00193578-02.pdf - 第263页
Návod k obs luze SIPLACE HF 6 Manipulace se sou č ástkami Verze software SR.504.xx Vydá ní 07/2003 CZ 6.6 Pneumatický st ř íhací p ř ístro j 263 6.6 P neum atický st ř íhací p ř ístroj 6.6.1 Popis Pneum atický st ř íhac …
6 Manipulace se součástkami Návod k obsluze SIPLACE HF
6.5 Vtažení vozíku součástek Verze software SR.504.xx Vydání 07/2003 CZ
262
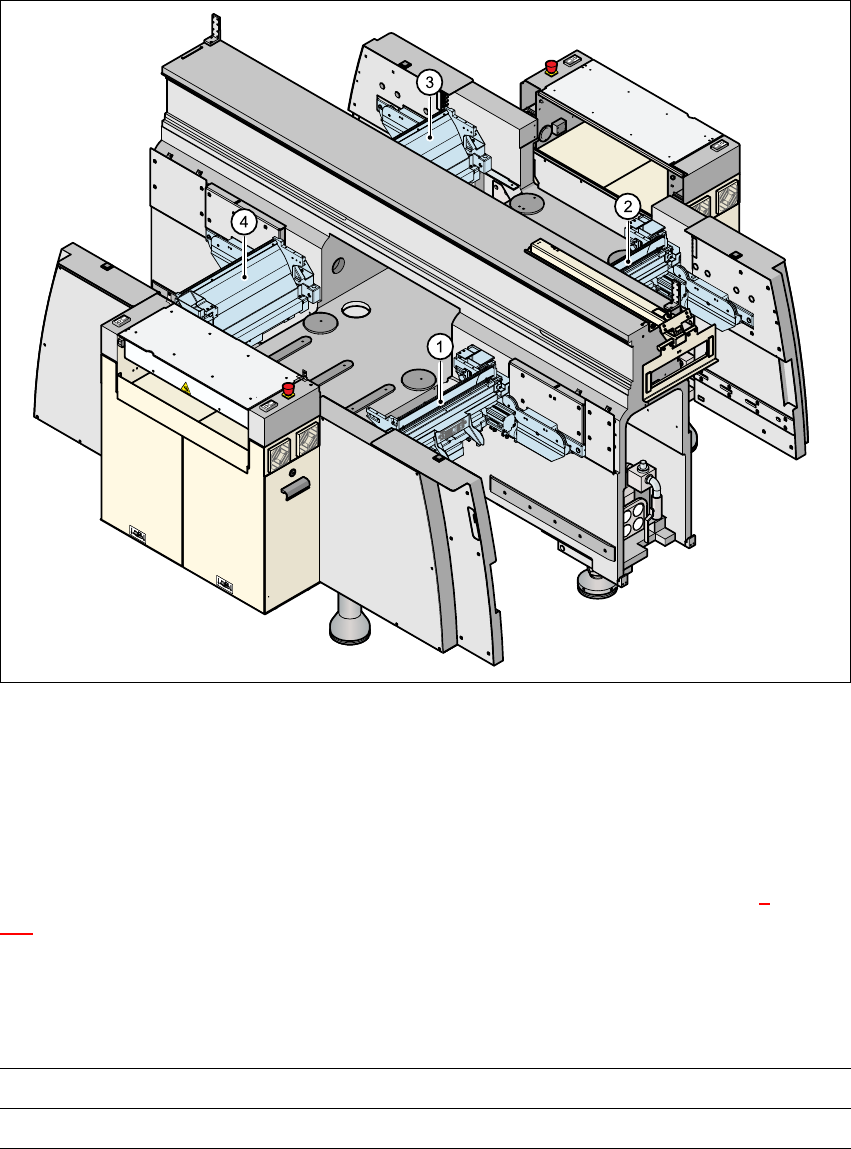
Osazovací automat je v základní verzi vybaven čtyřmi přípravky pro vtažení vozíku součástek.
Přípravky jsou připevněny ke strojnímu rámu vždy 6 šrouby. Všechna elektrická kabelová spojení
jsou provedena s konektory.
6
Obr. 6.5 - 2 Vtažení vozíku sou
č
ástek: poloha na automatu
1, 2, 3, 4 Vtažení vozíku součástek
6
Na přání mohou být na stanovištích 2 a 4 instalovány také měniče Matrix-Tray-Changer. K tomu
musí být namontován přípravek pro vtahování měniče Matrix-Tray-Changer. Výměna je možná
pomocí několika málo úkonů.
Montáž a demontáž vtahovacího přípravku pro vozík součástek je popsána v kapitole 4
strana
196
. Výměna vtahování měniče Matrix-Changer je popsána v provozním návodu pro měnič
Matrix-Tray-Changer.
6.5.2 Technická data
6
6
Doba připojení 2,0 ± 0,5 sec
Doba odpojení 2,0 ± 0,5 sec
Návod k obsluze SIPLACE HF 6 Manipulace se součástkami
Verze software SR.504.xx Vydání 07/2003 CZ 6.6 Pneumatický stříhací přístroj
263
6.6 Pneumatický stříhací přístroj
6.6.1 Popis
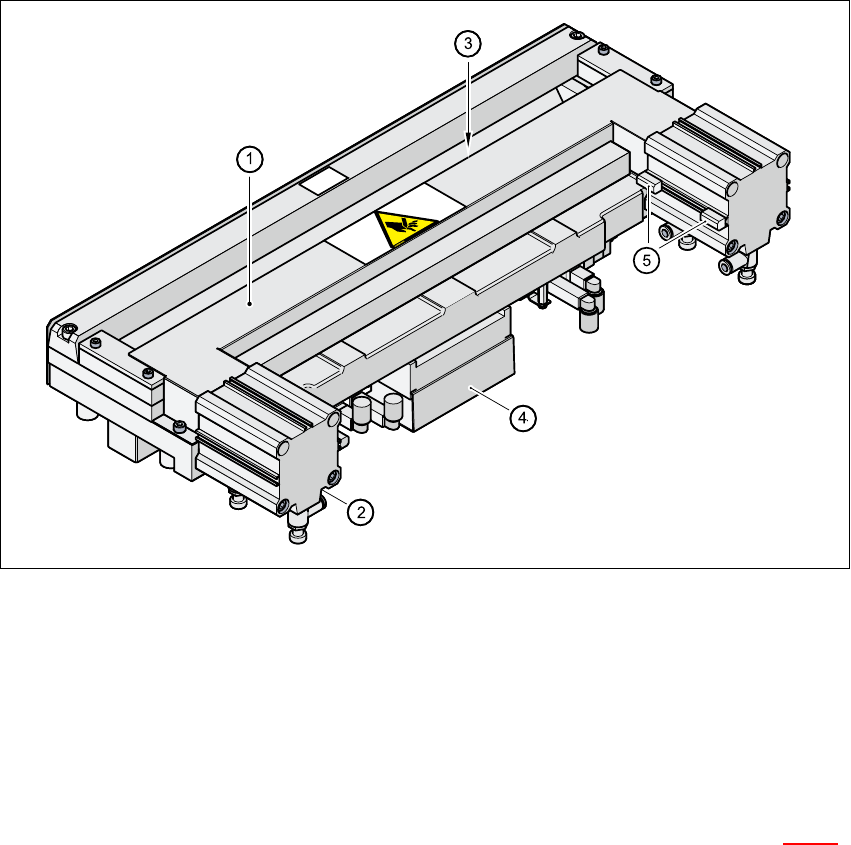
Pneumatický stříhací přístroj je připevněn pomocí čtyř šroubů k přípravku na vtahování vozíku
součástek. Odděluje umělohmotné, hliníkové a papírové pásy na kousky o maximální délce
25 mm. Odřezky pásů padají skluzem do odpadové nádoby ve vozíku součástek.
6
Obr. 6.6 - 1 Pneumatický st
ř
íhací p
ř
ístroj
1. Horizontální rám
2. Krátkozdvihový válec
3. Otvor pro prázdné pásy
4. Řídící elektronika
5. Polohový spínač
Kanálem pro vedení prázdných pásu jsou prázdné pásy vedeny do otvoru (pos. 3 na obr. 6.6 - 1
)
stříhacího přístroje.
6 Manipulace se součástkami Návod k obsluze SIPLACE HF
6.6 Pneumatický stříhací přístroj Verze software SR.504.xx Vydání 07/2003 CZ
264
Základem stříhacího přístroje je horizontální rám (pos. 1 na obr. 6.6 - 1) s jednou pevnou řezací
hranou a řezacím nožem, který se pohybuje pomocí dvou krátkozdvihových válců (pos. 2 na obr.
6.6 - 1
).
Polohový spínač (pos. 5 na obr. 6.6 - 1
) signalizuje polohu pístu krátkozdvihového válce a tím i
řezacího nože. Řídící elektronika (pos. 4 na obr. 6.6 - 1
) tak registruje, že například nějaká
součástka, která zůstala v pásu, nebyla přestřižena. Řezání probíhá pouze během osazování.
Z bezpečnostních důvodů je střihací přístroj integrován do nouzového bezpečnostního okruhu.
Kvůli servisním účelům lze střihací přístroj demontovat a namontovat během asi 15 min.
6.6.2 Technická data
Zdroj tlakového vzduchu 0,5 MPa = 5,0 bar
Spotřeba tlakového vzduchu 135 Nl/min
Doba výrobního taktu 1,5 sec na střihací cyklus
Napájecí napětí 5 VDC, 24 VDC