00195738-0102_UM_X-Serie_SR605_KO.pdf - 第462页
6 스테이션 확장 사용자 매뉴얼 SIPLACE X-Series 6.20 SIPLACE 생산성 리프트 소프트웨어 버 전 SR.605.xx 2008 년 7 월 한글판 462 그림 6.20 - 2 수평 / 수직 셔틀 (HV 셔틀 ) , 컨베이어 트랙 변경 및 리프트 기능 6.20 .3 생산성 리프트의 장점 생산성 리프트는 라인 장비의 실장 속도를 향상시키므로 전체적인 라인의 생산성을 향상시킬 수 …
사용자 매뉴얼 SIPLACE X-Series 6 스테이션 확장
소프트웨어 버전 SR.605.xx 2008 년 7 월 한글판 6.20 SIPLACE 생산성 리프트
461
그림 6.20 - 1 직렬 라인과 병렬 라인 비교
6.20.2.1 언더플로어 컨베이어
두 개의 컨베이어 벨트는 비어있거나 실장된 PCB 를 장비 아래에서 전송합니다 ( 그림 6.20 - 1
참조 ). 최대 컴포넌트 높이는 17mm 입니다 .
6.20.2.2 수평 / 수직 리프트 ( 수평 / 수직 셔틀 )
라인의 첫 부분 , 장비 사이 및 라인 끝부분에 HV 셔틀이 있습니다 . 이것은 PCB 를 언더플로어
와 처리 레벨 사이 및 언더플로어 컨베이어의 두 트랙 사이에서 전송합니다 .
직렬 라인
병렬 라인
언더플로어 컨베이어
그룹 ( 클러스터 )
수평 /
수직 리프트
6 스테이션 확장 사용자 매뉴얼 SIPLACE X-Series
6.20 SIPLACE 생산성 리프트 소프트웨어 버전 SR.605.xx 2008 년 7 월 한글판
462
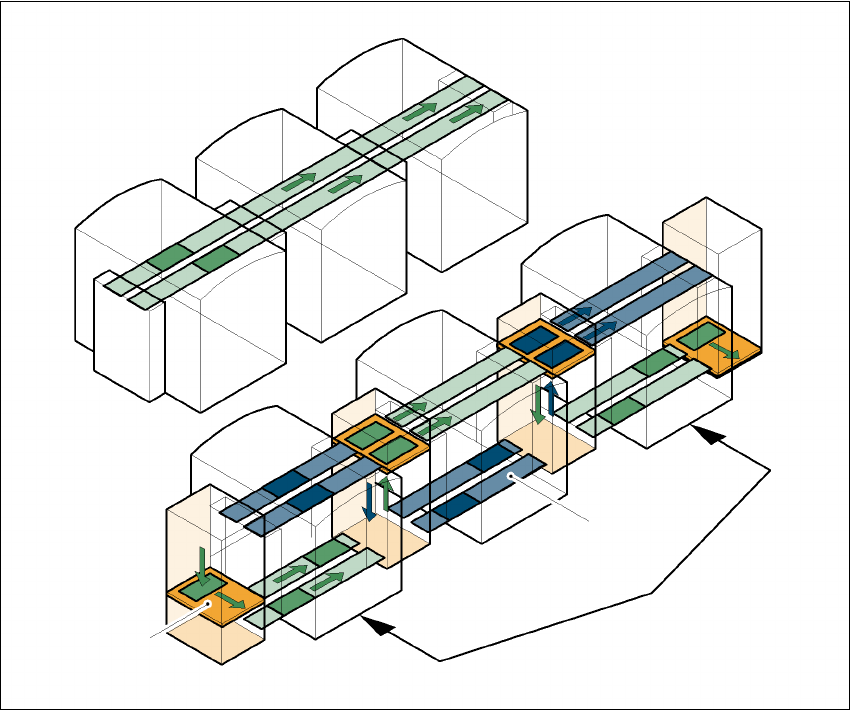
그림 6.20 - 2 수평 / 수직 셔틀 (HV 셔틀 ), 컨베이어 트랙 변경 및 리프트 기능
6.20.3 생산성 리프트의 장점
생산성 리프트는 라인 장비의 실장 속도를 향상시키므로 전체적인 라인의 생산성을 향상시킬 수
있습니다 .
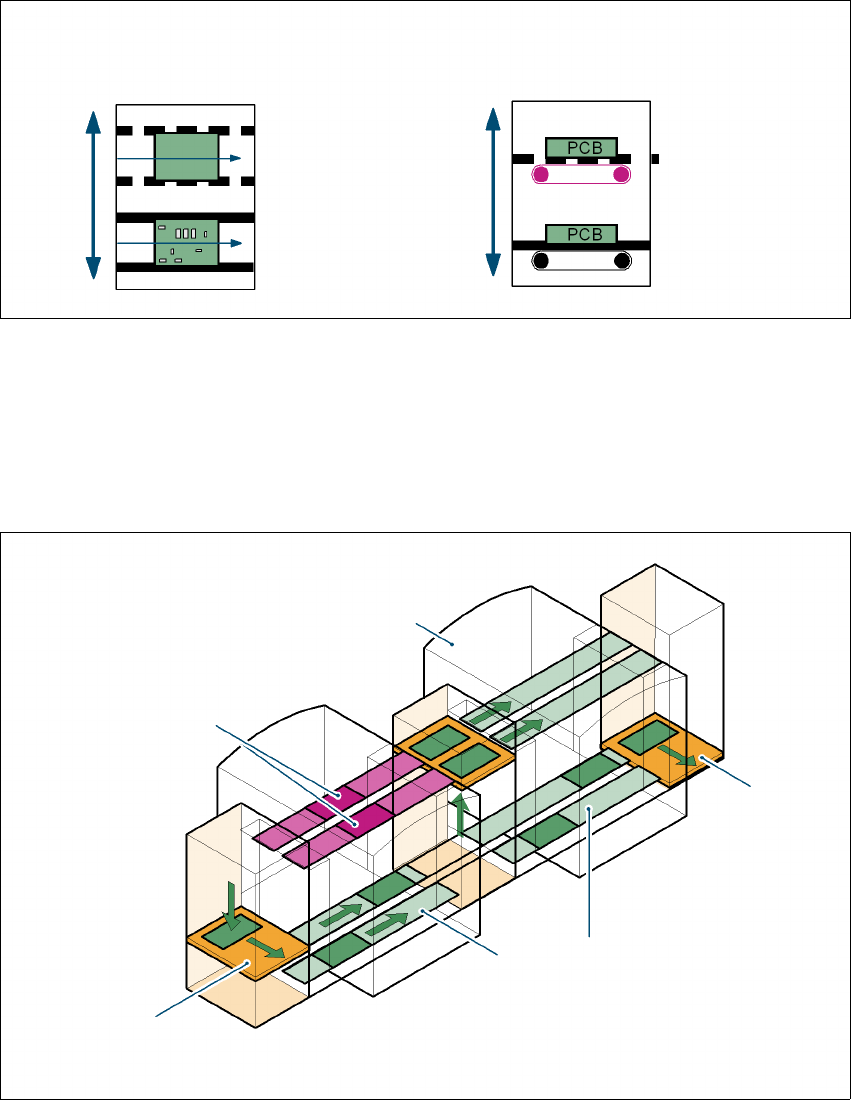
그림 6.20 - 3 생산성 리프트 - 멈춤 방지
라인이 병렬로 연결되어 있는 경우 한 장비에서 오류가 발생해도 전체 라인을 멈추지 않아도 됩
니다 . 또한 라인 위의 다른 장비들이 중단 없이 실장을 계속하고 있는 동안에도 각각의 장비에
수평 컨베이어
HV 셔틀
리프트 기능
수직 컨베이어
실장 안됨
실장됨
표준
컨베이어 레벨
언더플로어
컨베이어 레벨
HV 셔틀
컨베이어 트랙 변경
처리 컨베이어 부분
실장기
수평
및 수직 리프트
언더플로어 컨베
트랙 변경
사용자 매뉴얼 SIPLACE X-Series 6 스테이션 확장
소프트웨어 버전 SR.605.xx 2008 년 7 월 한글판 6.20 SIPLACE 생산성 리프트
463
액세스할 수 있습니다 . 이러한 연결 방식으로 인해 스테이션당 실장할 수 있는 컴포넌트 수가 늘
어나고 컨베이어 휴지 시간이 줄어듭니다 . 따라서 라인에서 전체적인 실장 속도가 증가합니다 .
다음과 같은 경우가 이에 해당합니다 .
– 프로세스 관련 조사 또는 테스트 수행
– PCB 피듀셜 , 패키지 폼 또는 테스트 실장의 프로그래밍
– 유지보수 또는 수리
– 적절한 때에 테이프를 접합하지 않았거나 컴포넌트의 분실과 같은 작동상의 오류
다른 장점으로는 장비를 재설정하지 않고도 소프트웨어를 사용하여 필요에 따라 라인을 재구성
할 수 있다는 것입니다 .