RX-8_QA表.pdf - 第11页
Q A 表 NO. 1 NO. 1 (5/6) 机种 确认方法 1. 安装吸嘴轴后,将 L 型的测量治具安装到推拉力计附带治具的前端。 ( 图 1) 在组装机械阀门时,测量线轴更换负载。 2. 将有缺角的部位放入线轴的下部设置好,向上提推拉力计。 ( 图 2) 使用专用测量治具,用推拉力计测量线轴的按压 / 拉伸负载。 此时,读取动作的负载。 规格值: 0.5-1.5N 3. 将治具安装在线轴上,按下推拉力计。 ( 图 3) 此时,读取…
Q
A
表
NO.
1
NO.
1 (4/6)
机种
确认方法
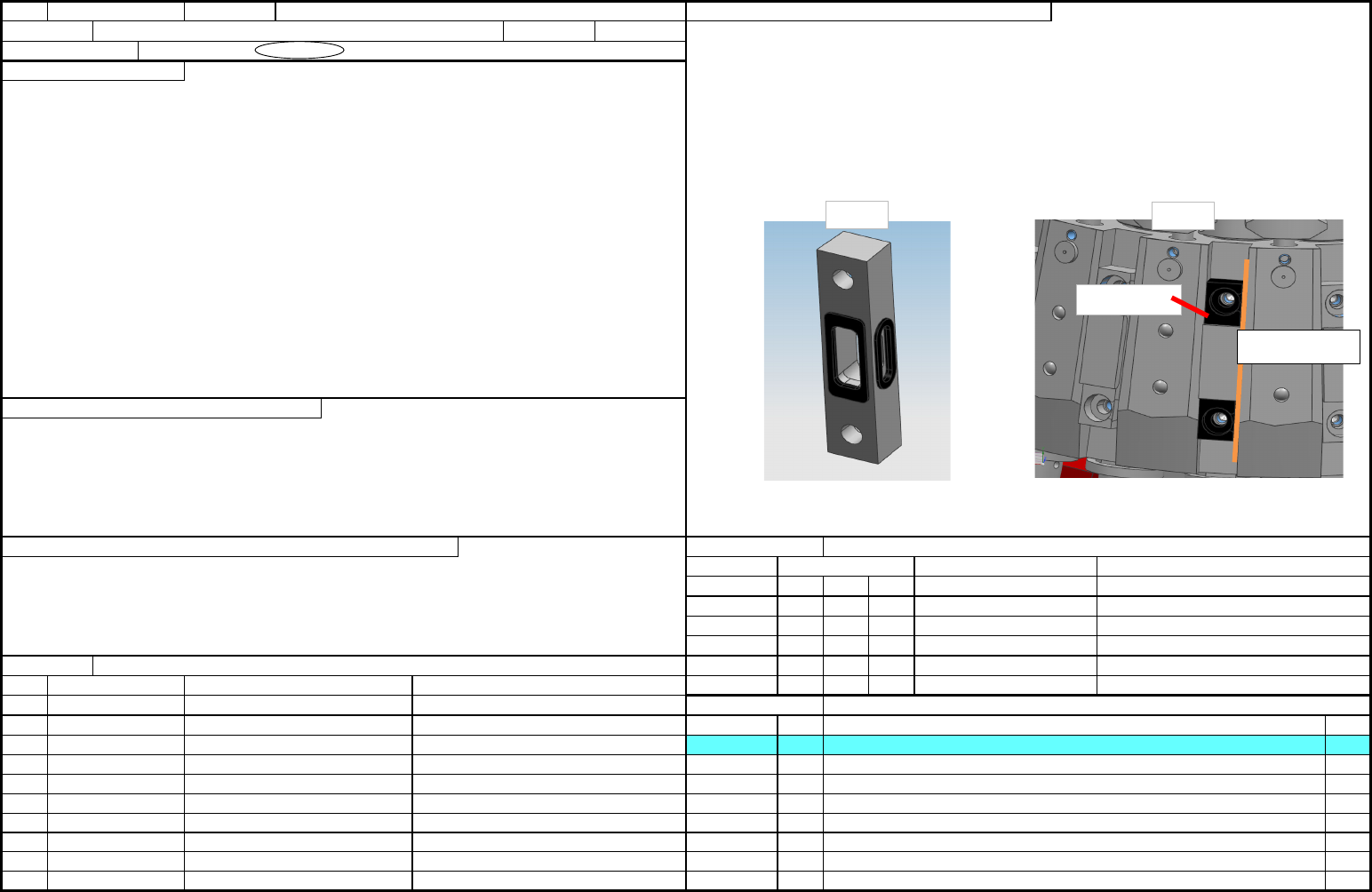
加入过滤器的树脂盒,插入塞尺(0.3mm),一边按住一边安装。
规格值:插入0.3mm塞尺状态下用0.2N・m的力拧紧
树脂盒的密封垫正确安放接触,起到防止漏气的作用。
由于真空压低下,可能导致不能正确吸取贴片。
CDE
CDE
CDE
CDE
CDE
No. CDE
①
②
No.
担当人
③
1
仲河
④
⑤
⑥
⑦
⑧
⑨
⑩
内容
2021/3/12
新制作
变更履历
日期
对象元件
货号 品名 有关质量特性
日期 发生时期 内容 处理
1. 注意树脂盒的密封垫应没有扭曲,正确贴好。(图1)
故障发生履历
RX-8
装置名称
贴装头 (P20)
确认方法及调整方法(故障处理方法)
功能名称 过滤器树脂盒的安装 制作日
2021.03.12
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
2. 将树脂盒安装在转塔上。再将0.3mm的塞尺插入右侧,用0.2N・m的力拧紧。(图2)
塞尺(0.3mm)
树脂盒
图1
图2
2-4
Q
A
表
NO.
1
NO.
1 (5/6)
机种
确认方法
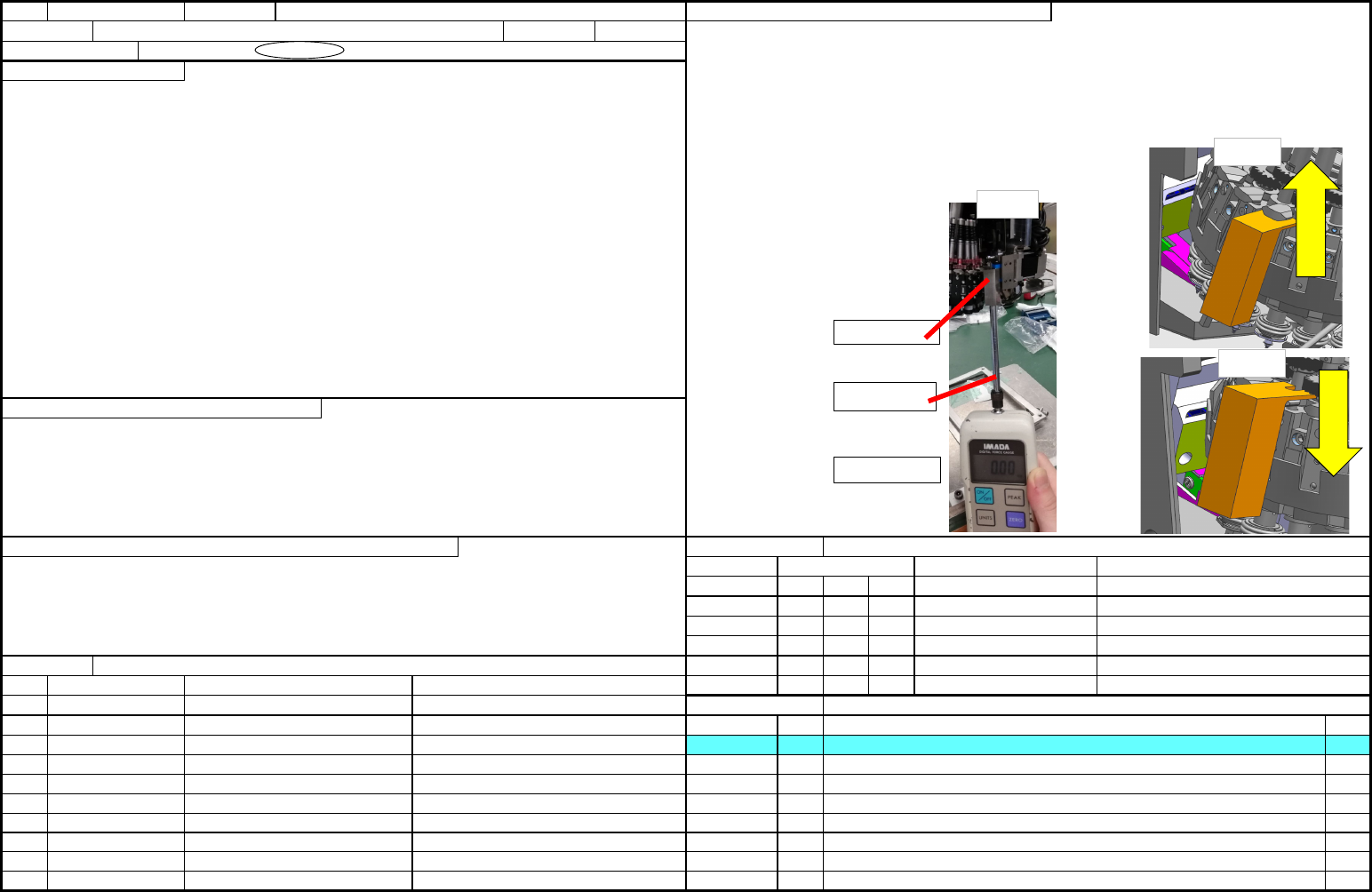
1. 安装吸嘴轴后,将L型的测量治具安装到推拉力计附带治具的前端。(图1)
在组装机械阀门时,测量线轴更换负载。
2. 将有缺角的部位放入线轴的下部设置好,向上提推拉力计。(图2)
使用专用测量治具,用推拉力计测量线轴的按压/ 拉伸负载。
此时,读取动作的负载。
规格值: 0.5-1.5N
3. 将治具安装在线轴上,按下推拉力计。(图3)
此时,读取动作的负载。
4. 对全部Index实施2,3,并记录。
为了确保正确的切换阀门动作的确认方法。
有可能会出现线轴不动作,以及更换阀门后不能正常动作的情况。
CDE
CDE
CDE
CDE
CDE
No. CDE
①
②
No.
担当人
③
1
仲河
④
⑤
⑥
⑦
⑧
⑨
⑩
内容
2021/3/12
新制作
变更履历
日期
对象元件
货号 品名 有关质量特性
日期 发生时期 内容 处理
故障发生履历
RX-8
装置名称
贴装头 (P20)
确认方法及调整方法(故障处理方法)
功能名称 线轴更换负载的测量 制作日
2021.03.12
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
推拉力计
附属治具
测量治具
图1
图2
图3
2-5
Q
A
表
NO.
1
NO.
1 (6/6)
机种
确认方法
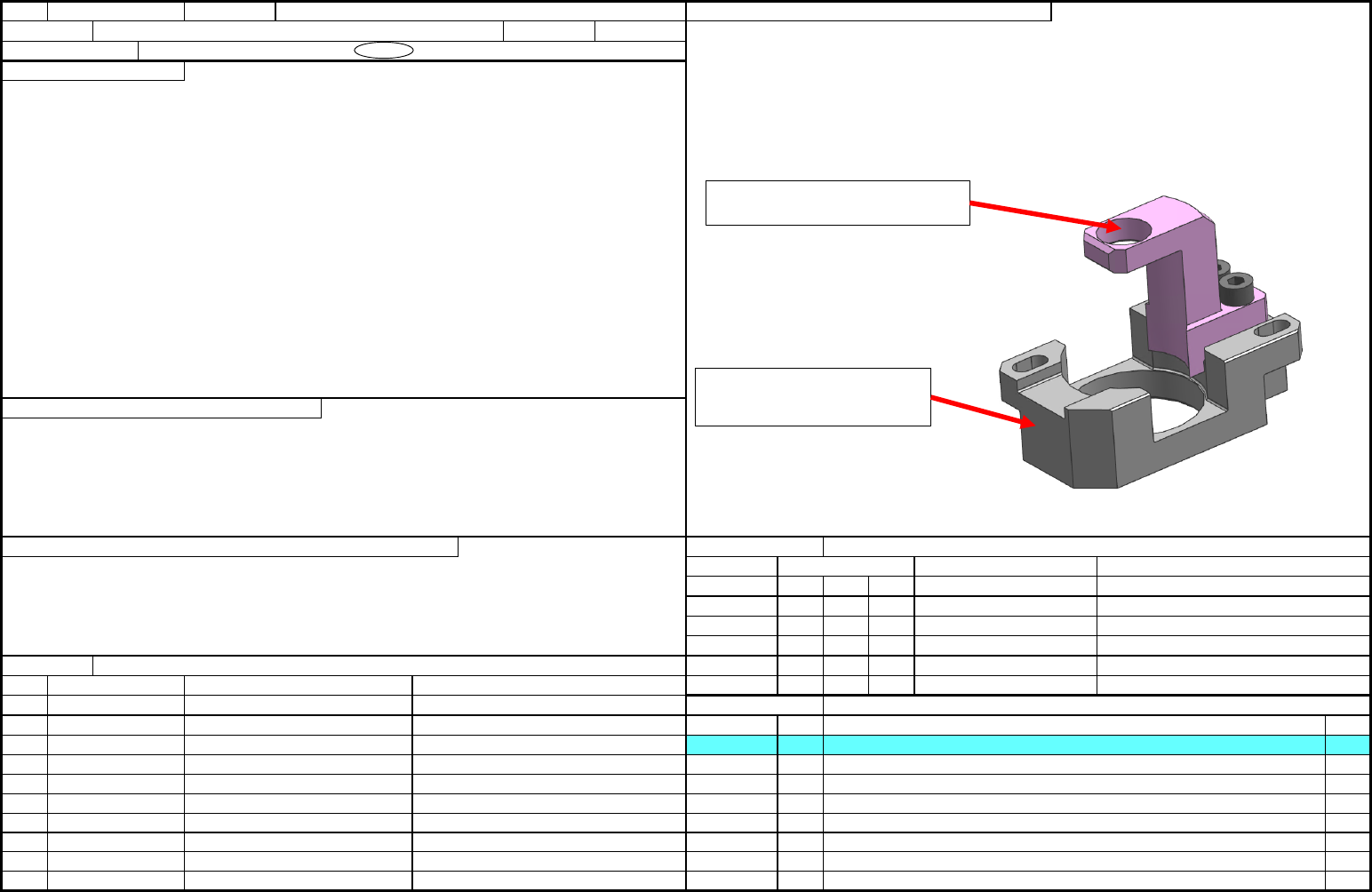
对于安装在RT轴马达的轴承杆子组,有下述的孔同轴度规定。
与马达法兰的结合部,Φ22H7
与安装在RT齿轮前端的轴承的结合部 Φ9H7
规格值: 同轴度Φ0.13mm以下
为了不超出马达的允许径向负载,对轴承杆的同轴度进行了规定。
造成RT马达的轴折损的原因。
CDE
CDE
CDE
CDE
CDE
No. CDE
①
②
No.
担当人
③
004889
7
大和田
④
⑤
⑥
⑦
⑧
⑨
⑩
内容
2021/5/31
新制作
40231567 RT BEARING_HOLDER(B)
变更履历
40241751 HOLDER_B_RT-2_BEARING
日期
对象元件
货号 品名 有关质量特性
日期 发生时期 内容 处理
故障发生履历
RX-8
装置名称
贴装头 (P20)
确认方法及调整方法(故障处理方法)
功能名称
RT轴的轴承杆同轴度
制作日
2021.05.31
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
40231567
RT_BEARING_OLDER1_B
40241751
RT2_BEARING_HOLDER_B
2-6