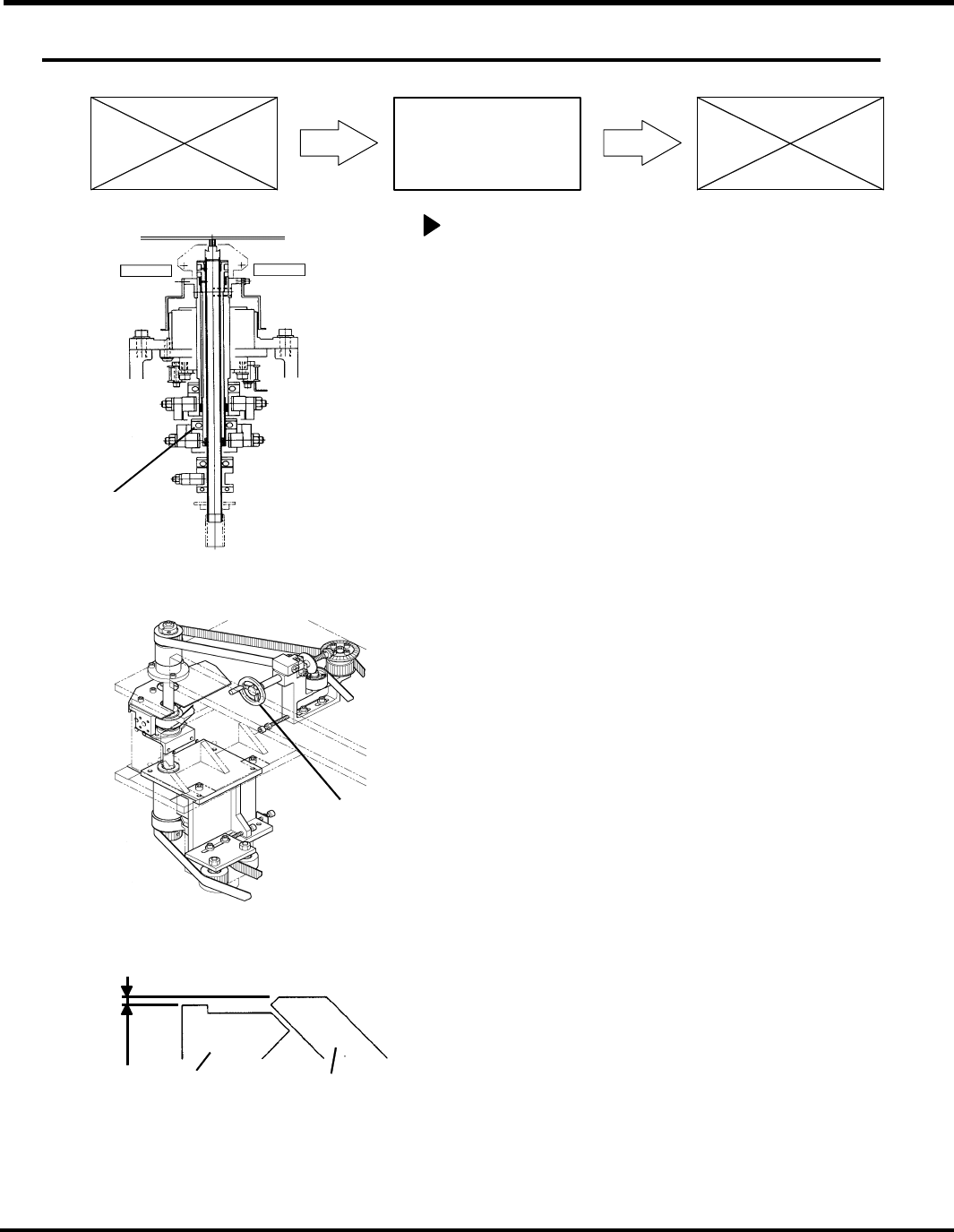
图 6.13-1: 砧座下部装置
图 6.13-2: 设定数
图 6.13-3: 调整固定/活动刀片
6.12
Adjusting/Replacing
Fixed and Movable
Blades of Anvil
6.12 调整铁砧的折
弯冲程
1. 退松砧座底部的啮合螺栓。
2. 转动手轮,将数字式序列定时器设定在258±1°
(全折弯定时)。
3. 上下移动活动刀片,使得固定刀片和活动刀片间
的间隙为 0.3 mm。
4. 上紧砧座下位的啮合螺栓,将其固定。
5. 将手轮转动一整圈,再次检查固定刀片和活动刀
片间的间隙。
如果间隙为 0.3 mm,则调整完成。
= 备注 =
• 如果间隙不是0.3 mm,则重复步骤
1—5。
• 固定刀片相对于固定刀片印刷电路板
定位器的间隙为 0.3 mm。
Handle
手轮
Movable
blade
Fixed
blade
0
.
3
m
m
固定刀片
活动刀片
Bolt (A)
Bolt(A)
螺栓(B)

RHS2B
维修手册
6.13 调整砧座的折弯冲程
6.13- 2 DA4MCC – 83 – BU0 – A0
= 备忘录 =