00195738-0102_UM_X-Serie_SR605_KO.pdf - 第260页
4 셋업 및 작동 사용자 매 뉴얼 SIPLACE X-Series 4.3 실장기 셋업 소프트웨어 버전 SR .605.xx 2008 년 7 월 한글판 260 4.3 .4.1 중간 장비 다리 높이 사전 설정 중간 장비 다리는 사전 설정되어 있습니다 . 스페이서는 장 비 높이의 올바른 위치에서 밑 면에 볼 트로 결합해야 합니다 . PCB 컨베 이어 높 이를 830mm 로 설 정 PCB 컨베이어 높이…
4 셋업 및 작동 사용자 매뉴얼 SIPLACE X-Series
4.3 실장기 셋업 소프트웨어 버전 SR.605.xx 2008 년 7 월 한글판
260
4.3.4.1 중간 장비 다리 높이 사전 설정
중간 장비 다리는 사전 설정되어 있습니다 . 스페이서는 장비 높이의 올바른 위치에서 밑 면에 볼
트로 결합해야 합니다 .
PCB 컨베이어 높이를 830mm 로 설정
PCB 컨베이어 높이를 830mm 로 하려면 스페이서가 필요하지 않습니다 .
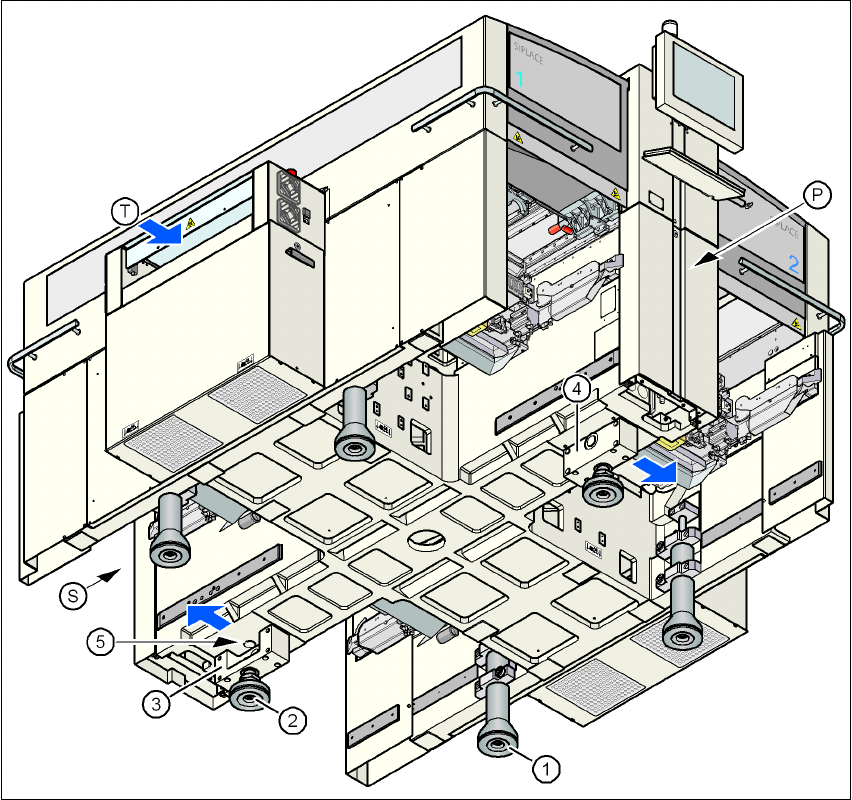
→ 중간 장비 다리를 최대한 꽉 조입니다 (259 페이지에 있는 그림 4.3 - 3 의 5 번 위치 참조 ).
PCB 컨베이어 높이를 900mm 로 설정
PCB 컨베이어 높이를 900mm 로 하려면 스페이서가 필요합니다 .
→ 90mm 면이 수직이 되도록 하고 중간 장비 다리 끝에 있는 구멍이 아래를 향하도록 하여 스
페이서를 배치합니다 .
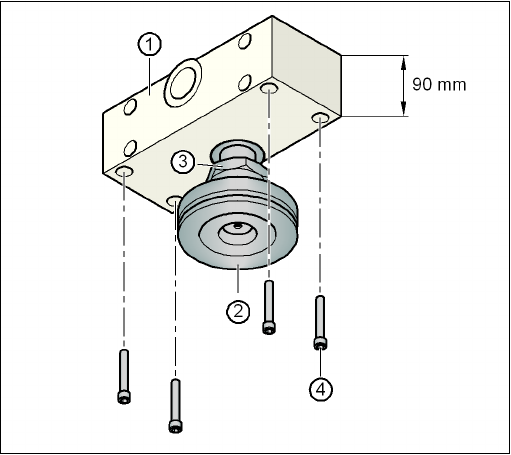
그림 4.3 - 4 이송 높이 900mm 를 위한 스페이서 배치
(1) 스페이서 높이 : 90mm
(2) 중간 장비 다리
(3) M24 잠금 너트
(4) 6 각 소켓 나사 M12x80 4 개
→ 중간 장비 다리의 나사를 스페이서 아래 쪽에 있는 구멍으로 조입니다 .
→ 장비 아래 스페이서 두 개를 다음과 같이 배치합니다 .
– 공압 장치에 있는 스페이서 구멍이 PCB 이송 방향을 향하도록 합니다 (259 페이지 그림
4.3 - 3 의 4 번 위치 참조 ).
– 전원 공급 장치 면에 있는 스페이서 구멍이 PCB 이송 방향과 반대가 되도록 합니다 (259
페이지 그림 4.3 - 3 의 3 번 위치 참조 ).
사용자 매뉴얼 SIPLACE X-Series 4 셋업 및 작동
소프트웨어 버전 SR.605.xx 2008 년 7 월 한글판 4.3 실장기 셋업
261
→ 10mm 스크류드라이버 비트를 사용하여 6 각 소켓 나사 M12x80 4 개를 조입니다 (260 페이
지에 있는 그림 4.3 - 4 의 4 번 위치 참조 ).
PCB 컨베이어 높이를 930mm 와 950mm 로 설정
PCB 컨베이어 높이를 930mm 및 950mm 로 하려면 역시 스페이서가 필요합니다 .
→ 122.5mm 면이 수직이 되도록 하고 중간 장비 다리 끝에 있는 구멍이 아래를 향하도록 하여
스페이서를 배치합니다 .
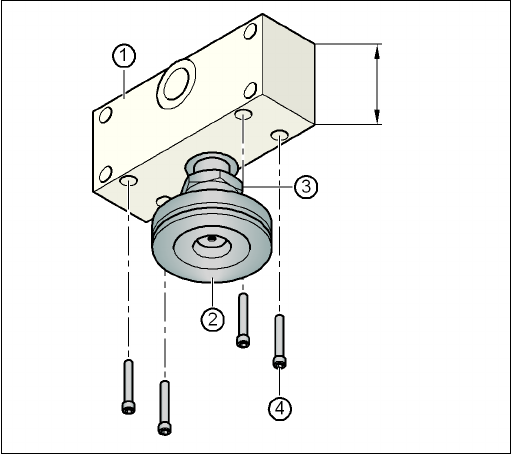
그림 4.3 - 5 이송 높이 930mm 및 950mm 를 위한 스페이서 배치
(1) 스페이서 높이 : 122.5mm
(2) 장비 다리
(3) M24 잠금 너트
(4) 6 각 소켓 나사 M12x80 4 개
→ 중간 장비 다리의 나사를 스페이서 아래 쪽에 있는 구멍으로 조입니다 .
→ 스페이서 두 개를 다음과 같이 배치합니다 .
– 공압 장치에 있는 스페이서 구멍이 PCB 이송 방향을 향하도록 합니다 (259 페이지 그림
4.3 - 3 의 4 번 위치 참조 ).
– 전원 공급 장치 면에 있는 스페이서 구멍이 PCB 이송 방향과 반대가 되도록 합니다 (259
페이지 그림 4.3 - 3 의 3 번 위치 참조 ).
→ 10mm 스크류드라이버 비트를 사용하여 6 각 소켓 나사 M12x80 4 개를 조입니다 (261 페이
지에 있는 그림 4.3 - 5 의 4 번 위치 참조 ).
122.5mm