DECAN_S1_Operation_EN.pdf - 第48页
It ems t o b e inspe ct e d du r ing p r oduction Chap ter 4 Nex t Generation, Multi- Funct ional Placer DE CAN S 1 Ope ra tio n Han db oo k 4-3 This chapter describes the methods for temporary stop of the machine(Contin…
Items to be inspected during production
Chapter 4
Next Generation, Multi-Functional Placer
DECAN S1 Operation Handbook
4-2
This chapter describes the methods for temporary stop of the
machine(Continue / Start mode), emergency stop (by manual/ by
system) and the restarting the production after emergency stop when
checking errors or other items and taking measures during production.
Items to be inspected during production > Check the waste tape and dump box
Items to be inspected during production
Items to be inspected during production
3. Check the waste tape and dump box
Step 1.
Remove tape and vinyl from the feeder
ㆍ When using the tape cutter supplied by us, it is not necessary for the user remove the
tape in the feeder at certain time intervals separately.
ㆍ When the automatic tape cutter is not used, remove the discharged tape and vinyl
periodically according to your standards so that a tape feeder feeding error may not
occur.
Step 2.
Remove waste tape and vinyl
ㆍ When using the tape cutter supplied by us, if the collection box at the bottom
becomes full of feeder tape and vinyl, remove the contents of the box.
ㆍ When the automatic tape cutter is not used, the collection box arranged to collect
the waste tape and vinyl becomes full, remove the contents of the box.
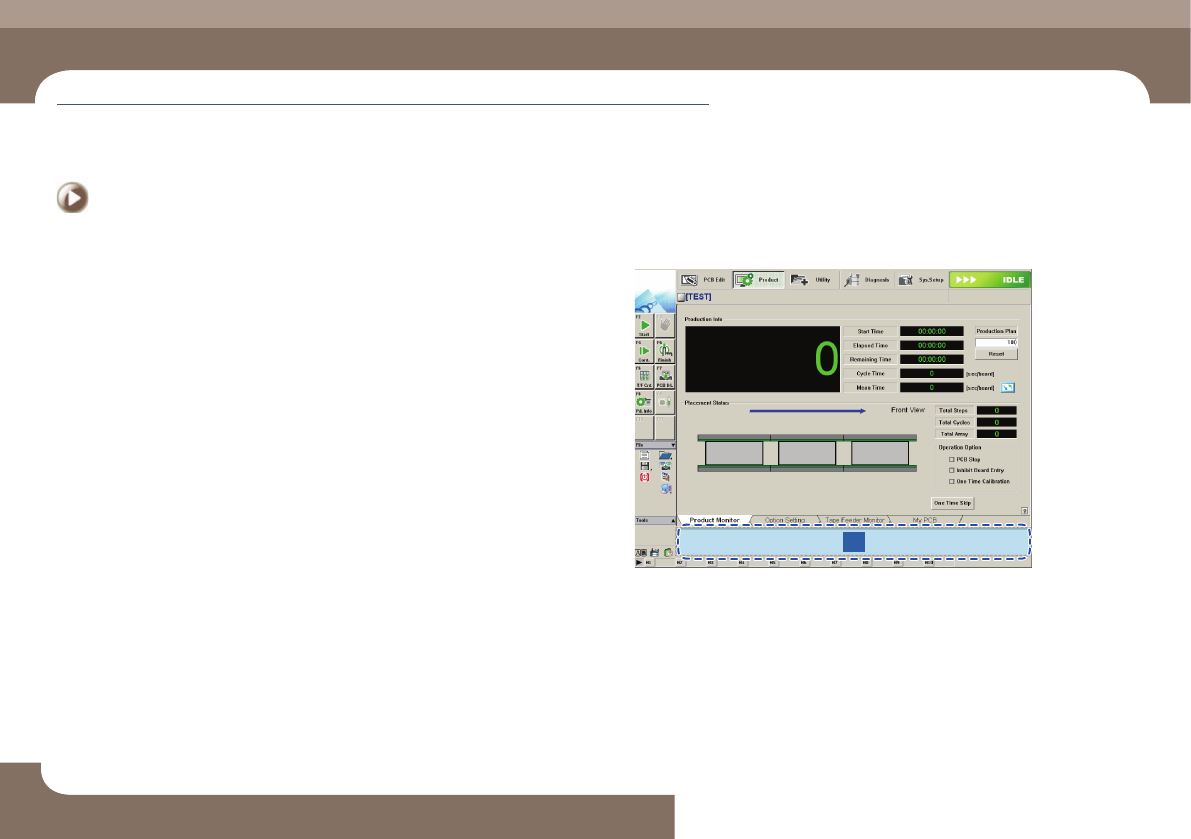
4. Monitor the feeder with a defective pickup
1
① Monitor the feeder information indicated in the <Error Warning> group
Items to be inspected during production
Chapter 4
Next Generation, Multi-Functional Placer
DECAN S1 Operation Handbook
4-3
This chapter describes the methods for temporary stop of the
machine(Continue / Start mode), emergency stop (by manual/ by
system) and the restarting the production after emergency stop when
checking errors or other items and taking measures during production.
Take measures of instantaneous stop > Take measures against defective pickup
Take measures of instantaneous stop
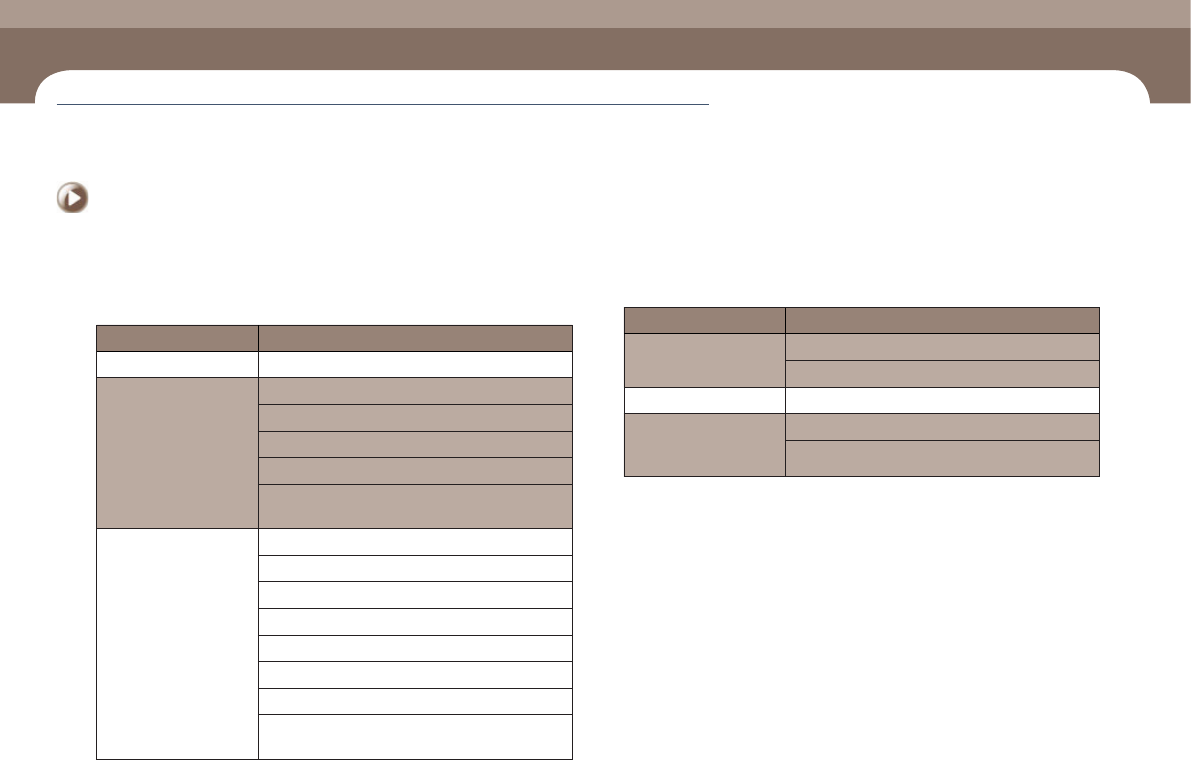
1. Take measures against defective pickup
(check the cause of the defect)
◈Part supply error
Classification of Causes Sub-classification of Causes
Tape installation error Incorrect installation of tape reel in the tape feeder
Part turnover/
edgestanding
Defective reel
The tape guide has been magnetized
Tape guide/Tape guide shutter deformation
Defective tape feeder shutter operation
Defective part feeding speed (odd shaped part
feeder)
Defective feeding
Insufficient tape feeder maintenance
Defective tape feeder motor operation
Defective tape feeder cylinder operation
Insufficient feeding force of the feeder
Spring damage and separation
Pitch error
Defective index sensor
Part has not been fed due to insufficient vibration of
the vibration feeder
Classification of Causes Sub-classification of Causes
Defective vinyl discharge
The tape vinyl has been curled inside the tape guide
Abnormal vinyl discharge
Tape jamming A part is stuck in the tape discharge path
A part beside the
corresponding part
jumped off
Pickup Z setup error
Fast down movement for pickup
Take measures of instantaneous stop
Items to be inspected during production
Chapter 4
Next Generation, Multi-Functional Placer
DECAN S1 Operation Handbook
4-4
This chapter describes the methods for temporary stop of the
machine(Continue / Start mode), emergency stop (by manual/ by
system) and the restarting the production after emergency stop when
checking errors or other items and taking measures during production.
Take measures of instantaneous stop > Take measures against defective pickup
Take measures of instantaneous stop
Items to be inspected during production
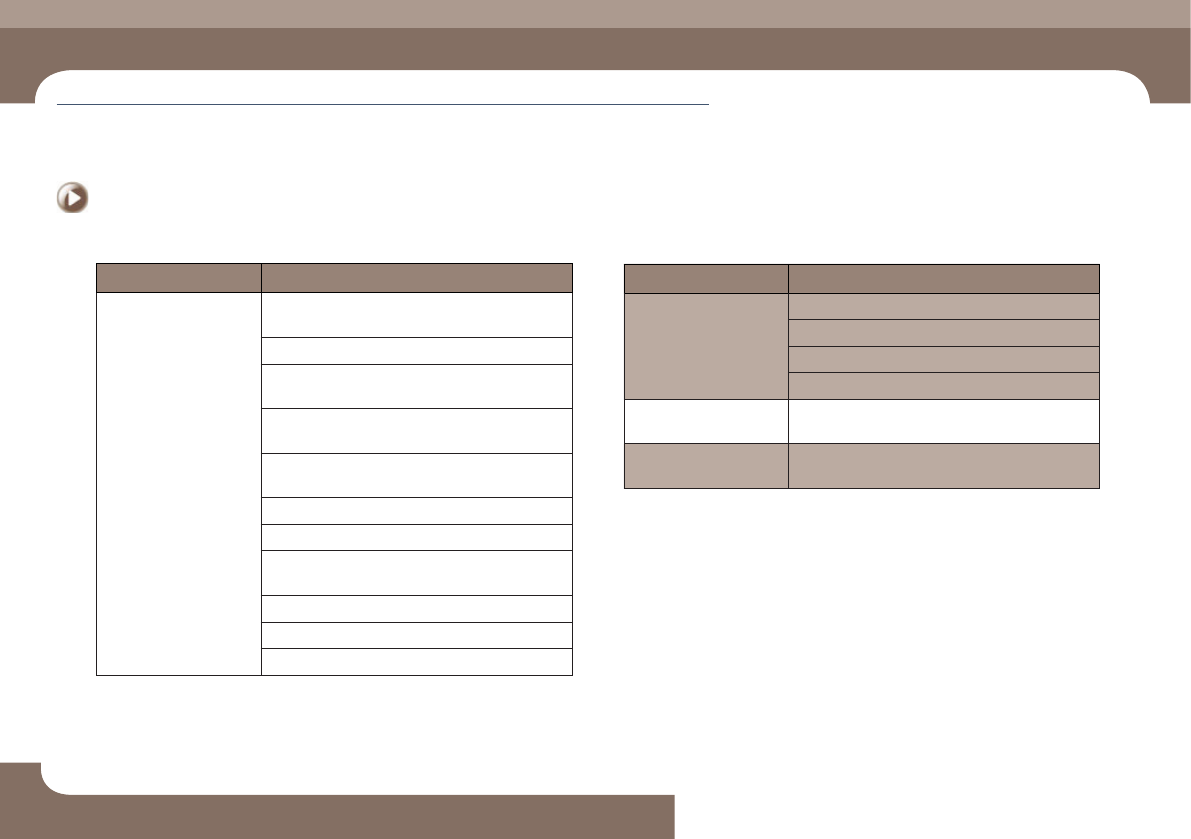
◈Part pickup error
Classification of Causes Sub-classification of Causes
Low vacuum pressure /
delayed vacuum creation
A component of the head's pneumatic system is
defective
Vacuum air line is contaminated
Low vacuum pressure due to an oil leak into the
vacuum generator
Defective contact of the head vacuum solenoid
cable connector
Defective assembly of the solenoid valve connector
in front of the vacuum generator
Defective head I/O board
Defective vacuum sensor board
Air leaks from (Rotary joint, Coil Tube or Fittings,
Vacuum Sensor Board
Main pneumatic pressure setup error
Blow setup error
Incorrect Vac Delay setup
Classification of Causes Sub-classification of Causes
Problem with Nozzle
Standard nozzle not used
Damaged nozzle tip, abnormal nozzle spring tension
Insufficient nozzle maintenance
Use of nozzle unsuitable for the part
A number of odd shaped
materials have dropped
Vacuum check setup error
A part dump error
occurred.
Parts are not dumped properly due to incorrect blow
pressure setup