SM481_Service Manual.pdf - 第56页
安装设备时的运 转步骤 5 7. 清除乙烯膜或内部包装 材料及除湿剂。
Advanced High Speed Flexible Mounter
4
3.1.2. 解开包装及搬入设备
3.1.2.1. 所需工具
叉车(起重机)、手摇起重机(handlift)
板钳套、扳手钻
3.1.2.2. 解开包装的顺序
1. 解开外装纸盒及铁制包装件。
2. 检查设备的备品清单(Spare Part List)与备品包装箱(Spare Parts Packing box)数量是否一
致。
3. 把设备的零部件移动到设备的安装场所。
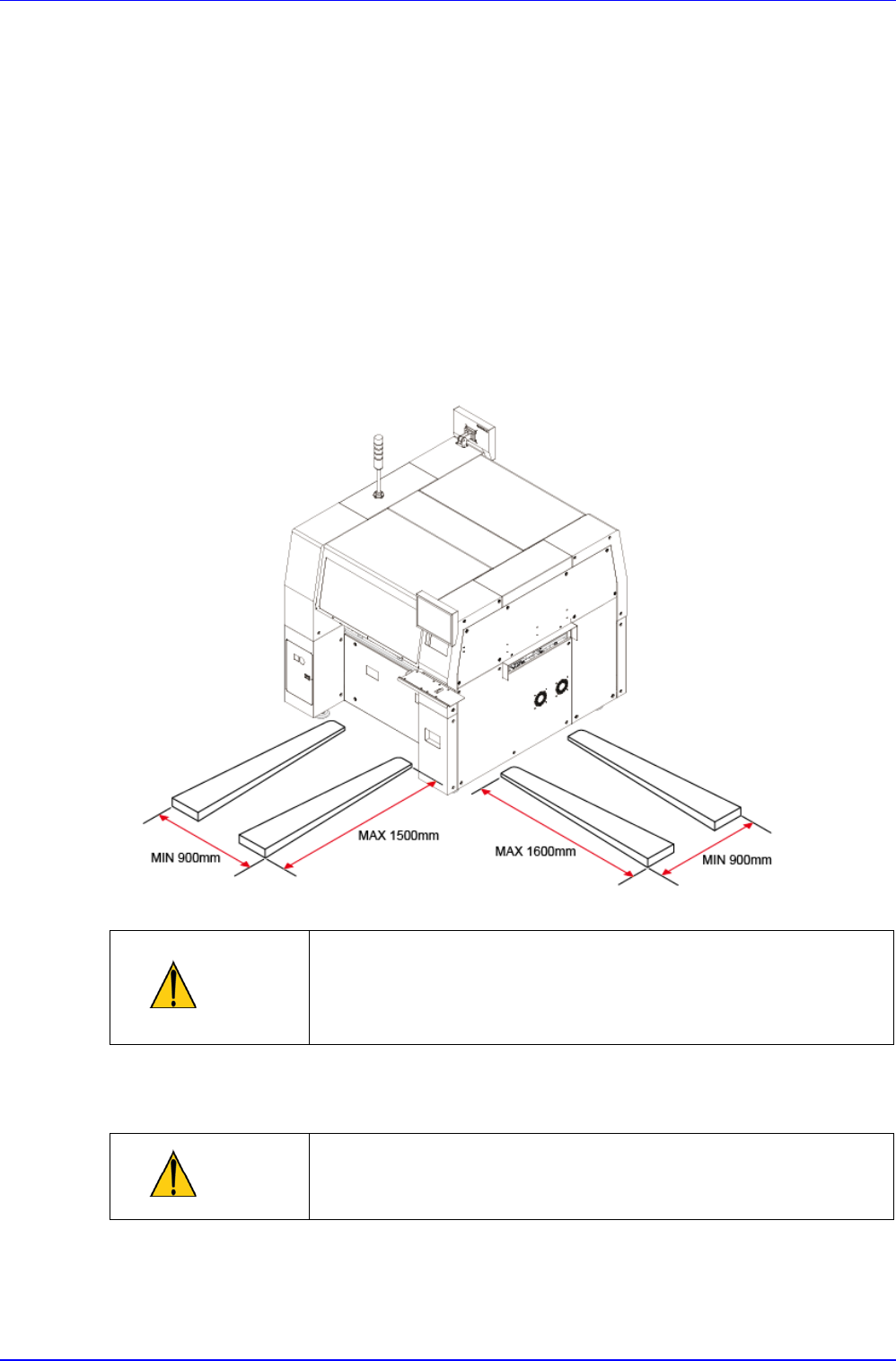
4. 参考下图调整叉车的提升臂(Fork)宽度后移动设备。
注 意
提升臂
(Fork)
接触护盖底部时护盖会损伤。提升臂
(Fork)
的上端
表面应该和设备下框架的扁平部位接触。
为了避免设备倾斜、Foot或Caster受损、应该检查提升臂(Fork)
的位置。
5. Pallet 拿下设备后搬运到指定位置时、需要把设备的 Foot 完全举起后搬运、应该使用 Ha
nd Lift 搬运。
注 意
如果把设备安装到地板不坚固的木质或缓冲材质等处、设备运转
时可能会出现过多的振动。必须把设备安装到地板坚固的场所。
6. 设备搬运到指定位置后、从客户的负责人处确认安装线(Line)的位置后安置设备。

Advanced High Speed Flexible Mounter
6
3.1.3. 设备的安装
3.1.3.1. 所需工具
校平仪 2 套(规格 :比 0.02mm/m 更精密的 Leveler)
校平仪(Leveler)的精密度为 0.02mm/m、 使用 100 X 18 X 20mm 长度用校平仪时比较容
易测量。
调平用扳手 2 个
游标卡尺
(+)起子
测试器
注 意
校平仪(Leveler)必须经过检验校正、检验校正周期为1年。
3.1.3.2. Stand Alone(单品)的安装顺序
1. 进行 In-Line 内设备安装作业时、调整 Foot 而使上一个工序设备与下一个工序设备的输
送带基准面维持一致。设备之间的基准面需要在左、右 0.05mm 以内维持一致。调整高
度之前、先拆下正面/背面的护盖。
2. 设备的基准 Level 如下。以输送带面为基准的 900mm 与 950mm(Europe 基准、CE)。但
是可以根据地板面的条件(倾斜度)而允许±15mm 的偏差。
3. 在工作台上表面的 Backup Plate 中央放置校平仪(Leveler)后调整水平。容许公差需要维
持在 0.05mm/m 以内(1 刻度为 0.02mm)。测量时同时使用 2 个进行测量。
量测位置
Y 轴方向
请最大限度地往后推 X Gantry,Head 置于中央 ,把 2 个轧平机同时放在两侧 Y
轴 LM Guide 上面的中央,然后再测定。
此时,小心轧平机(Leveler)倾斜。
(以 LM Blole Hole 为基准,标准计的中央应为与前面第 12 的位置。)
X 轴方向
请把水平仪放置于前面 Feeder Base 顶面中央进行测定。