1OM-1732-003Y_F8_向导.pdf - 第133页
1OM-1732 3-2-1 1206-001 2. 机种切换 2. 机种切换 2.1 生产机种切换的概要 按以下步骤进行生产机种的切换。 2.4.1 运行方式的设定 2.4.2 元件的贴装确认 生产机种的切换准备 生产机种的切换 贴装确认 2.2.1 元件数据库的准备 2.2.2 生产机种用线路板程序的编制 2.2.3 生产机种用线路板程序的登录 2.2.4 带式送料器的准备 2.2.5 批量更换推车的更换 2.3.1 运行模式的选择…

1OM-1732
3-1-121206-001
1OM-1732
3-2-11206-001
2. 机种切换
2. 机种切换
2.1 生产机种切换的概要
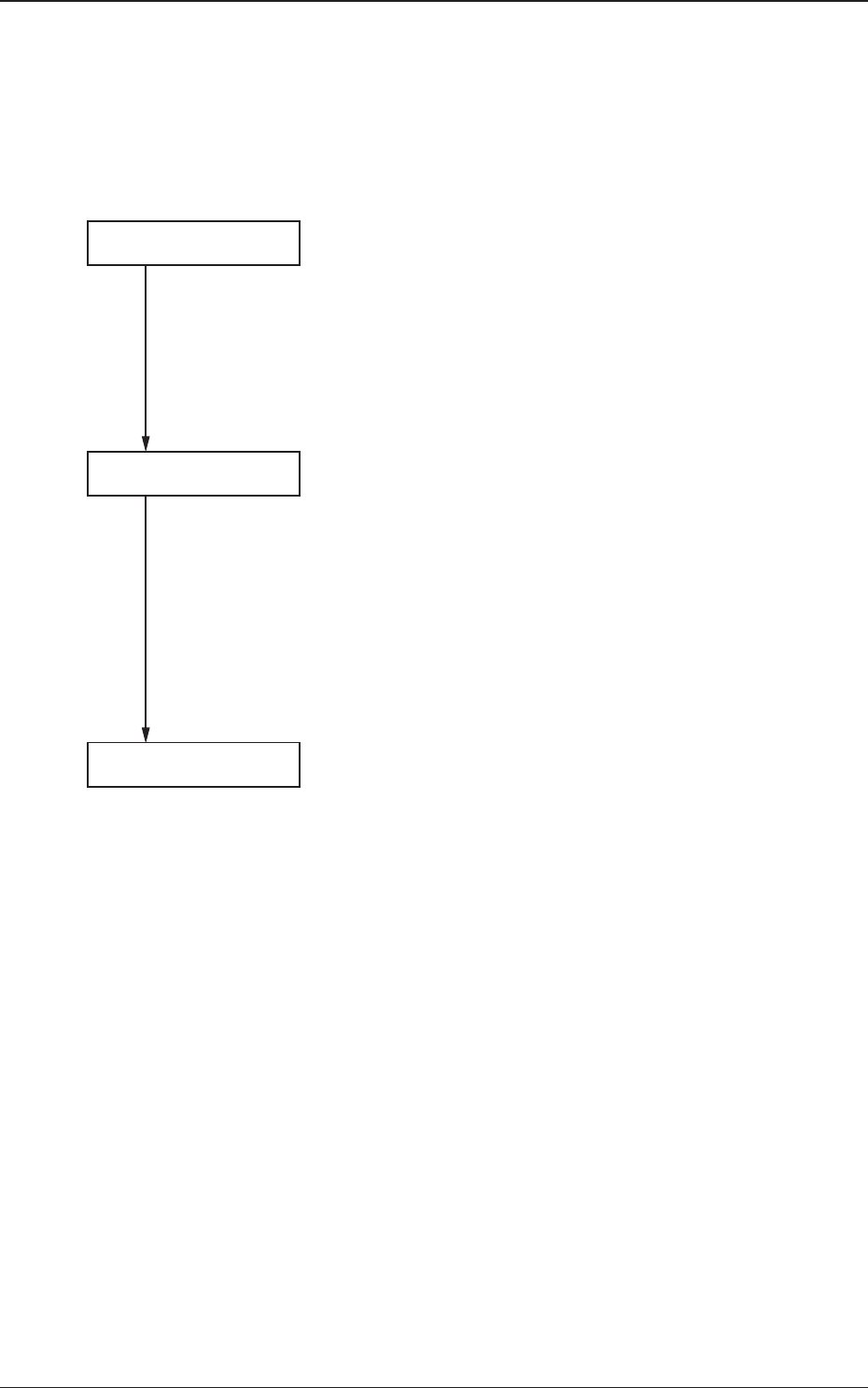
按以下步骤进行生产机种的切换。
2.4.1 运行方式的设定
2.4.2 元件的贴装确认
生产机种的切换准备
生产机种的切换
贴装确认
2.2.1 元件数据库的准备
2.2.2 生产机种用线路板程序的编制
2.2.3 生产机种用线路板程序的登录
2.2.4 带式送料器的准备
2.2.5 批量更换推车的更换
2.3.1 运行模式的选择
2.3.2 生产机种的选择
2.3.3 线路板支撑销和传送带宽度的调整
2.3.4 吸嘴的准备
2.3.5 线路板搬运和位置定位状态的确认
2.3.6 元件吸取位置的确认
Fig.1C2-1 生产机种切换作业的流程
1OM-1732
3-2-21206-001
2.2 生产机种的切换准备
2.2 生产机种的切换准备
2.2.1 元件数据库的准备
编制线路板程序时没有所需要的元件数据库时,创建新的元件数据库。
Reference
(a)界面的操作方法请参照
“
第二卷第三章元件数据库
”
章节。
(b)数据的编写方法请参照
“
第六卷元件数据库
”
章节。
2.2.2 生产机种用线路板程序的编制
进行生产运行时需要线路板程序
Reference
请参照
“
第二卷第二章线路板程序
”
章节。
2.2.3 生产机种用线路板程序的登录
从网络终端 ( 选项 ) 传送线路板程序、元件数据库到装置。