00198765-02_VD_SSW_713.1_R20-1_EN_DE.pdf - 第50页
Stationssoftware 713.1 (R2 0-1) / Vers ionsbeschreibung Ausgabe 05/2020 16 Abbildung 4-6: Über s icht der Maschinenu mgebung mit In formationen zur Re k alibrieru ng auf einer Masterstation Auf einer Nicht-Mas ter-Statio…

Stationssoftware 713.1 (R20-1) / Versionsbeschreibung Ausgabe 05/2020
15
4.6 Rekalibrierungen aller SIPLACE Stationen entlang der Linie
synchronisieren
Kompatibler Modus: Versteckt
Der Rekalibrierungsvorgang kann nun für alle SIPLACE Stationen entlang der Linie synchronisiert
werden, um die gesamte Stillstandszeit dieser Produktionslinie zu minimieren. Eine SIPLACE
Station in der Linie übernimmt dabei die Rolle der "Masterstation". Wenn auf einer mit der
Masterstation verbundenen Stationen eine Rekalibrierung ausgelöst wird, werden alle anderen
erreichbaren SIPLACE Stationen entlang der Linie veranlasst, den gleichen
Rekalibrierungsvorgang wie die Masterstation zu starten.
Wenn eine Nicht-Master-SIPLACE Station nicht erreicht werden kann, wenn die synchronisierte
Rekalibrierung ausgelöst wird, z. B. weil sie zu diesem Zeitpunkt offline ist, erfolgt die
Rekalibrierung nicht synchronisiert. Wenn eine Station veranlasst wird während der Produktion
eine synchronisierte Rekalibrierung zu starten, stoppt die Station die Produktion und startet den
Rekalibrierungsvorgang. Wenn die Station veranlasst wird eine synchronisierte Rekalibrierung zu
starten, während sie bereits rekalibriert wird, wird der ausgelöste Rekalibrierungsvorgang zur
Auftragswarteschlange für Rekalibrierungen hinzugefügt, d. h. der Rekalibrierungsvorgang wird
nach Abschluss des aktuellen Rekalibrierungsvorgangs durchgeführt. Wenn während des aktuell
ausgeführten Rekalibrierungsvorgangs an der Station bereits eine von der Masterstation
ausgelöste Rekalibrierung durchgeführt wurde, wird diese nicht zur Auftragswarteschlange für
Rekalibrierungen hinzugefügt. Wenn die Station veranlasst wird eine synchronisierte
Rekalibrierung zu starten, während sie angehalten wird, z. B. durch einen Bediener oder aufgrund
eines Fehlers, wird der Rekalibrierungsvorgang zur Auftragswarteschlange für Rekalibrierungen
hinzugefügt und nach dem Neustart der Station durchgeführt.
In den Einstellungen Maschinenumgebung in der Stations-GUI können Sie sich Informationen zur
synchronisierten Rekalibrierung im Bereich Nachkalibrierungen auf Linienebene auf der rechten
Seite ansehen. Je nachdem, welche Rolle die Station während der synchronisierten Rekalibrierung
hat, werden unterschiedliche Informationen angezeigt.
An der Masterstation wird nur die Option Nachkalibrierungen synchronisieren angezeigt. Wenn
die Option aktiviert ist, wird die Rekalibrierung entlang der Linie synchronisiert. Wenn die Option
deaktiviert ist, rekalibrieren alle Maschinen unabhängig voneinander.
HINWEIS
Die Option Nachkalibrierungen synchronisieren kann nur an der Masterstation
aktiviert oder deaktiviert werden.
Stationssoftware 713.1 (R20-1) / Versionsbeschreibung Ausgabe 05/2020
16
Abbildung 4-6: Übersicht der Maschinenumgebung mit Informationen zur Rekalibrierung auf einer Masterstation
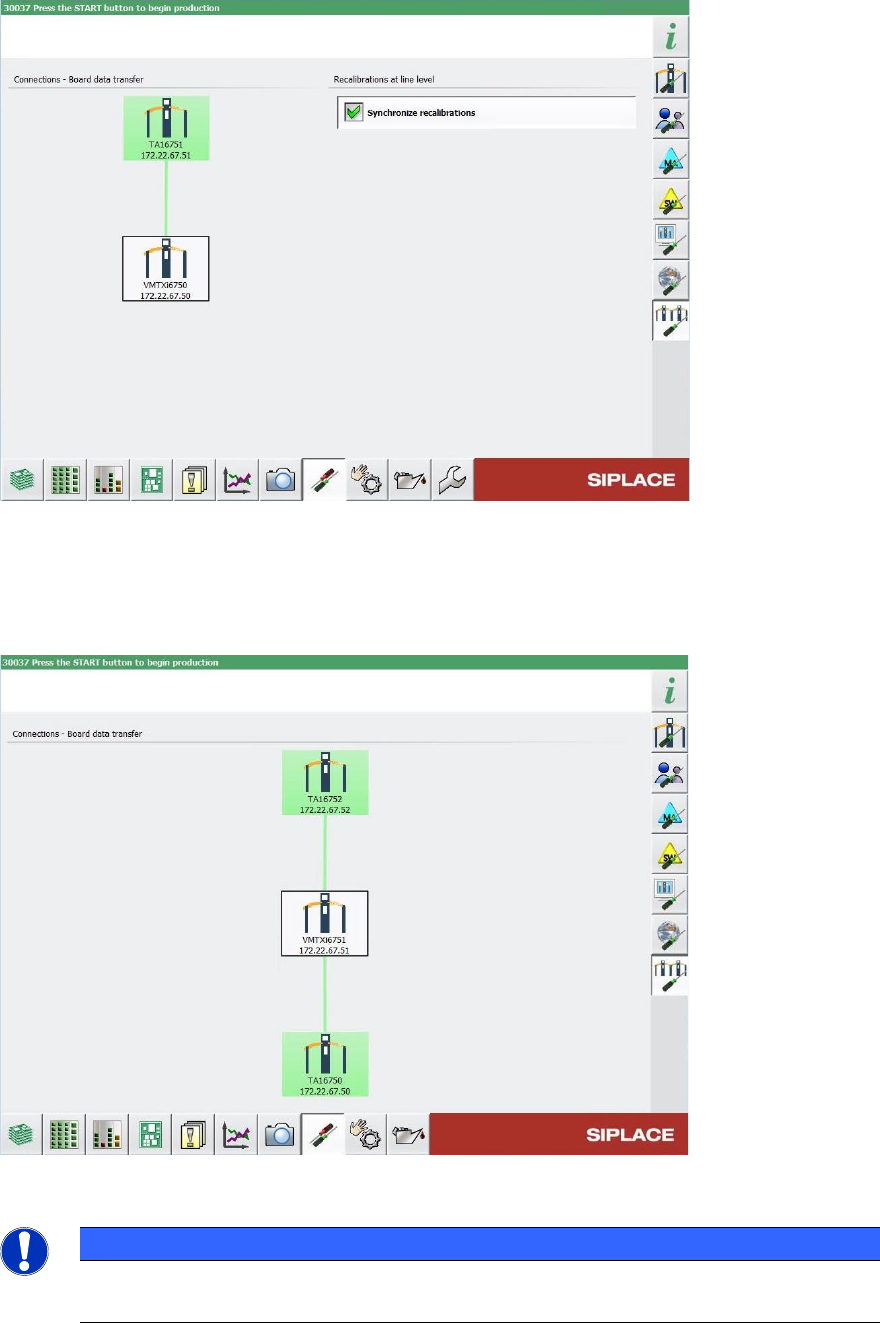
Auf einer Nicht-Master-Station werden zusätzlich der Name der Masterstation (falls vorhanden)
und der Verbindungsstatus zur Masterstation angezeigt. Wenn die Masterstation grün
hervorgehoben ist, ist die Verbindung erfolgreich hergestellt. Wenn die Masterstation rot markiert
ist, ist die Verbindung fehlgeschlagen, z. B. weil die Masterstation offline ist.
Abbildung 4-7: Übersicht der Maschinenumgebung mit Informationen zur Rekalibrierung auf einer Nicht-Master-Station
HINWEIS
Bitte beachten Sie, dass diese Funktion in der Produktionsansicht für keinen der beiden
Zustände (ein-/ausgeschaltet) mit einem Icon angezeigt wird.
Stationssoftware 713.1 (R20-1) / Versionsbeschreibung Ausgabe 05/2020
17
4.7 Vakuum-Tooling durch Barcode-Marke verifizieren
Kompatibler Modus: Nicht unterstützt
Vakuum-Toolings verwenden Unterdruck, um eine Leiterplatte aufzunehmen und sie während des
Bestückvorgangs exakt und plan auf einer Vakuumauflage (Werkzeug-Oberplatte des Vakuum-
Toolings) zu fixieren, wodurch optimale Bedingungen für die Bestückung geschaffen werden. Die
verschiedenen Vakuum-Tooling-Typen sind oft nur für bestimmte Leiterplattentypen ausgelegt. Bei
Verwendung eines falschen Vakuum-Tooling-Typs kann es nicht nur zu Ungenauigkeiten bei der
Bestückung kommen, sondern auch zu Schäden oder zur Zerstörungen einer Leiterplatte. Um
sicherzustellen, dass die richtigen Vakuum-Tooling-Typen in der Station montiert wurden, müssen
sie mit den Vakuum-Tooling-Typen abgeglichen werden, die in den Vakuum-Tooling
Konfigurationen in SIPLACE Pro definiert sind.
Wenn Sie Vakuum-Toolings in einer Station verwenden, müssen Sie diese im Los in SIPLACE Pro
und in der Stationssoftware konfigurieren. Um zu überprüfen, ob die richtigen Vakuum-Toolings in
der Station montiert wurden, wird die Konfiguration an der Station mit den Spezifikationen im Los
verglichen.
Um die in der Station montierten Vakuum-Toolings automatisch zu identifizieren, kann eine
Barcode-Marke verwendet werden, die auf der Vakuum-Tooling Oberfläche platziert wird. Der
Barcode enthält Informationen über das Vakuum-Tooling, z. B. den Namen und den genauen
Vakuum-Tooling-Typ.
Um den Barcode auf dem Vakuum-Tooling zu finden, müssen in SIPLACE Pro folgende Parameter
angegeben werden:
– Die Dimension des Vakuum-Toolings (Länge und Breite)
– Der X-/Y-Offset der Barcode-Marke in Bezug auf den Referenzpunkt
– Die Referenz zur Barcode-Marke
– Die Barcode-Verifizierungszeichenkette
Beim Los-Download, wenn der Transport leer ist, wird der Hubtisch in die obere Position gehoben,
wo der Barcode auf der Tooling Oberfläche von der LP-Kamera gescannt werden kann. Die auf
dem Barcode enthaltenen Informationen werden dann mit den Spezifikationen im Los verglichen.