操作手册.pdf - 第100页
CM602-L 操作手册 3.3 整体交换台车的供 料器整体交换 Page 3-8 3.3 整体交换台车的供料 器整体交换 事先对整体交换台车进 行离线准备 ∗ 1 , 然后切换机 种时交换整体交换台车。 采取此方式, 则可同时 交换多量供料器。 ∗ 1: 若要不使用本机对整 体交换台车进行离线准备 ,需要整体交换台车准备装 置 ( 选购件 ) 。 要求 • 该维护作业,应在电源开关以及伺服开关处于 ON ( I ) 的状态下进行。在吸…

CM602-L
操作手册
3.2
生产中的部品供给
Page 3-7
3.2
生产中的部品供给
生产中的补给由编带拼接
(
编带的补充
)
完成。
∗
关于编带拼接的方法,请参照编带拼接附带的使用说明书。
EJM8A-C-OMC03-A01-00
CM602-L
操作手册
3.3
整体交换台车的供料器整体交换
Page 3-8
3.3
整体交换台车的供料器整体交换
事先对整体交换台车进行离线准备
∗
1
,然后切换机种时交换整体交换台车。采取此方式,则可同时
交换多量供料器。
∗
1:
若要不使用本机对整体交换台车进行离线准备,需要整体交换台车准备装置
(
选购件
)
。
要求
•
该维护作业,应在电源开关以及伺服开关处于
ON ( I )
的状态下进行。在吸头的动
作范围内进行作业时,请务必打开安全盖。
(
当打开安全盖时,将会切断向
XY
电机的供电,以确保作业时的安全。
)
•
进行整体交换台车的安装、卸下以及搬送作业时,有可能因碰撞而导致整体交换台
车及供料器的破损,因此请边确认前后左右的位置边进行作业。
通知
在已设定
21 mm
对应切割装置的场所,请务必安装带有
21 mm
对应整体交换台车装
置的整体交换台车。不可安装标准的整体交换台车。但可以将带有
21 mm
对应整体交
换台车装置的整体交换台车安装在标准切割装置的场所来进行生产。
(
此时,元件的最
大高度为
13 mm)
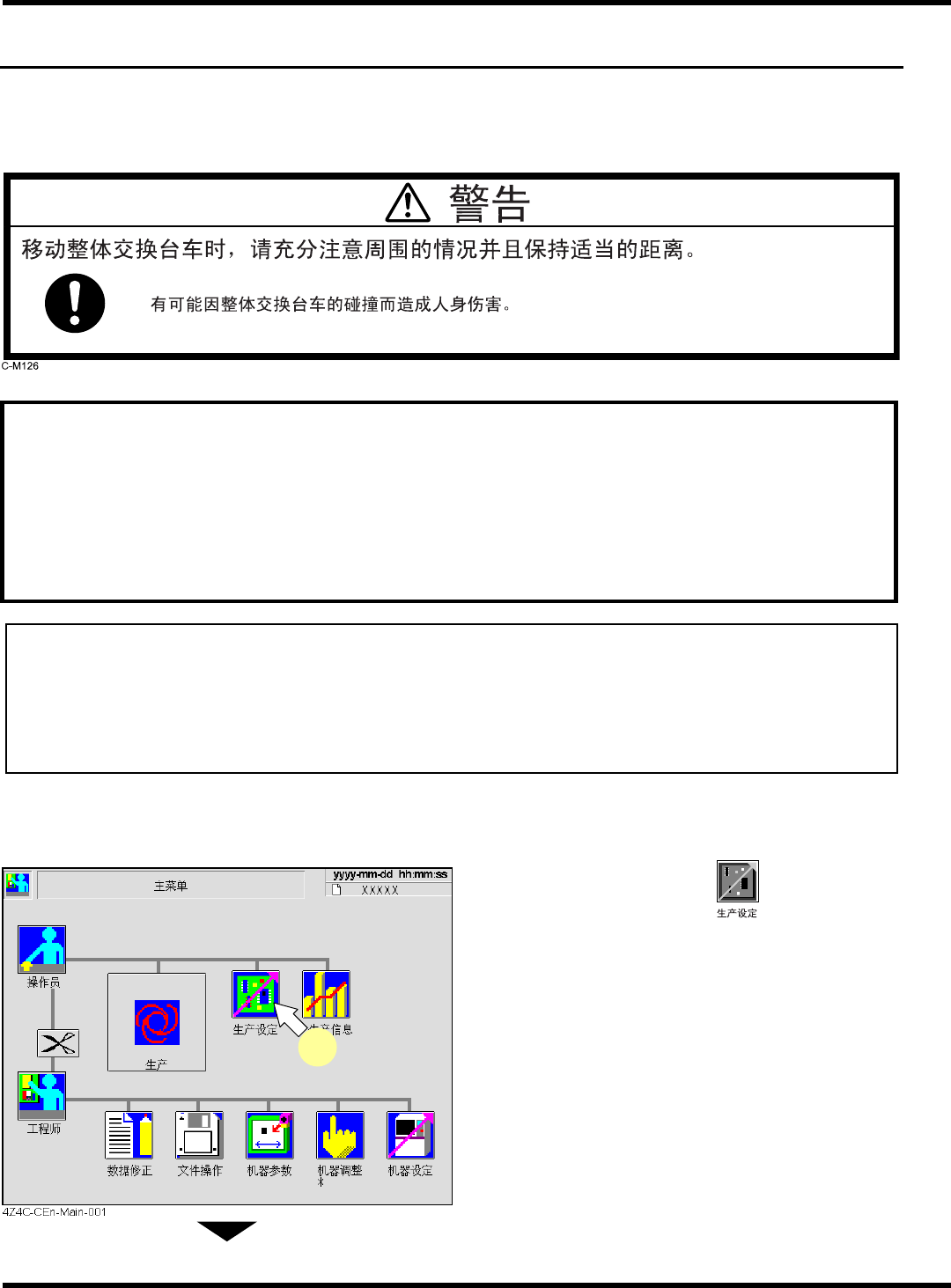
3.3.1
整体交换台车的拆卸顺序
1.
按
<
主菜单
>
画面上的
。
•
生产设定的菜单画面将被显示。
下一页
1
EJM8A-C-OMC03-A01-00
CM602-L
操作手册
3.3
整体交换台车的供料器整体交换
Page 3-9
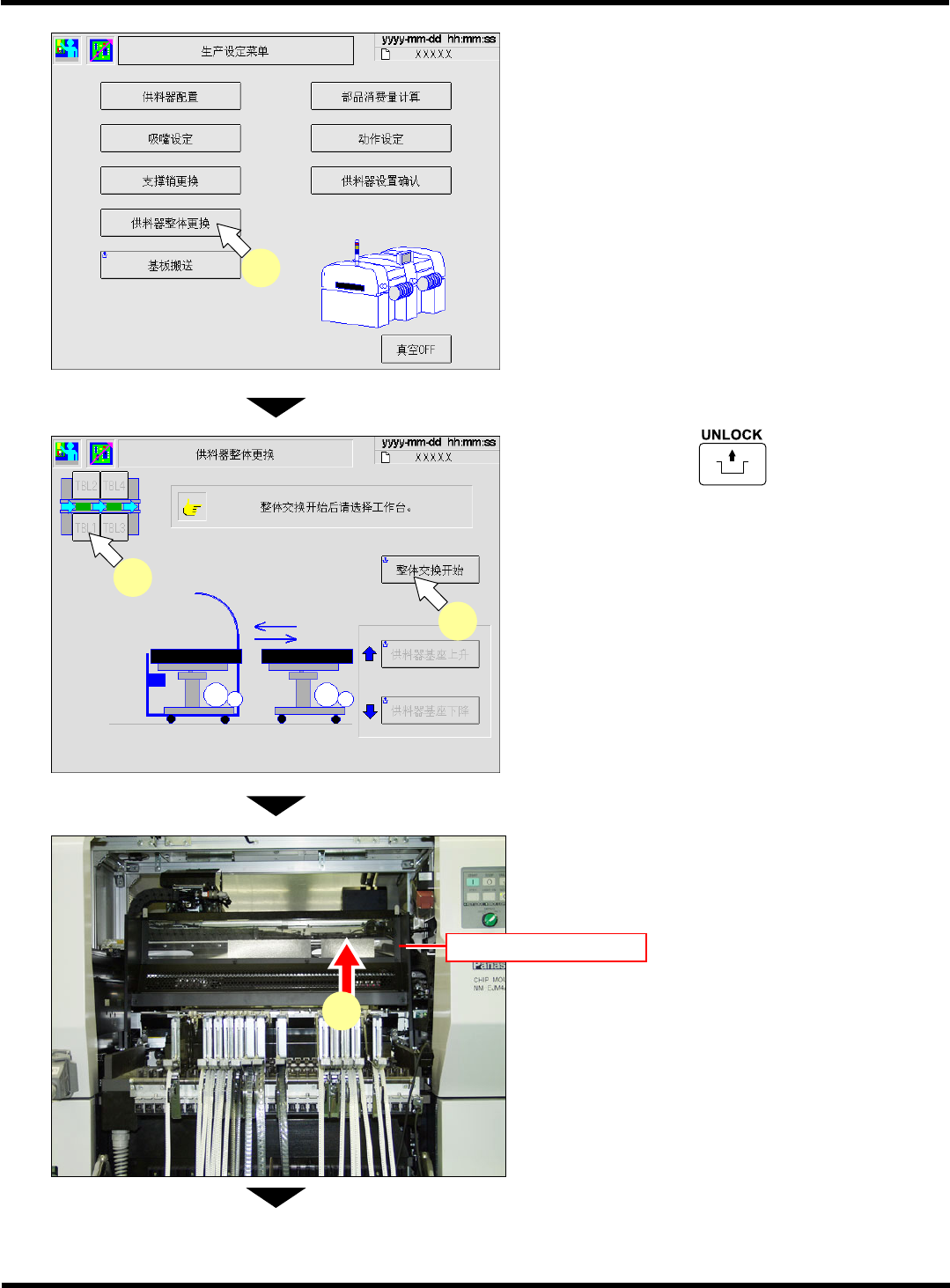
2.
按
[
供料器整体更换
]
。
•
吸头将退避。
3.
按操作面板的
+
[
整体交换开
始
]
。
4.
选择作业用工作台。
5.
打开安全盖。
6.
打开供料器工作台盖。
下一页
EJM4A-Pc-Menu-0001
2
EJM8A-Pc-0029
4
3
EJM4A-058P
6
供料器工作台盖
EJM8A-C-OMC03-A01-00