00198168-02_Technical_Training_TX-Series_EN.pdf - 第260页
11 JTF-ML 11.5 JTF (JEDEC Tray Feeder) - Adjustment 260 Technical Training SIPLACE TX-Series 10/2016 Control Board LED Status All sensors and buttons are monitored on the LED bars on the controller PCB. This is a nice he…
11 JTF-ML
11.4 JTF (JEDEC Tray Feeder) - Power and Communication
Technical Training SIPLACE TX-Series 10/2016 259
11.4 JTF (JEDEC Tray Feeder) - Power and Communication
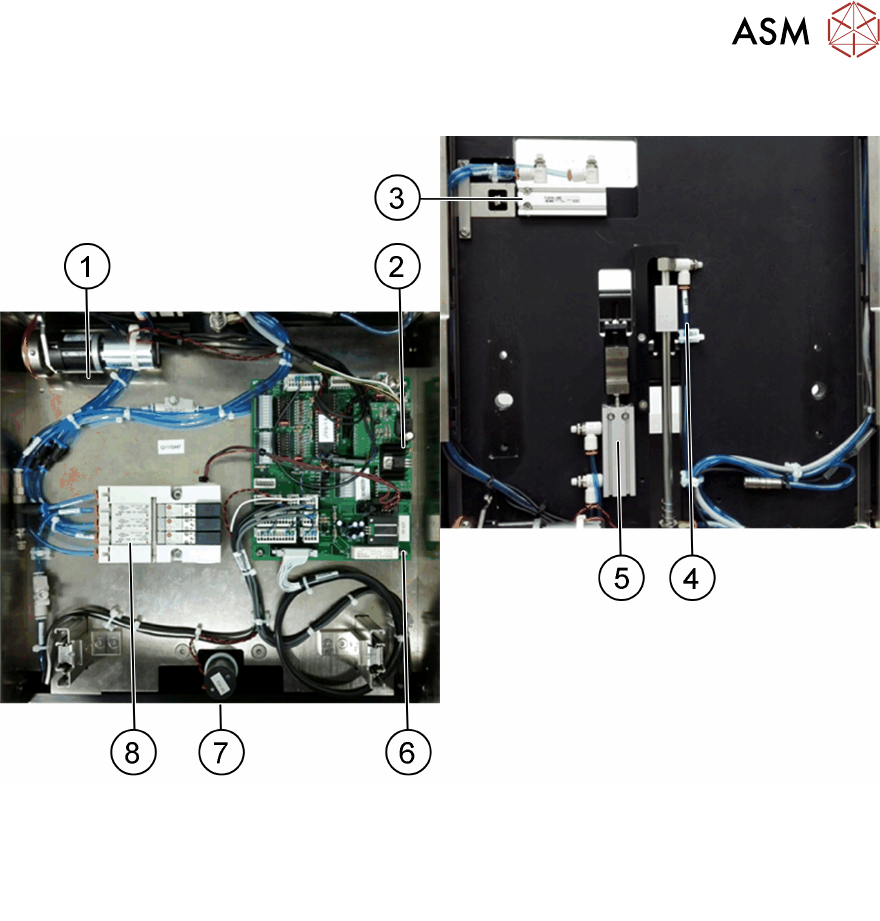
1. Feed motor 5. Cylinder clamping Y
2. Power cable connector 6. Control board
3. Cylinder clamping X 7. Motor (lifting axis)
4. Tray pusher cylinder 8. Air distributor

11 JTF-ML
11.5 JTF (JEDEC Tray Feeder) - Adjustment
260 Technical Training SIPLACE TX-Series 10/2016
Control Board LED Status
All sensors and buttons are monitored on the LED bars on the controller PCB. This is a nice help to
determine errors on the feeder.
Place Function of Sensors
U1-3 Forward slow down sensor
U1-4 Stop at end
U1-5 Tray position
U1-6 Reset button
U1-7 Reset button
U1-8 nil
U6-1 Inhibit button
U6-2 Elevator down button
U6-4 Stop at stack, end stop sensor
U6-5 Reverse slow down sensor
U6-6 Elevator high end
U6-7 Elevator low end
U6-8 Door open
U6-9 Index 1 AND 2
11.5 JTF (JEDEC Tray Feeder) - Adjustment
The "conveyor slow down" sensor stops a tray from stopping too abruptly when it reaches the end
of the conveyor. (An abrupt stop can cause the components to pop out of the tray.)
The sensor is located near the end of the conveyor, when the leading edge of the tray passes this
sensor, the conveyor shifts to slow speed operation.
This can be adjusted using the potentiometer shown below, as the tray returns back into to the
feeder, it passes a second sensor. This slows the tray before it reaches the base.
The time the feeder waits before switching to slow speed can be adjusted using a potentiometer.
1. Potentiometer delay:
Return slow down sensor clockwise.
The conveyor ramp down delay is adjusted
so that the tray arrives at the back more
quickly.
2. Potentiometer delay:
Forward slow down sensor clockwise.
The conveyor ramp down delay is adjusted
so that the tray arrives at the front more
quickly.
If the potentiometer is turned with too much
force, it can be "stripped" so that it will not work
correctly anymore. This will require the control
board to be replaced. To avoid this problem, be
careful when adjusting the potentiometer.
See service manual for full details on setup and adjustment for conveyor unit.
11 JTF-ML
11.6 Analysis - Common Error List
Technical Training SIPLACE TX-Series 10/2016 261
11.6 Analysis - Common Error List
11.6.1 General
Problem Possible Cause Action
One pneumatic function is slow
or sluggish.
The mechanism may be
blocked or jammed.
●
Check for a mechanical
problem
The flow control(s) for that
function may need adjustment.
●
Tray clamp
●
Feed pusher
●
Return pusher
The valve block for that
function may be bad.
●
Check and replace if
necessary
The cylinder for that function
may be faulty.
●
Check and replace if
necessary
All of the pneumatic functions
seem to fast.
The air pressure from the host
machine may be too high.
●
Be sure the host machine
is supplying about 60 psi
or 5 bar
The main air regulator on the
feeder may be set up.
●
Set this to provide 60 psi
or 5 bar
A tray on the conveyor does
not reach the "stop at end" or
"ready" sensor. (You should
see a green LED on the
sensor).
A tray may be improperly
located in the feeder or warped.
●
Remove the tray and push
the Reset button
Something may be blocking the
free motion of the tray on the
conveyor.
●
Remove the tray and any
obstruction, then push the
Reset button
The conveyor belts may be
dirty and slipping.
●
Clean the conveyor belts
with alcohol
The elevator does not move up
or down (motor not moving).
The door may be open.
●
Close the door
The door sensors may be faulty
●
Check U6-8 state
The gears in the gearbox may
be stripped.
●
Replace the gearbox
For a full list of errors see the user for the JTF delivered with your machine.