00198765-02_VD_SSW_713.1_R20-1_EN_DE.pdf - 第51页
Stationssoftware 713.1 (R2 0-1) / Vers ionsbeschreibung Ausgabe 05/2020 17 4.7 Vakuum-Tool ing durch Barc ode-Marke ve rifizieren Kompatibler Modus: N icht unterstützt Vakuum-Toolings v erwenden Unterdruck, u m eine Leit…
Stationssoftware 713.1 (R20-1) / Versionsbeschreibung Ausgabe 05/2020
16
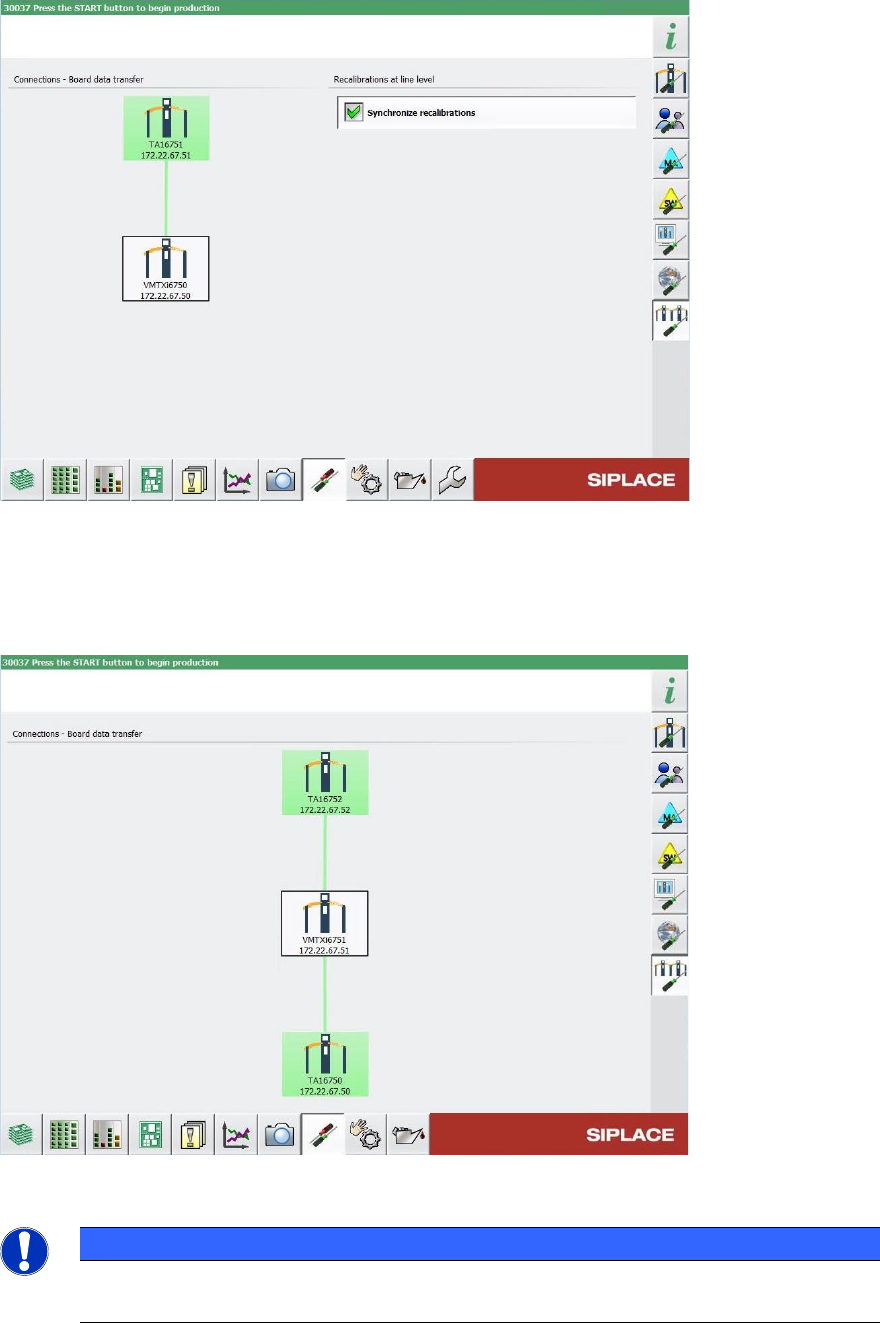
Abbildung 4-6: Übersicht der Maschinenumgebung mit Informationen zur Rekalibrierung auf einer Masterstation
Auf einer Nicht-Master-Station werden zusätzlich der Name der Masterstation (falls vorhanden)
und der Verbindungsstatus zur Masterstation angezeigt. Wenn die Masterstation grün
hervorgehoben ist, ist die Verbindung erfolgreich hergestellt. Wenn die Masterstation rot markiert
ist, ist die Verbindung fehlgeschlagen, z. B. weil die Masterstation offline ist.
Abbildung 4-7: Übersicht der Maschinenumgebung mit Informationen zur Rekalibrierung auf einer Nicht-Master-Station
HINWEIS
Bitte beachten Sie, dass diese Funktion in der Produktionsansicht für keinen der beiden
Zustände (ein-/ausgeschaltet) mit einem Icon angezeigt wird.
Stationssoftware 713.1 (R20-1) / Versionsbeschreibung Ausgabe 05/2020
17
4.7 Vakuum-Tooling durch Barcode-Marke verifizieren
Kompatibler Modus: Nicht unterstützt
Vakuum-Toolings verwenden Unterdruck, um eine Leiterplatte aufzunehmen und sie während des
Bestückvorgangs exakt und plan auf einer Vakuumauflage (Werkzeug-Oberplatte des Vakuum-
Toolings) zu fixieren, wodurch optimale Bedingungen für die Bestückung geschaffen werden. Die
verschiedenen Vakuum-Tooling-Typen sind oft nur für bestimmte Leiterplattentypen ausgelegt. Bei
Verwendung eines falschen Vakuum-Tooling-Typs kann es nicht nur zu Ungenauigkeiten bei der
Bestückung kommen, sondern auch zu Schäden oder zur Zerstörungen einer Leiterplatte. Um
sicherzustellen, dass die richtigen Vakuum-Tooling-Typen in der Station montiert wurden, müssen
sie mit den Vakuum-Tooling-Typen abgeglichen werden, die in den Vakuum-Tooling
Konfigurationen in SIPLACE Pro definiert sind.
Wenn Sie Vakuum-Toolings in einer Station verwenden, müssen Sie diese im Los in SIPLACE Pro
und in der Stationssoftware konfigurieren. Um zu überprüfen, ob die richtigen Vakuum-Toolings in
der Station montiert wurden, wird die Konfiguration an der Station mit den Spezifikationen im Los
verglichen.
Um die in der Station montierten Vakuum-Toolings automatisch zu identifizieren, kann eine
Barcode-Marke verwendet werden, die auf der Vakuum-Tooling Oberfläche platziert wird. Der
Barcode enthält Informationen über das Vakuum-Tooling, z. B. den Namen und den genauen
Vakuum-Tooling-Typ.
Um den Barcode auf dem Vakuum-Tooling zu finden, müssen in SIPLACE Pro folgende Parameter
angegeben werden:
– Die Dimension des Vakuum-Toolings (Länge und Breite)
– Der X-/Y-Offset der Barcode-Marke in Bezug auf den Referenzpunkt
– Die Referenz zur Barcode-Marke
– Die Barcode-Verifizierungszeichenkette
Beim Los-Download, wenn der Transport leer ist, wird der Hubtisch in die obere Position gehoben,
wo der Barcode auf der Tooling Oberfläche von der LP-Kamera gescannt werden kann. Die auf
dem Barcode enthaltenen Informationen werden dann mit den Spezifikationen im Los verglichen.
Stationssoftware 713.1 (R20-1) / Versionsbeschreibung Ausgabe 05/2020
18
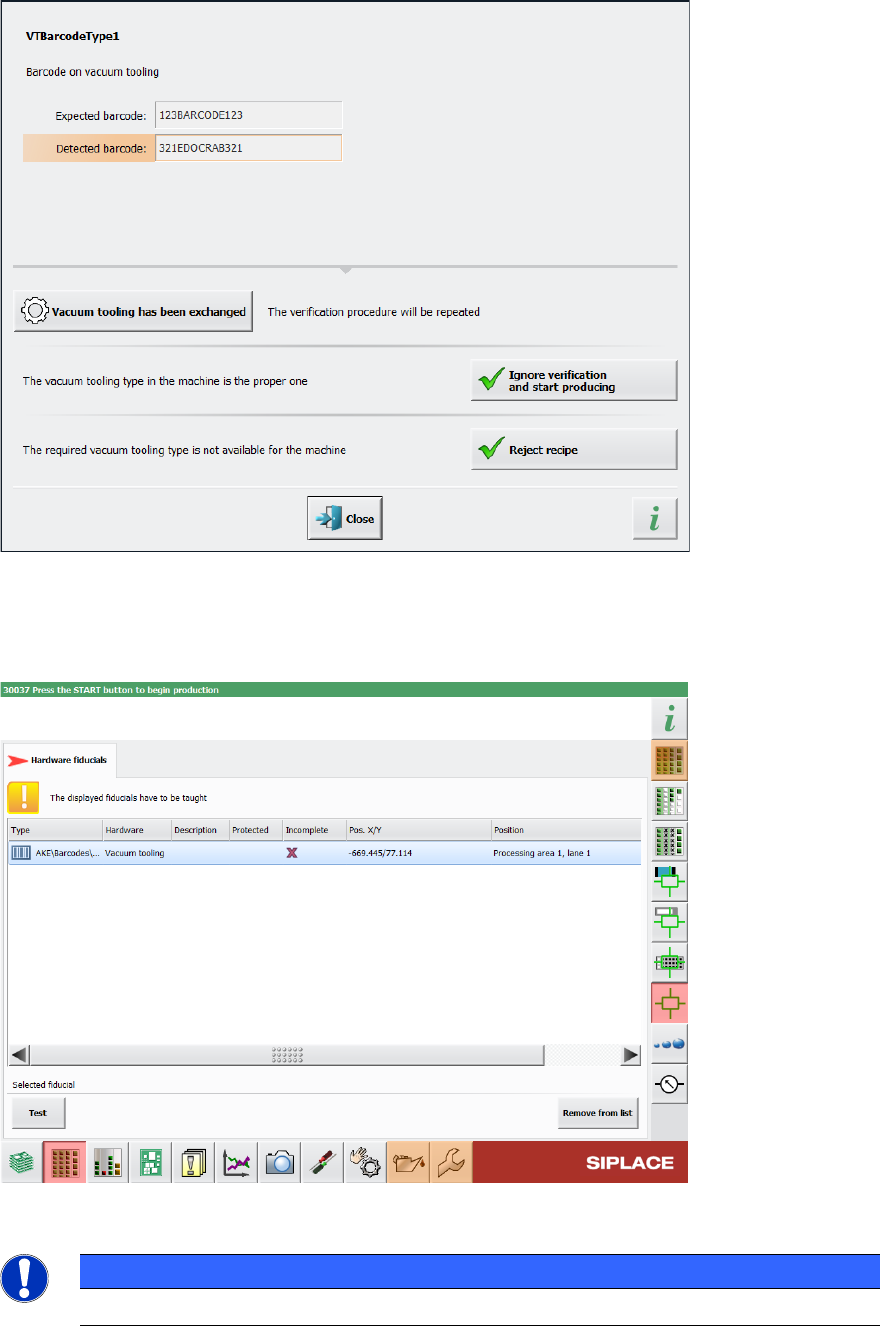
Wenn der Barcode nicht gelesen werden kann, der Vakuum-Tooling-Typ unbekannt ist oder die
Informationen im Barcode nicht mit den in der Stationssoftware Konfiguration gespeicherten Daten
übereinstimmen, wird eine Fehlermeldung angezeigt:
Abbildung 4-8: Angezeigte Fehlermeldung, wenn Barcodeinformationen nicht mit dem Los übereinstimmen
In den Ansicht Aktuelle Maschinenanforderungen für das Teachen in der Stations-GUI wurde
die Registerkarte Hardware-Marken hinzugefügt, die eine Liste der Hardware-Marken enthält, die
geteacht werden müssen. Diese Registerkarte enthält auch die Barcodes für Vakuum-Toolings.
Abbildung 4-9: Liste der Vakuum-Tooling-Barcodes, die geteacht werden müssen
HINWEIS
Die Position des Barcodes kann in der Stationssoftware nicht geändert werden.