FX-2_QA表.pdf - 第45页
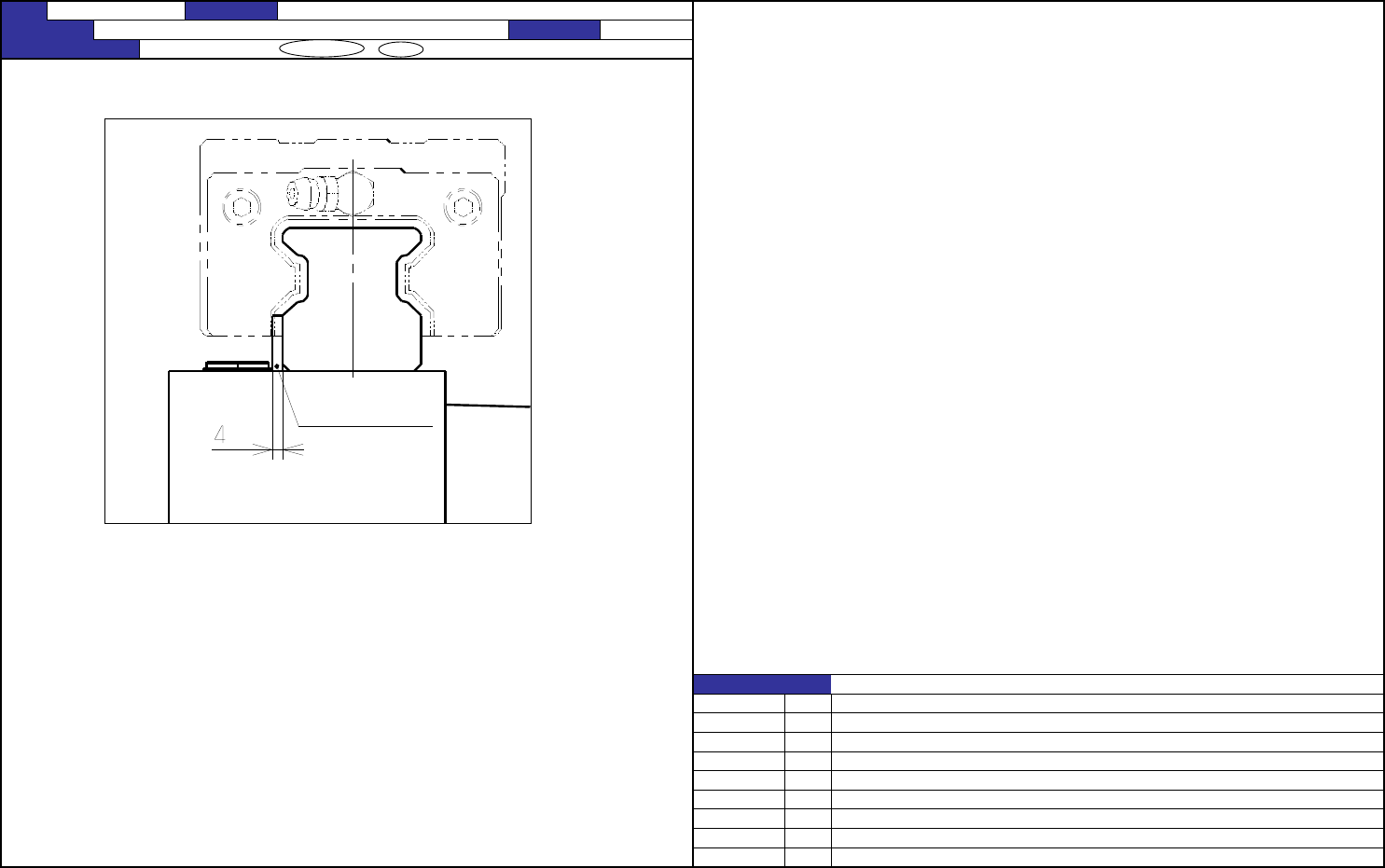
QA表 NO. 16 (1/2) NO. 16 (2/2) 机种 2.Y轴磁性膜的 粘贴方法 用4mm厚的金属板紧贴在线性区域Y的侧面,贴上磁性膜。 ※推荐使用陶瓷制的块规。 使用陶瓷制以外的块规时,在使用之前请先确认块规没有磁化。 NO. 5-16 内容 2008/9/27 新增 质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观 变更纪录 日期 功能名称 磁性膜的粘贴位置( 2/2) 编制日期 2008/9/27 FX…
QA表 NO. 15 (1/2) NO. 15 (2/2)
机种
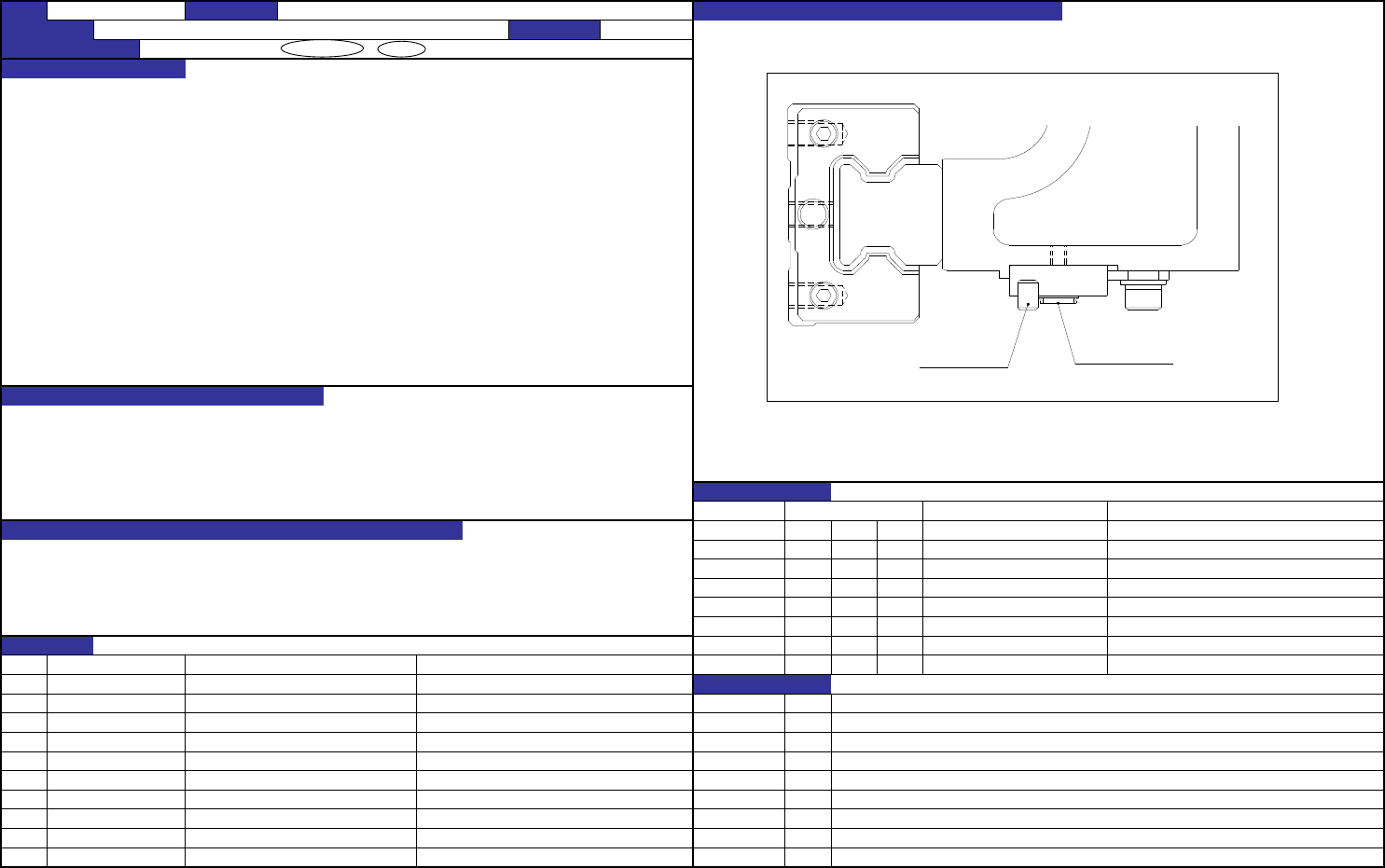
1.X轴磁性膜的粘贴方法
顺着φ4平行销突起的部位,贴上磁性膜。
磁性膜的粘贴位置(横向偏移):规格值±0.1mm
1.对XY轴的位置进行控制时的正确反馈很重要。
2.是引起XY轴的磁性膜杂音的原因,使XY轴不能正常运行。
(一次电源电压下降后,需要重新启动电源)
3.引起膜与传感器头的相对位置的改变,与XY轴的运行直接相关。
CDE
1.XY轴运行的停止。
CDE
2.传感器的损坏。
CDE
3.XY轴的不正常运行。
CDE
4.贴装精度的下降。
CDE
CDE
CDE
NO. CDE
①
② NO.
③
④
⑤
⑥
⑦
⑧
⑨
⑩
5-15
内容
2008/9/27 新增
日期
变更纪录
货号 品名 相关质量特性
对象零件
处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
故障发生纪录
日期 发生时期 内容
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
质量特性(规格调整值)
功能的作用(规格调整值的意义)
功能名称
磁性膜的粘贴位置(1/2)
编制日期 2008/9/27
FX-2 零件名称
XY装置(9)
确认方法及调整方法(故障处理方法)
磁性膜
φ4平行销
QA表 NO. 16 (1/2) NO. 16 (2/2)
机种
2.Y轴磁性膜的粘贴方法
用4mm厚的金属板紧贴在线性区域Y的侧面,贴上磁性膜。
※推荐使用陶瓷制的块规。
使用陶瓷制以外的块规时,在使用之前请先确认块规没有磁化。
NO.
5-16
内容
2008/9/27 新增
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
变更纪录
日期
功能名称
磁性膜的粘贴位置(2/2)
编制日期 2008/9/27
FX-2 零件名称
XY装置(9)
金属板
QA表 NO. 1 (1/2) NO. 1 (2/2)
机种
CDE
CDE
CDE
CDE
CDE
CDE
CDE
NO. CDE
①
② NO.
③
④
⑤
⑥
⑦
⑧
⑨
⑩
6-1
内容
L211E021000 驱动底盘 2003/8/29 新增
E2634721000 驱动底盘支架A 日期
40000576 驱动缸筒R 变更纪录
货号 品名 相关质量特性
对象零件
处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
故障发生纪录
日期 发生时期 内容
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
质量特性(规格调整值)
功能的作用(规格调整值的意义)
功能名称
驱动缸筒(固定供料器规格)
编制日期 2003/8/29
FX-2 零件名称
储料装置
确认方法及调整方法(故障处理方法)
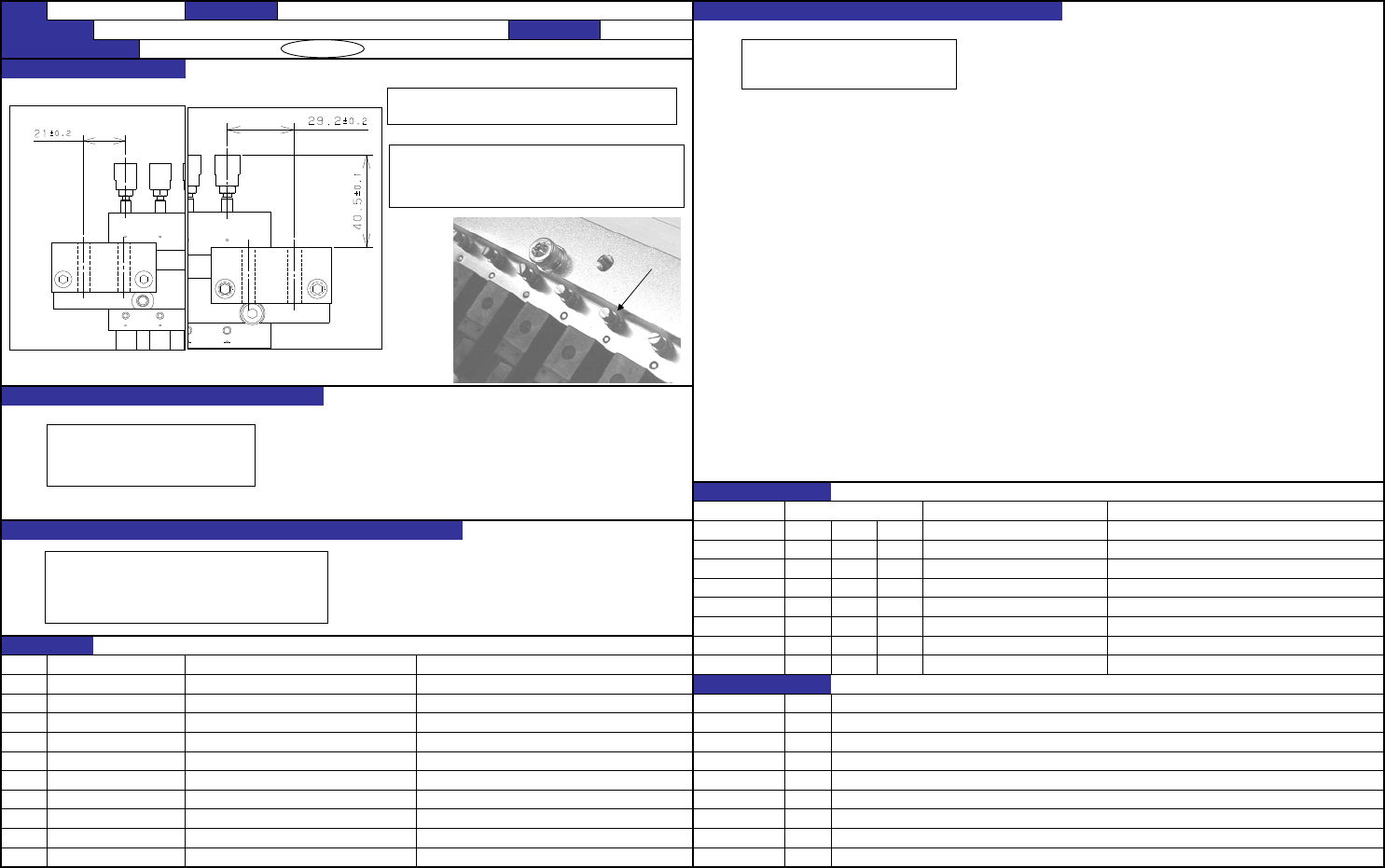
驱动底盘支架A与驱动缸筒的组装位置关系。
驱动缸筒的速度控制器调整
60±3ms
调整后,在速度控制器的螺栓部分涂上白漆。
在金属板上一边测量一边组装。
或者用夹具来保证组装精度。
29.2±0.2 卷绕时对供料储料产生干扰。
21±0.2 卷绕时对供料储料产生干扰。
40.5±0.1 发生带式供料不良。
60±3ms 发生带式供料不良。
驱动缸筒主体的组装位置。
供料器与驱动缸筒推进位置。
保证上述两项的位置关系。