FX-2_QA表.pdf - 第34页
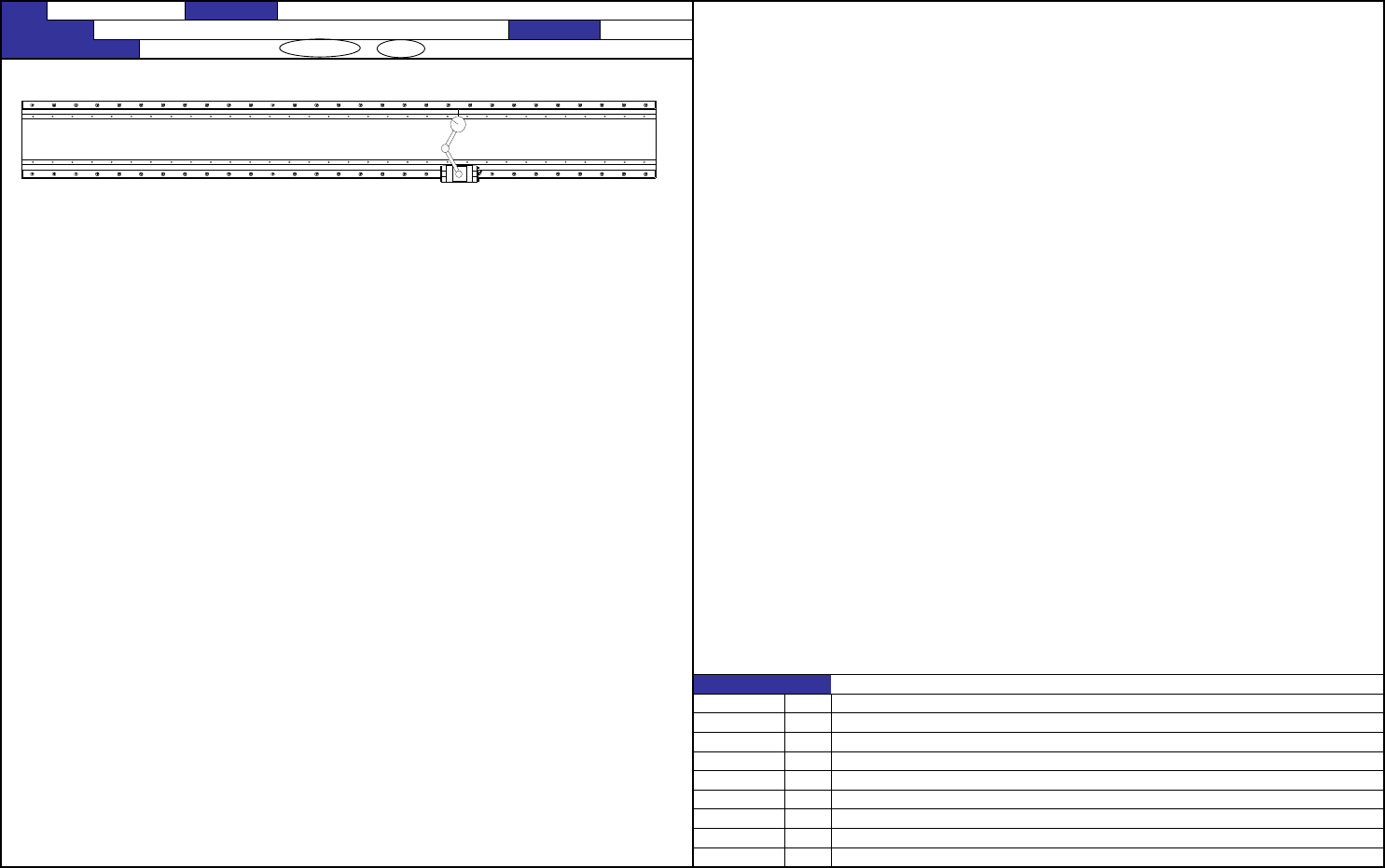
QA表 NO. 5 (1/2) NO. 5 (2/2) 机种 1.左侧的直线轨道的直线度 左侧的Y轴直线轨道的直线度:20µm 以下 1-1.确认方法 左右的Y轴直线轨道的平行度:20µm 以下 ①为放置I型伸缩器而设置夹具。 ②在直线轨道的滑块上设置游标卡尺,并在加工基准的部分设置I型伸缩器, 使游标卡尺的值为“0”。 ③确认直线轨道的全伸缩器的直线度在20µm以内。 1-2.调整方法 ①在贴装头的加工基准上设置游标卡尺,并进行调整使…
QA表 NO. 4 (1/2) NO. 4 (2/2)
机种
2.上下直线轨道的平行度
2-1.确认方法
①在直线轨道的滑块上设置游标卡尺。
②使游标卡尺与上面直线轨道的两内侧面相接触。
③移动游标卡尺,确认平行度是否位于20µm以下。
2-2.调整方法
①调整直线轨道的两内侧面尺寸,使两端附近为158mm。
②拧松位于平行度在规格外处附近的固定直线轨道的螺栓,再进行调整使平行度位于20µm以下,
然后旋紧螺栓。
※为了对齐导块的基准侧而拆下导块再放回时,润滑脂注入口的朝向要组装得与拆下时的朝向相同。
NO.
5-4
内容
2008/9/27 新增
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
变更纪录
日期
功能名称
X轴直线轨道的直度·平行(2/2)
编制日期 2008/9/27
FX-2 零件名称
XY装置(2)
QA表 NO. 5 (1/2) NO. 5 (2/2)
机种
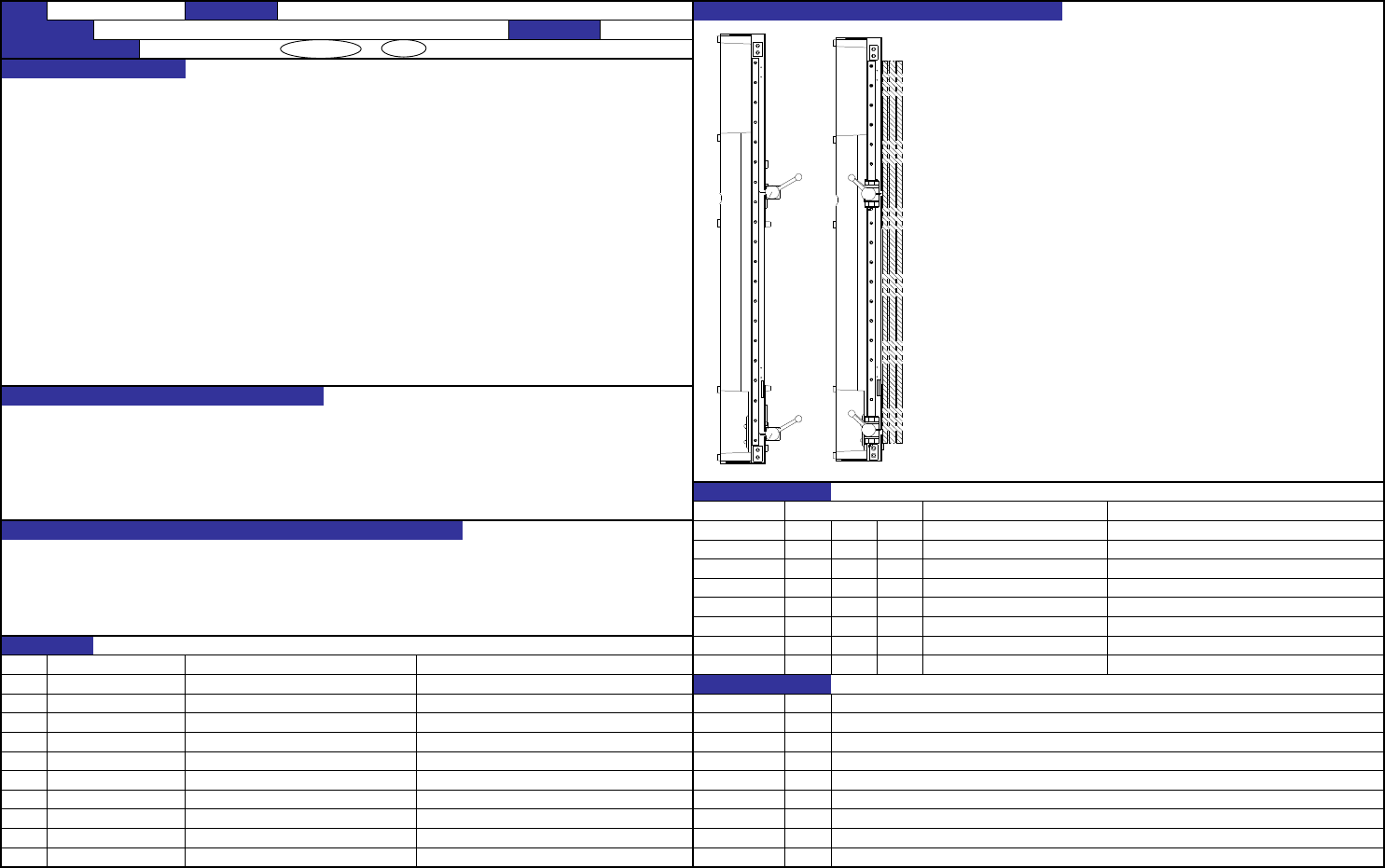
1.左侧的直线轨道的直线度
左侧的Y轴直线轨道的直线度:20µm以下 1-1.确认方法
左右的Y轴直线轨道的平行度:20µm以下 ①为放置I型伸缩器而设置夹具。
②在直线轨道的滑块上设置游标卡尺,并在加工基准的部分设置I型伸缩器,
使游标卡尺的值为“0”。
③确认直线轨道的全伸缩器的直线度在20µm以内。
1-2.调整方法
①在贴装头的加工基准上设置游标卡尺,并进行调整使得游标卡尺的
值为“0”。(加工基准的位置有2处)
②拧松位于平行度在规格外处附近的固定直线轨道的螺栓,再进行调整
使直线度位于20µm以下,然后旋紧螺栓。
※
相对于Y坐标,X坐标位置发生偏移的现象有关,对X方向的贴装精度也有影响。
与Y轴直线轨道上所加的负荷有关,对Y轴直线轨道的破损及寿命的降低有很大影响。
CDE
1.贴装精度(X方向)的下降。
CDE
2.Y方向移动时的杂音。
CDE
3.Y轴直线轨道的破损及寿命的降低。
CDE
CDE
CDE
CDE
NO. CDE
①
② NO.
③
④
⑤
⑥
⑦
⑧
⑨
⑩
5-5
为了对齐导块的基准侧而拆下导块再放回时,润滑脂注入口的朝向要组
装得与拆下时的朝向相同。
内容
2008/9/27 新增
日期
L140E021000 Y直线轨道 变更纪录
货号 品名 相关质量特性
对象零件
处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
故障发生纪录
日期 发生时期 内容
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
质量特性(规格调整值)
功能的作用(规格调整值的意义)
功能名称
Y轴直线轨道的直度·平行(1/2)
编制日期 2008/9/27
FX-2 零件名称
XY装置(3)
确认方法及调整方法(故障处理方法)
QA表 NO. 6 (1/2) NO. 6 (2/2)
机种
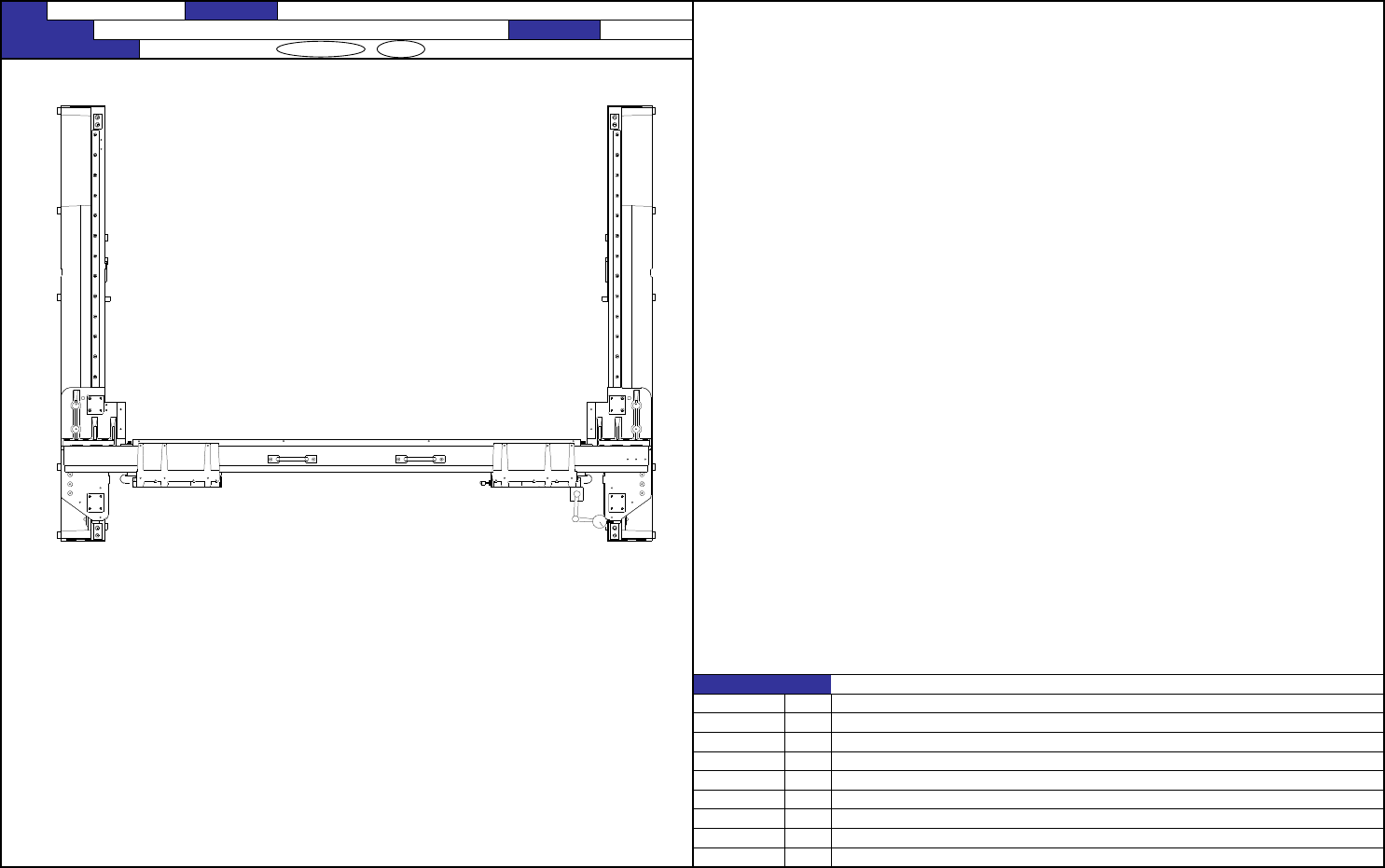
2.左右线性区域的平行度
2-1.确认方法
①固定XM基座,在直线轨道的滑块上设置游标卡尺。
②使游标卡尺与右侧直线轨道的内侧相接触。
③移动游标卡尺,确认平行度位于20µm以内。
2-2.调整方法
NO.
①暂时把X轴固定在直线轨道的滑块上。
②拧松位于平行度在规格外处附近的直线轨道的螺栓,确认平行度位于20µm以内。
5-6
内容
2008/9/27 新增
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
变更纪录
日期
功能名称
Y轴直线轨道的直度·平行(2/2)
编制日期 2008/9/27
FX-2 零件名称
XY装置(3)