FX-2_QA表.pdf - 第22页
QA表 NO. 16 (1/2) NO. 16 (2/2) 机种 确认方法 将电动机在适当的皮带张力下组装好的状态下,将轴下降至下限,在此处用推免规向上推大约30mm,然后测量最值。 各轴在右图的状态(Z轴电动机组装好)进行测量,4轴共计64.5N(6.58kgf)以下的负荷状态下组装电动机。 调整方法 用No.10的调整方法进行再次确认 皮带张力的再次调整 球窝螺丝的灵活性提高 影响上升汽缸的运动。 因上升汽缸无法上升引起的轴的碰撞。…
QA表 NO. 15 (1/2) NO. 15 (2/2)
机种
・确认方法
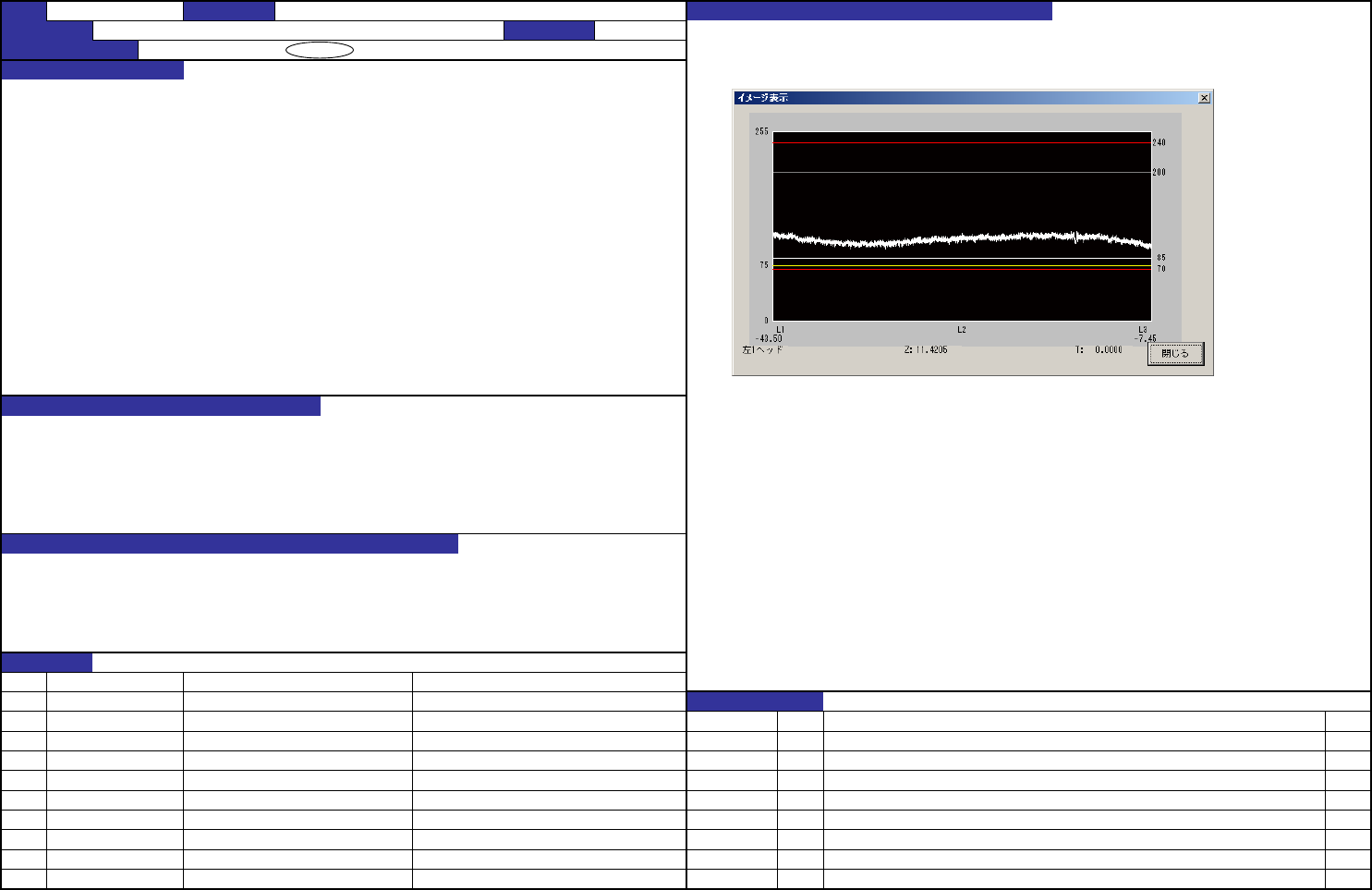
通过边缘检验测定各个数值时,确认处于规格值的范围内。
※机器或装置接通电源后,请等待20分钟以上的时间再进行边缘检验。
<边缘检验规格值>
最小亮度:85以上
最大亮度:200以下
・调整方法
局部性降低是由于激光玻璃面可能被污染,请进行清洁。
LNC的初始性能确认
如果是整体降低,则更换LNC60。
激光识别错误
元件识别不良、元件抛弃
NO
①
NO. 担当人
1-15
变更履历
'08.10.1
内容
新设
日期
贴装头 确认方法及调整方法(故障处理方法)
货号 品名 有关质量特性
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
质量保证类别
功能名称 LNC规格值的确认 编制日期
FX-2 装置名称
40045547 LNC60
QA表 NO. 16 (1/2) NO. 16 (2/2)
机种
确认方法
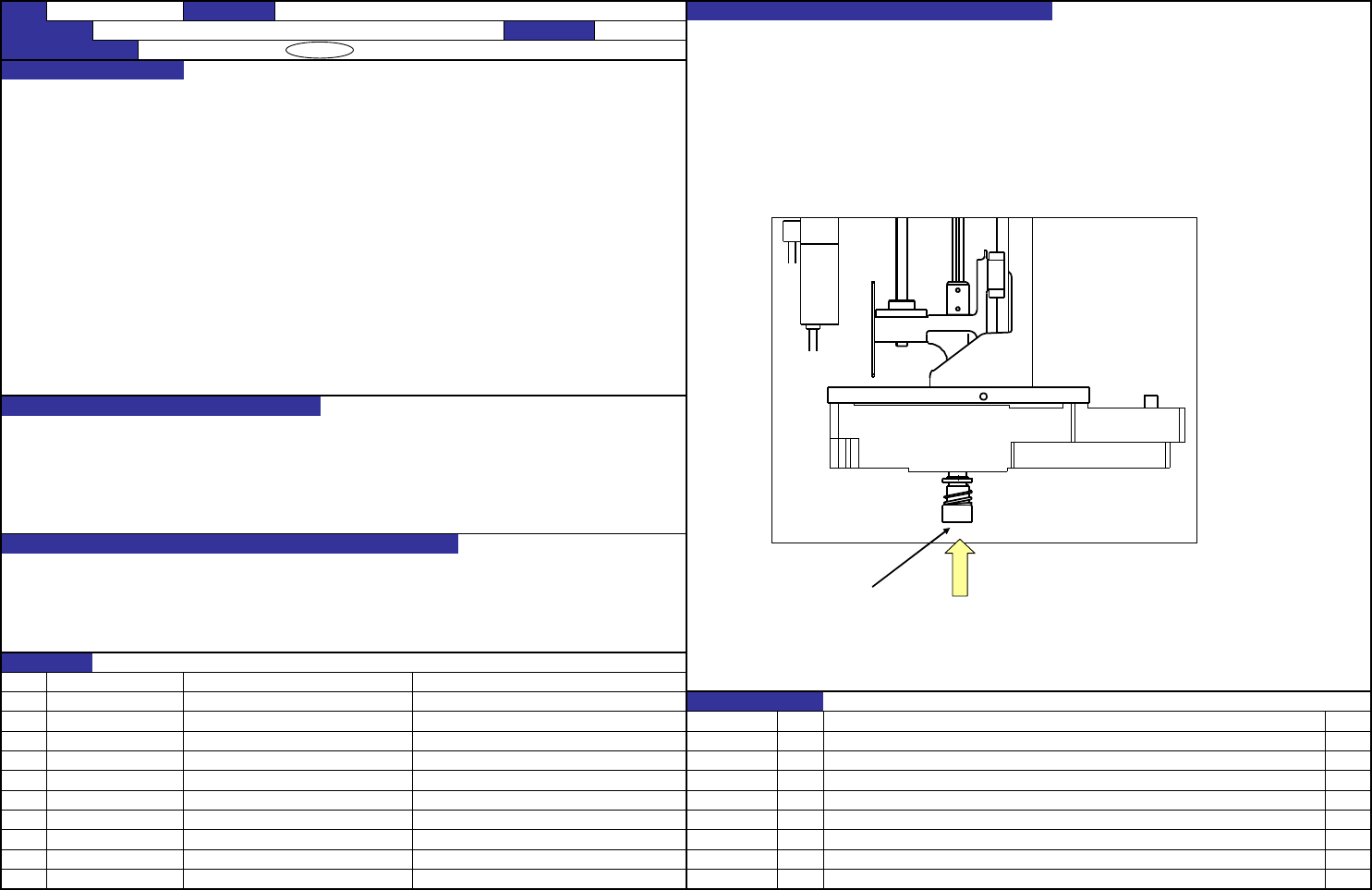
将电动机在适当的皮带张力下组装好的状态下,将轴下降至下限,在此处用推免规向上推大约30mm,然后测量最值。
各轴在右图的状态(Z轴电动机组装好)进行测量,4轴共计64.5N(6.58kgf)以下的负荷状态下组装电动机。
调整方法
用No.10的调整方法进行再次确认
皮带张力的再次调整
球窝螺丝的灵活性提高
影响上升汽缸的运动。
因上升汽缸无法上升引起的轴的碰撞。
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
1-16
内容
新设
'08.09.27
日期
预想故障(应规格调整值不良而发生的故障)
对象元件
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
品名 有关质量特性
变更履历
功能作用(规格调整值的意义)
功能名称 Z轴负荷(电动机组装) 编制日期
货号
FX-2 装置名称 贴装头 确认方法及调整方法(故障处理方法)
吸嘴套
QA表 NO. 17 (1/2) NO. 17 (2/2)
机种
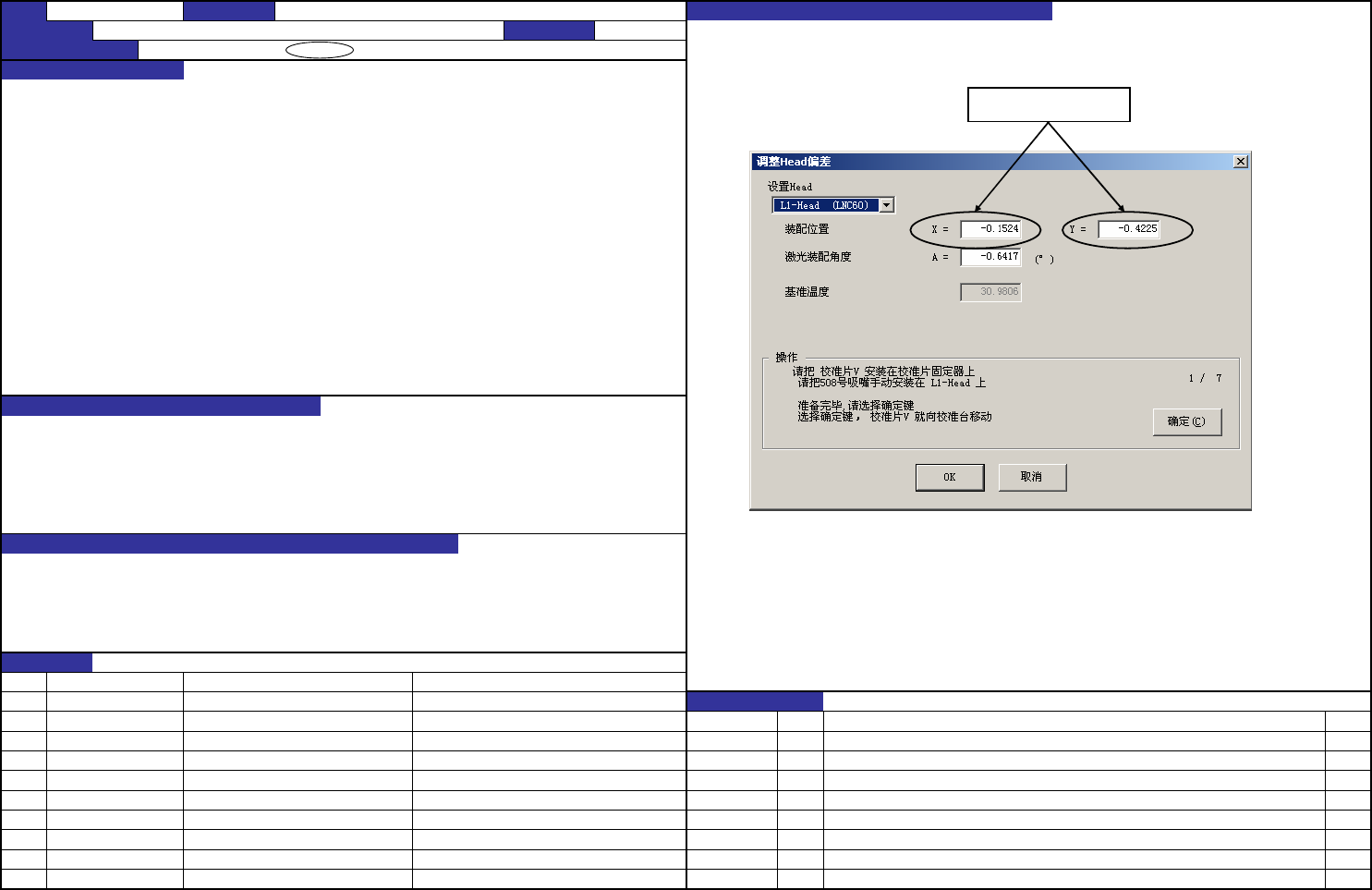
·全轴的贴装头偏差设定确认OK。
·全轴的贴装头偏差的规定范围是MIN~MAX在40μm以下。
·测量各贴装头的装配角度,以及距OCC的装配位置。
·伴随贴装不良产生的零件吸附错误
·同时吸嘴更换不良
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
1-17
变更履历
内容
新设
'08.09.27
日期
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称 贴装头偏差 编制日期
FX-2 装置名称 贴装头 确认方法及调整方法(故障处理方法)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
贴装头偏差值