劲拓JTR系列回流焊说明书1.pdf - 第69页
JTR 系列无铅回流焊机用户手册 故障分析处理 - 68 - 1 15 2 检查 24v 开关电源是否有 24V 电压输出。 3 检查 U PS 输出端电压 220V ± 10% ,如测量输出端无电压输出,请 确认 U PS 输入端电压或检查 UPS 故障。 设备在正常运行状态下, 出 现某一回路掉电 请检查以下几方面: 该回路中保险丝是否烧坏。指示灯亮红色,表示保险丝已烧坏。 氧气 PPM 值不稳定或过高 请检查以下几方面 1. 确认…
JTR 系列无铅回流焊机用户手册 故障分析处理
- 67 - 115
2
检查该冷却区冷却水回路是否堵塞。
3
检查热电偶与接线端子的联机是否接触良好,否则引起开路;(电脑上
不显示实际温度)
4
检查冷却区热风马达是否运行。
设 备在正 常 运行 状态
下,出现控制回路掉电
请检查以下几方面:
1
控制回路中保险丝是否烧坏。
JTR 系列无铅回流焊机用户手册 故障分析处理
- 68 - 115
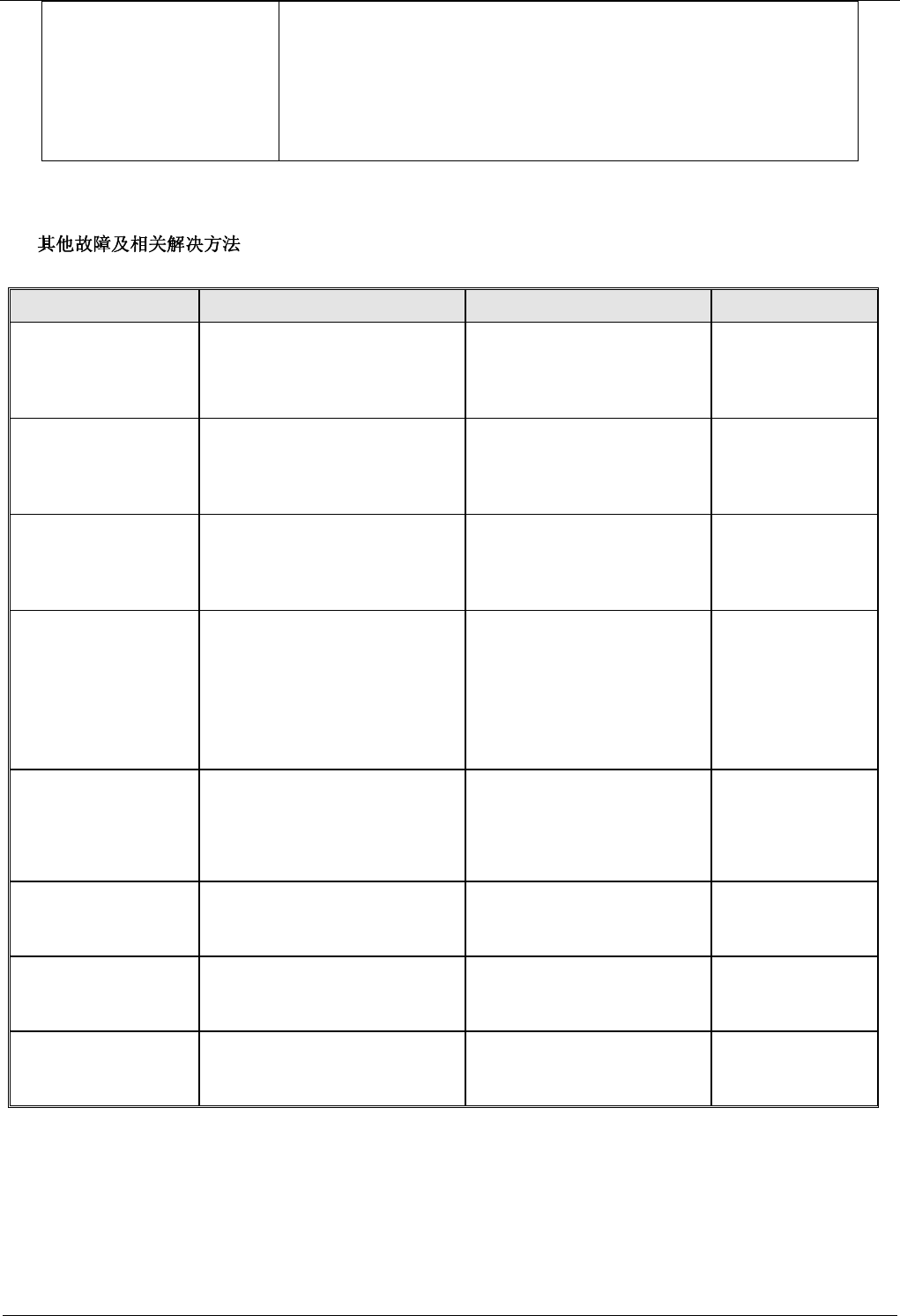
2
检查
24v
开关电源是否有
24V
电压输出。
3
检查 UPS 输出端电压 220V±10%,如测量输出端无电压输出,请
确认 UPS 输入端电压或检查 UPS 故障。
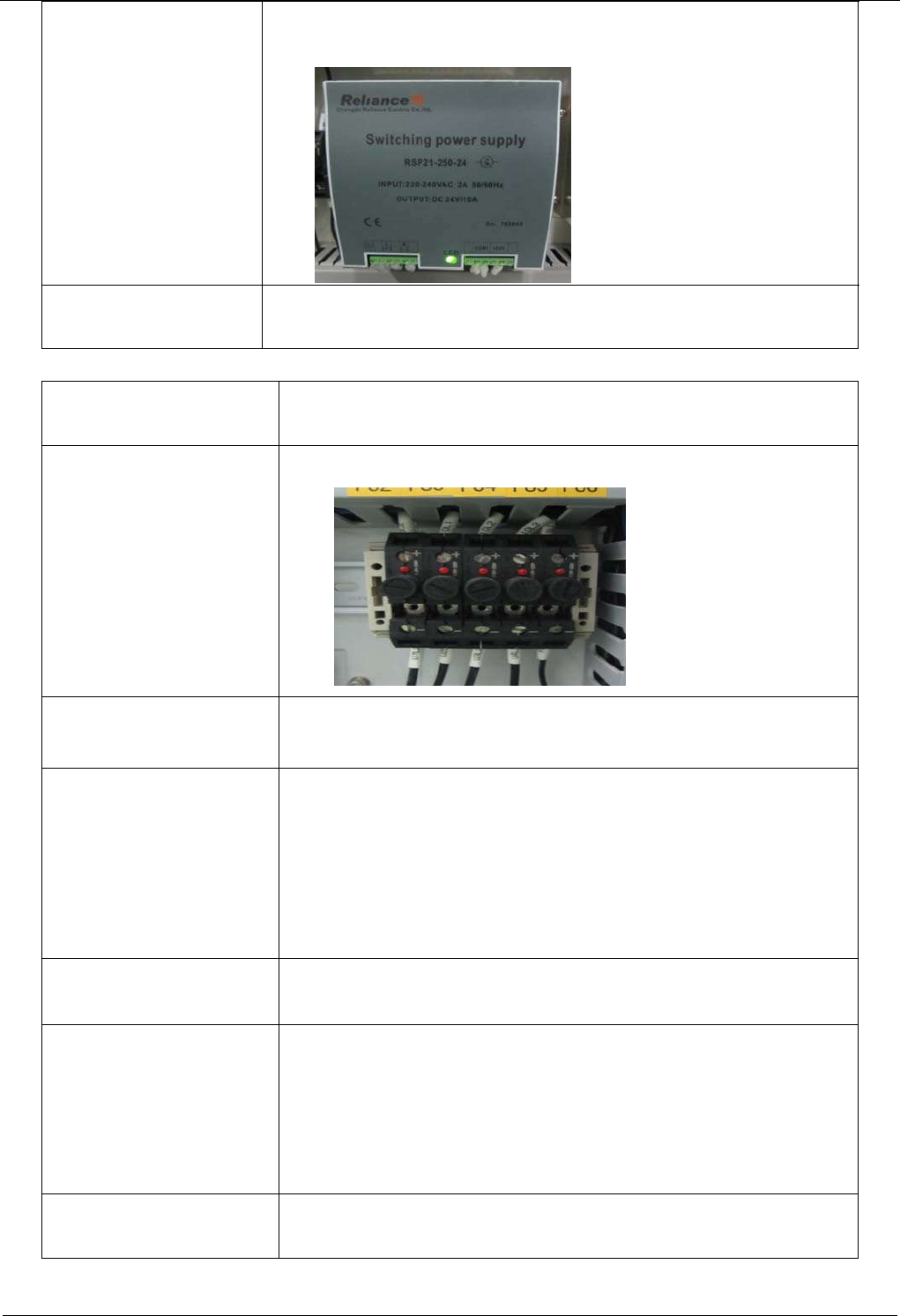
设备在正常运行状态下,出
现某一回路掉电
请检查以下几方面:
该回路中保险丝是否烧坏。指示灯亮红色,表示保险丝已烧坏。
氧气 PPM 值不稳定或过高
请检查以下几方面
1.
确认回流焊顶盖完全关闭,密封完好。
2.
助焊剂回收箱底部
FLUX
回收瓶密封完好。
3.冷却区与回收箱上的蒸发器固定牢固,密封完好。
4.输入氮气源压力过低(最低要求0.4MPa)。
5.
回流焊中的氮气管路堵住。
6.流量不足,需要调节流量计。
软件无法运行或死
请检查以下几方面
1.重新启动计算机,看是否问题仍然存在。
2.如果重新启动计算机不能解决问题,则重新安装软件。
3.
关闭炉温测试软件等其他运行中的软件,看是否有影响。
4.确认计算机是否存在病毒。
5.如果问题仍然存在,请联系制造商维修。
输送带没有以正确速度运
行或没有保持恒定速度
请检查以下几方面
JTR 系列无铅回流焊机用户手册 故障分析处理
- 69 - 115
1.检查输送带是否有机械卡死。
2.
检查确认编码器上的联轴器紧固螺钉已拧紧。
3.
检查确认编码器固定片的紧固螺钉已拧紧。
4.
检查确认编码器轴、联轴器、主传动轴处在同一轴心上。
5.检查确认编码器的接线线路连接牢固。
5.2
其他故障及相关解决方法
,
请参考如下表格:
故 障 造成故障的原因 如何排除故障 机器状态
升温过慢
1 热风马达故障
2 风轮与马达连接松动或卡住
3
固态继电器输出端断路
1 检查热风马达
2 检查风轮
3
更换固态继电器
长时间处于“升温过
程”
温度居高不下
1 热风马达故障
2
风轮故障
3
固态继电器输出端短路
1 检查热风马达
2
检查风轮
3
更换固态继电器
工作过程
机器不能启动
1 紧急开关未复位
2 未按下启动按钮
1 检查紧急开关
2 按下启动按钮
启动过程
加热区温度升不到设置
温度
1 加热器损坏
2
热电偶有故障
3
固态继电器输出端断路
4 排气过大或左右排气量不平衡
5 控制板上光电隔离器件损坏
1 更换加热器
2
检查或更换热电偶
3
更换固态继电器
4 调节排气调气板
5 更换光电隔离器4N33
长时间处于“升温过
程”
运输电机不正常
运输热继电器测出电机超载或卡
住
1
重新开启运输热继电器
2
检查或更换热继电器
3
重新设定热继电器电流测值
1
信号灯塔红灯亮
上炉体顶升机构无动作
1 行程开关到位移位或损坏
2
紧急开关未复位
1 检查行程开关
2
检查紧急开关
计数不准确
1
计数传感器的感应距离改变
2
计数传感器损坏
1
调节计数传感器的感应距离
2
更换计数传感器
计算机屏幕上速度值误
差偏大
1 速度反馈传感器感应距离有误 1 检查编码器是否故障
2
检查编码器线路