TK52705.PickHeightTeaching.pdf - 第19页
Product Engineering Division SMT Sect ion Robotics Operations Y AMAHA MOTOR CO., L TD. MDOC-SOFT50389 19/26 Item Range Default Desc ript ion [End Pos. Offset] [Search P hase] 0.0 ~ 10.0 12mm/1.5 T ray/0.0 Enter a…
Product Engineering Division
SMT Section
Robotics Operations
YAMAHA MOTOR CO., LTD.
MDOC-SOFT50389
18/26
Item Range Default Description
[Step Volume(mm)]
Up Phase
0.0~1.0
0.01 Enter ascent step amount at “Up Phase”.
Below is the setting items for 12mm feeder and tray feeder
(▲2) (▲3)
Measure Mode Normal
Slowly
Normal Select a measurement mode.
Select [Normal] unless otherwise
instructed.
Limit Parts Size
X,Y,Z(mm)
X,Y,Z :
100.0
X,Y : 3.0
Z: 1.0
The minimum parts size allowable for
height measurement. Pick height is not
measured when parts size is smaller
than this value.
When “0.0” is entered, parts size is not
limited.
Result Offset(mm)
-1.0~1.0
12mm/0.1
Tray/0.5
Enter an offset value to add to a
measurement result.
[Result Range]
Lower Limit(-)(mm)
Upper Limit(+)(mm)
12mm/
±5.0mm
Tray/
±12.6mm
12mm/
±2.0
Tray/
±12.6
Threshold to judge measurement result
error. When the measured height is over
the [Upper Limit] or [Lower Limit] value,
and error occurs.
[Vacuum Check Level]
Open Vacuum Level
1~30
2 When variety of measured vacuum level
is over this value, it goes to the next
measurement phase.
[Vacuum Check Level]
Diff Vacuum Level
1~30
5 When a difference of vacuum level
before and after measurement is over
this value, an error occurs.
Lowest Open Vac
Level
1~200
100 When vacuum level at starting
measurement is higher than this value,
and error occurs.
Check Sec
-10.0 ~
10.0
-0.001 Used for judge of height measurement.
Do not change this value unless
otherwise instructed.
[Start Pos. Offset]
[Search Phase]
0.0~30.0
12mm/5.0
Tray/15.0
Enter an offset value from the plate
height Z to start [Search Phase]. For tray
parts, an offset value is from the pallet
bottom.
Product Engineering Division
SMT Section
Robotics Operations
YAMAHA MOTOR CO., LTD.
MDOC-SOFT50389
19/26
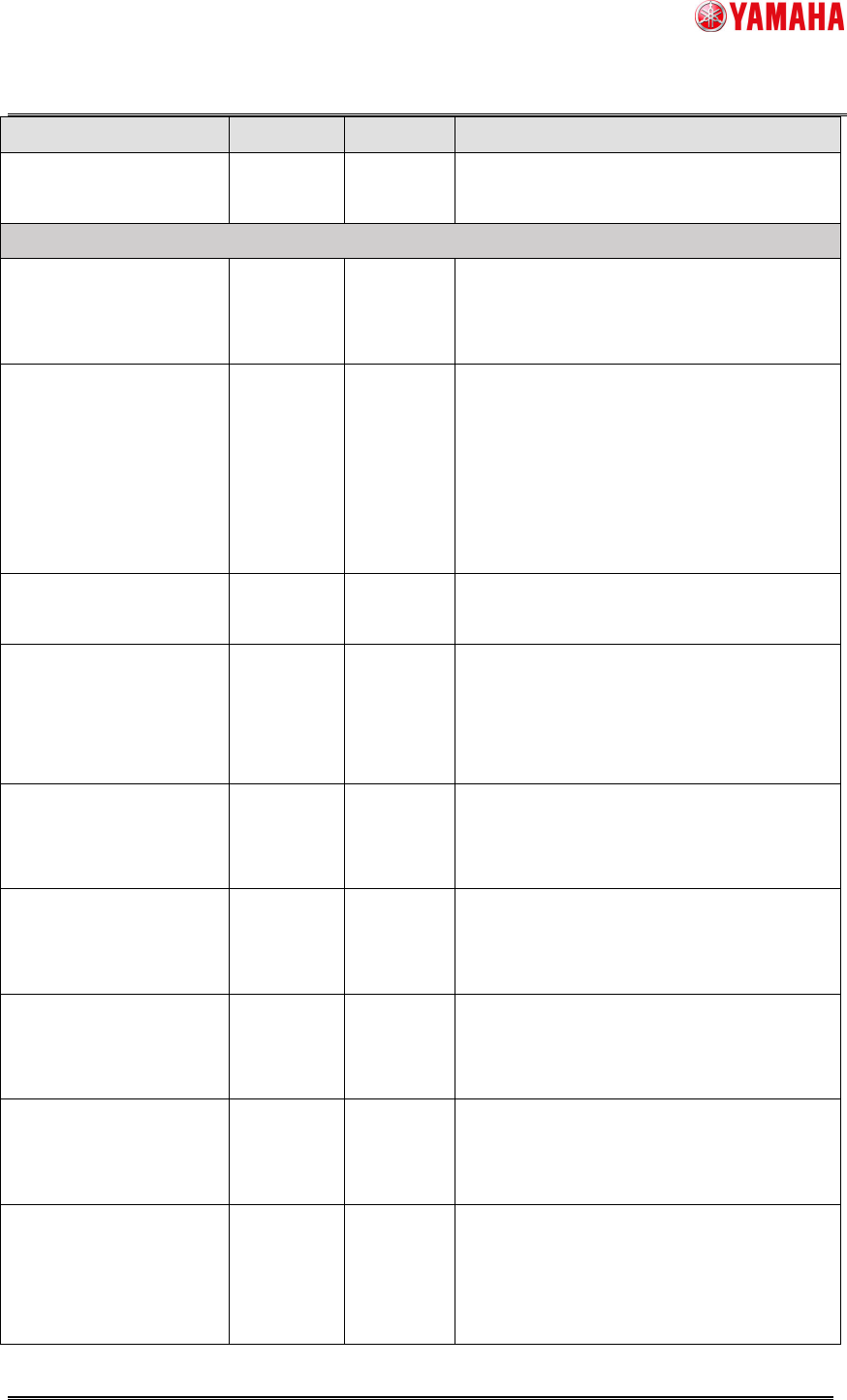
Item Range Default Description
[End Pos. Offset]
[Search Phase]
0.0~10.0
12mm/1.5
Tray/0.0
Enter an offset value from the plate
height Z to finish [Detail Phase]. For tray
parts, an offset value is from the pallet
bottom.
[End Pos. Offset]
[Detail Phase]
0.0~10.0
12mm/2.0
Tray/0.0
Enter an offset value from the end of the
[Search Phase] to finish [Detail Offset].
For Tray parts, an offset value is from the
pallet bottom.
[Step Volume]
[Detail Phase]
0.0~1.0
0.05 Amount of descent step at [Detail
Phase].
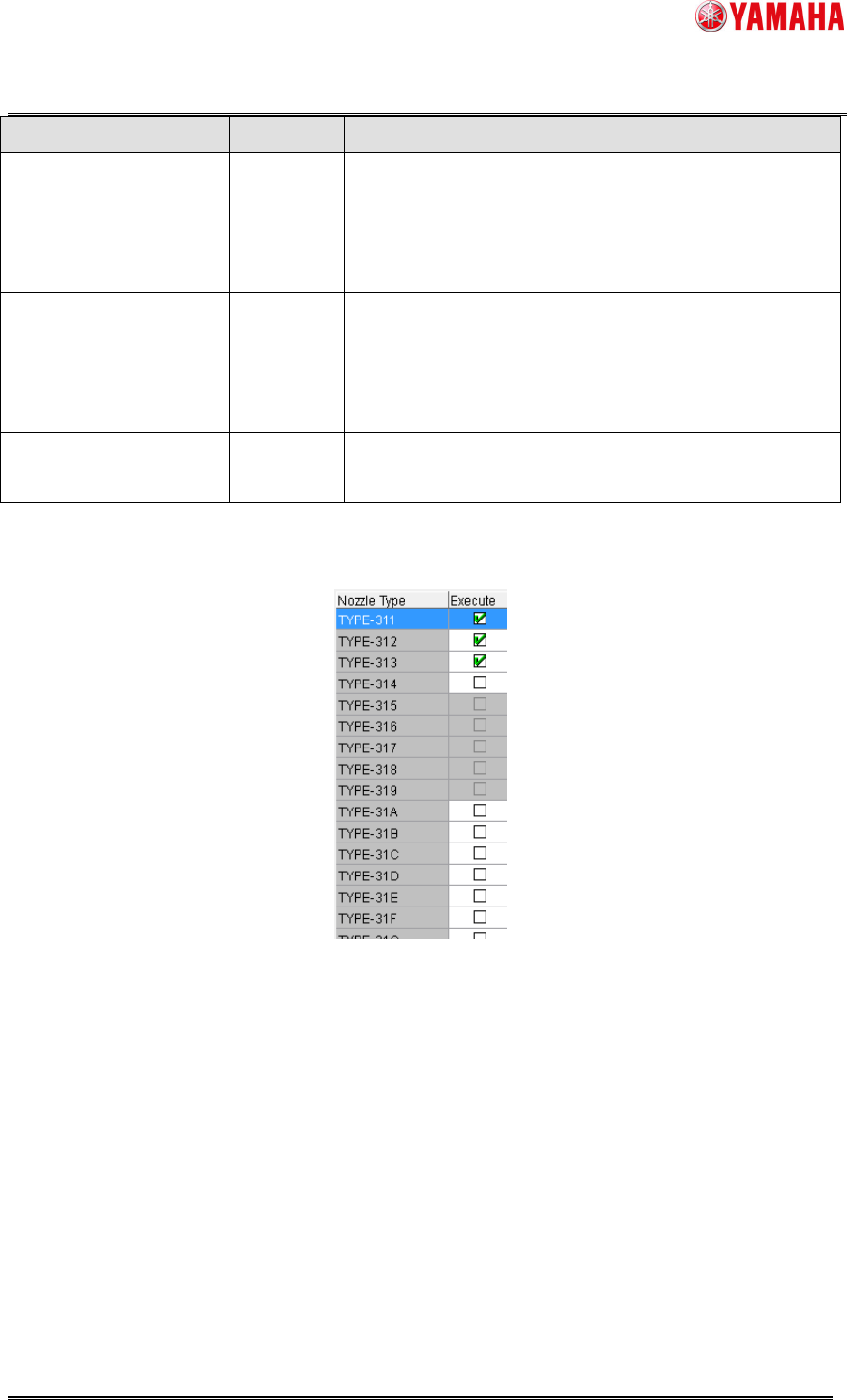
Check a nozzle type to be measured.
It is necessary to select nozzle type for measurement of 8mm feeder and 12mm feeder.
Fig 4.2 Nozzle type selection on the [Pick Height Teach] screen
Checked nozzles are used for height teaching.
With 8mm feeder, on a machine supported with head variation, you can select several
nozzle groups. In that case, it is necessary to select nozzles for each group. Select a nozzle
group from the combo box.
< Caution >
When a carbon tape guide is used, 303, 314, 603, 503, and 514 nozzles are not available
for pick height teaching.
Product Engineering Division
SMT Section
Robotics Operations
YAMAHA MOTOR CO., LTD.
MDOC-SOFT50389
20/26
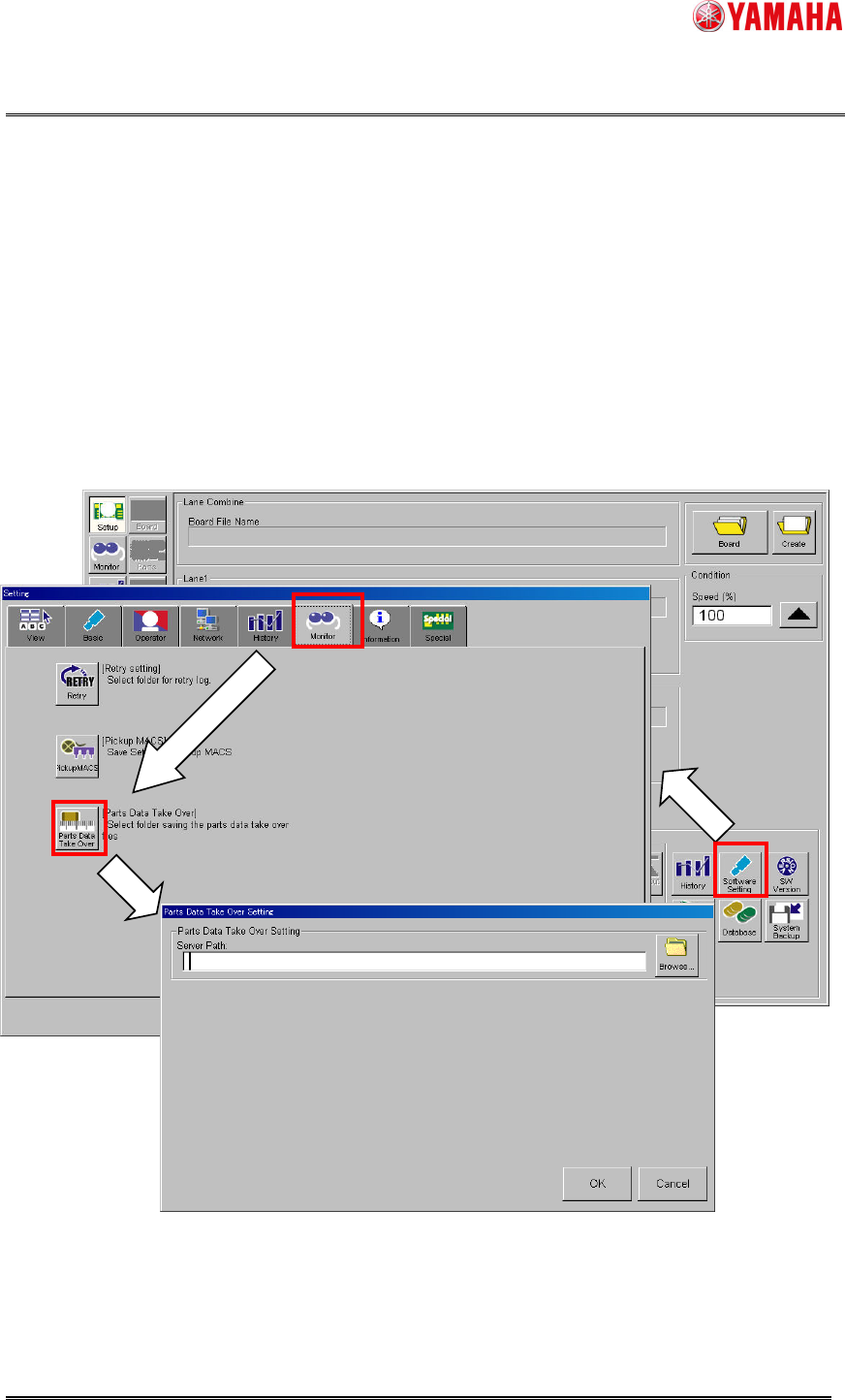
4.2 Takeover of Parts Data
Parts data takeover file is saved in “D:¥Machine¥Status¥PartsTakeOver¥” by default. By
setting the saving path to the server, the teaching results can be taken over among several
machines.
To change the takeover file path, open the [Software Setting]-[Monitor]-[Parts Data Take
Over]-[Parts Data Take Over Setting] screen, and enter a file path in [Server Path].
< Caution >
Files in the specified folder can be deleted automatically, so that do not save any other files
than a parts data takeover file "Feeder_*.sts" there.
Fig 4.2 [Parts Data Take Over Setting] screen