松下LNB使用说明书.pdf - 第141页
LNB 3.1 生产管理信息 EJM5DC-MB-03L-09 Page 3-13 名称 说明 a 电源 ON 时间 机器开动的时间。 b 运转时间 机器处于生产模式的时 间。 c 实际运转时间 单轨和双轨,以及双轨 的交替贴装方式和独立贴装 方式的定义不 同。 ( * 1) ・ 单轨、双轨独立贴装 : 从进入生产模式后的时 间内减去因等待前后工序或 错误等造成 的贴装停止时间后的时 间。 ( 实际运转时间=运转时间-总停止时间 ) ・…
LNB
3.1
生产管理信息
Page 3-12 EJM5DC-MB-03L-09
G)
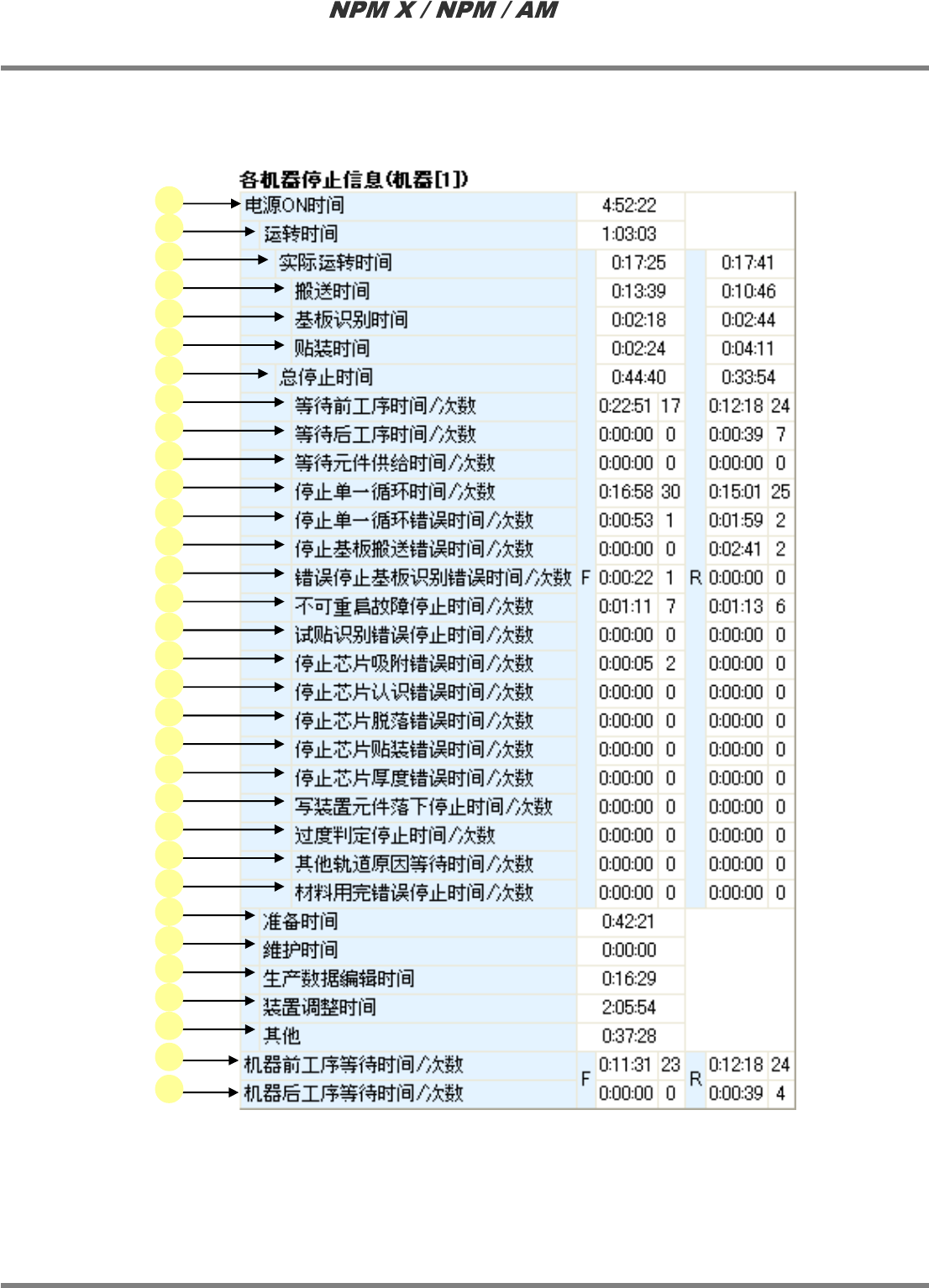
各机器停止信息
1.
拥有
2
个工作台的机器,将显示各工作台的信息。
3-1011
a
b
c
d
e
f
g
h
i
j
k
l
m
n
o
p
q
r
s
t
u
v
z
aa
ab
ac
ad
w
x
y
ae
af
LNB
3.1
生产管理信息
EJM5DC-MB-03L-09 Page 3-13
名称
说明
a
电源
ON
时间
机器开动的时间。
b
运转时间
机器处于生产模式的时间。
c
实际运转时间
单轨和双轨,以及双轨的交替贴装方式和独立贴装方式的定义不
同。
(
*
1)
・单轨、双轨独立贴装
:
从进入生产模式后的时间内减去因等待前后工序或错误等造成
的贴装停止时间后的时间。
(
实际运转时间=运转时间-总停止时间
)
・双轨交替贴装
: (
*
2)
从进入生产模式后的时间内减去因等待前后工序或错误等造成
的贴装停止时间,以及搬送时间后的时间。
(
实际运转时间=运转时间-总停止时间-
搬送时间
)
*
为了能够在最佳双轨交替贴装动作下消除因搬送所致的损失时
间。
d
搬送时间
进行基板搬送的时间。
(
*
1)
e
基板识别时间
进行基板识别的时间。
(
*
1)
f
贴装时间
进行贴装的时间。
(
*
1)
g
总停止时间
机器在生产中处于停止状态的时间。
(
*
1)
h
等待前工序时间
/
次数
等待前工序准备就绪的时间及其次数。
(
*
1)
i
等待后工序时间
/
次数
等待后工序准备就绪的时间及其次数。
(
*
1)
j
等待元件供给时间
/
次数
由于元件用完而等待的时间及其次数。
(
*
1)
k
停止单一循环时间
/
次数
通过操作员的操作执行单一停止或者执行循环停止后机器处于停
止状态的时间及其次数。
(
*
1)
l
停止单一循环错误时间
/
次数
机器检出错误后自动处于单一停止或者循环停止状态的时间及其
次数。
(
*
1)
m
停止基板搬送错误时间
/
次数
由于基板搬送错误而处于停止状态的时间及其次数。
(
*
1)
n
错误停止基板识别错误时间
/
次数
由于基板识别错误而处于停止状态的时间与停止后进行示教的时
间之合计及其次数。
(
*
1)
o
不可重启故障停止时间
/
次数
由于紧急停止而处于停止状态的时间及其次数。
(
*
1)
p
试贴识别错误停止时间
/
次数
由于试贴的识别错误而处于停止状态的时间及其次数。
(
*
1)
q
停止芯片吸附错误时间
/
次数
由于吸附错误而处于停止状态的时间及其次数。
(
*
1)
r
停止芯片认识错误时间
/
次数
由于识别错误而处于停止状态的时间及其次数。
(
*
1)
s
停止芯片脱落错误时间
/
次数
由于脱落错误而处于停止状态的时间及其次数。
(
*
1)
t
停止芯片贴装错误时间
/
次数
由于贴装错误而处于停止状态的时间及其次数。
(
*
1)
u
停止芯片厚度错误时间
/
次数
由于厚度错误而处于停止状态的时间及其次数。
(
*
1)
v
写装置元件落下停止时间
/
次数
由于转写装置落下而处于停止状态的时间及其次数。
(
*
1)
w
过度判定停止时间
/
次数
进行过度判定的时间及其次数。
(
*
1)
x
其他轨道原因等待时间
/
次数
由于受到其他轨道影响而处于停止状态的时间及其次数。
(
*
1)
y
材料用完错误停止时间
/
次数
由于材料
(
粘着剂等
)
用完错误而处于停止状态的时间及其次数。
(
*
1)
z
准备时间
从进入准备切换画面至退出为止的时间。
aa
维护时间
从进入维护画面至退出为止的时间。
ab
生产数据编辑时间
从进入生产数据编辑画面至退出为止的时间。
ac
装置调整时间
从进入装置调整画面至退出为止的时间。
ad
其他
从进入其他菜单画面至退出为止的时间。
ae
机器前工序等待时间
/
次数
机器前工序的等待结束时间与次数。
(
*
1)
af
机器后工序等待时间
/
次数
机器后工序的等待结束时间与次数。
(
*
1)
*
1:
这个项目只在显示切换信息之际显示,并将显示
F:
前面
/ R:
后面的项目。
*
2:
AM100
为单轨,因此不受这个条件的限制。
LNB
3.1
生产管理信息
Page 3-14 EJM5DC-MB-03L-09
H)
点胶信息
只可在
NPM
系列
(NPM-TT
、
NPM-TT2
除外
)
上使用。
名称
说明
a
机器顺序
设备的编号。
b L
生产线。
(F:
前
/ R:
后
)
*
本项目只在显示转换信息时显示。
c H
贴装头的位置。
(1:
前
/ 2:
后
)
d HA
吸嘴支座的地址。
e
材料库名
材料
(
粘接剂等
)
的资料库名。
f
点胶次数
点胶动作的次数。
*
点胶次数即使只属于移动动作,也会将每次动作都视为一次而计数。
描绘点胶也同样,移动到点胶点的动作、描绘所需的动作也会在每
一个的坐标动作之际,都执行计数。只在显示切换信息之际,显示
这个项目。
g
试贴次数
试贴动作的次数。
h
试贴识别错误停止次数
由于试贴识别错误而处于停止状态的次数。
I)
各个机器的吸附信息
名称
说明
a
机器顺序
设备的编号。
b L
生产线。
(F:
前
/ R:
后
)
*
本项目只在显示转换信息时显示。
c
吸附次数
此机器的吸附次数。
d
错误次数
此机器发生错误的次数。
*
错误次数是指吸附失误、识别失误、厚度失误、贴装失误、脱落失
误、写装置元件落下失误的合计次数。
e
损坏率
[PPM]
用以下的算式计算损坏率。
错误次数
/
吸附次数
´
1000000
f
错误率
[%]
相对此机器吸附次数的错误发生率。
g
吸附失误次数
此机器发生吸附错误的次数。
h
识别失误次数
此机器发生识别错误的次数。
i
厚度失误次数
此机器发生元件立吸错误的次数。
j
贴装失误次数
此机器发生贴装错误的次数。
k
脱落失误次数
此机器发生脱落错误的次数。
l
写装置元件落下错误次数
此机器发生写装置元件落下错误的次数。
3-1018
g h a b c d e f
3-1019
g h a b c d e f i j k l