4M-1839-002w_F8S.pdf - 第306页
4OM-1839 5-10 1603-001 (2) 基板上の部品欠品の場合 (2-1) 発生状況の把握 部品の欠品は、次の 3 つの現象が考えられます。 • 装着時に部品を持ち上げる。 • 装着時の基板の振動及び真空破壊にて部品が飛ぶ。 • 装着後の基板の排出動作で部品が飛ぶ。 これらの現象に共通して言えることは、部品サイズに対して、基板 ( ソルダペースト ) との接触面積が小さい部品ほど発生しやすいとい うことです。 FE9 に示…
4OM-1839
5-91603-001
(1-3) 工程 D ~ E で発生する場合
両面粘着テープ上で位置ずれがない場合には、工程 D ~ E での位置
ずれが考えられます。
このときの現象としては、
•
装着した瞬間にずれる。
•
装着後の次の装着動作でずれる。
•
装着後の基板排出動作でずれる。
がありますが、これらに共通して影響することは、部品形状、基板
の状態、ソルダペーストや接着剤の条件です。
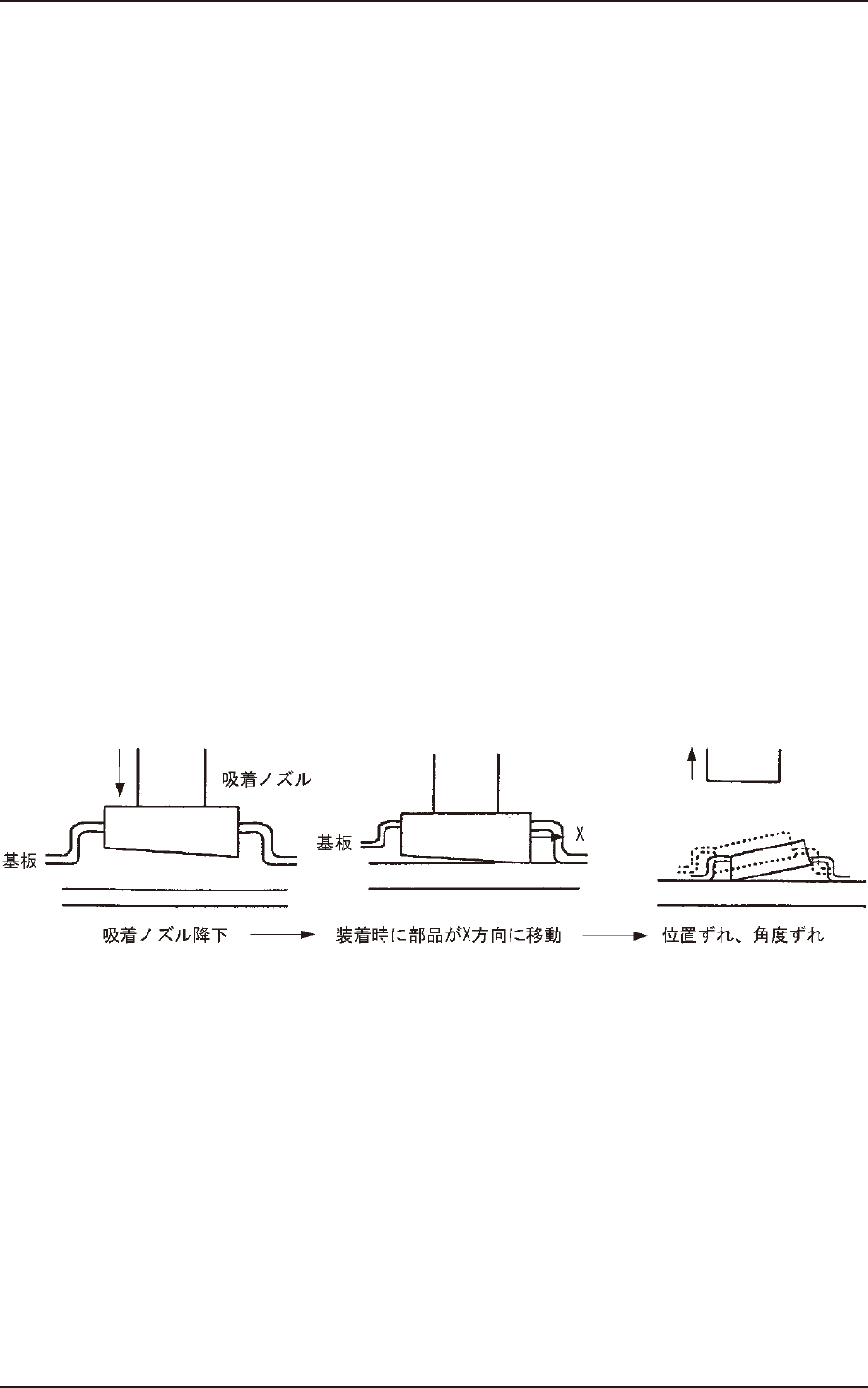
FE8 は、部品の上面と底面の平行度がずれているために、装着した瞬
間にずれる場合の例です。
装着時、部品の下面が基板に接した瞬間に、X 方向に部品が移動する
力が発生し、装着位置ずれや装着角度ずれにつながります。
このような部品の場合には、装着時のスピードを遅くしたり、装着
時のノズル下降レベルを若干上げることで回避できる場合がありま
す。
この外に、装着後にバックアップベースの移動や基板の排出動作で
ずれやすい部品があります。
要因としては、ソルダペーストや接着剤での保持力の不足、基板の
固定不完全などがあります。
これらの状態を確認して個別に対策をとる必要があります。
装置位置ずれの発生しやすい部品例 (2) F4E8
3.1 装着不良の要因と対策
4OM-1839
5-101603-001
(2) 基板上の部品欠品の場合
(2-1) 発生状況の把握
部品の欠品は、次の 3 つの現象が考えられます。
•
装着時に部品を持ち上げる。
•
装着時の基板の振動及び真空破壊にて部品が飛ぶ。
•
装着後の基板の排出動作で部品が飛ぶ。
これらの現象に共通して言えることは、部品サイズに対して、基板
( ソルダペースト ) との接触面積が小さい部品ほど発生しやすいとい
うことです。
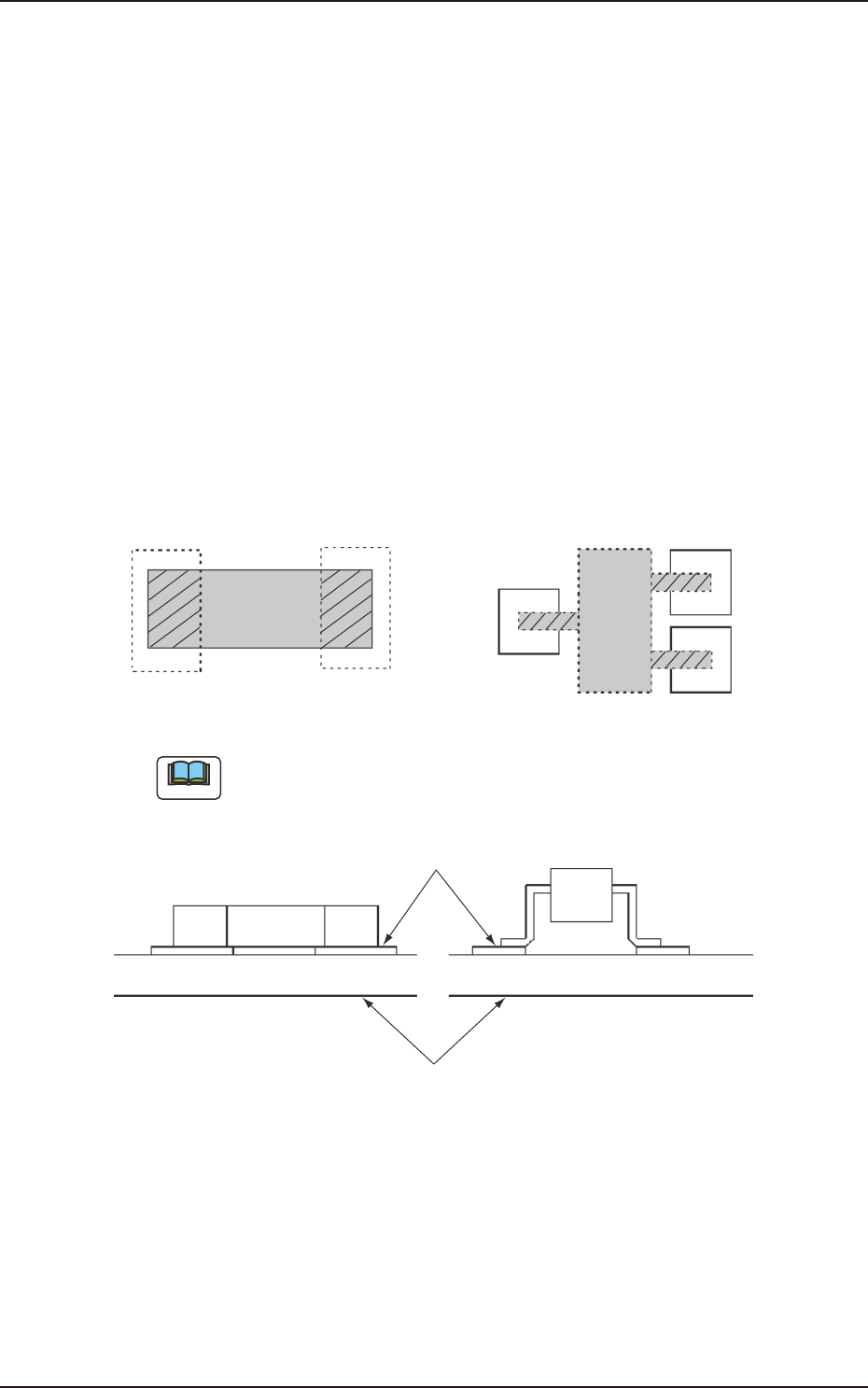
FE9 に示すように、角型の部品 ( 抵抗やコンデンサなど ) であれば、
保持力が十分にありますが、リード付き部品 ( トランジスタやダイ
オードなど ) の場合には、接触面積が小さいため、これらの現象が
発生しやすくなります。
角型部品 リード付き部品
斜線部は、部品とソルダペーストとの接触部分です。
基板
ソルダペースト
ノート
F4E9
3.1 装着不良の要因と対策
4OM-1839
5-111603-001
(2-2) 本装置での要因
本装置での発生要因として考えられる主なものは次の通りです。
生産実績のある部品でトラブルが出始めた場合には、以下の要因に
関する確認を行います。
•
吸着ノズルの磨耗、つまり、汚れ
•
吸着ノズルの上下動作不良
•
真空破壊の流量及び動作不良
•
装着高さレベルが不適切
•
Z クランプの保持力が不完全
•
ラインセンサの汚れ、傷
(3) その他の要因
本装置以外の要因として考えられることは、部品形状、基板の状態、
ソルダペーストや接着剤の条件です。
下表に要因を示します。
これらの各項目を確認して異常があれば対策を行います。
基板の条件やソルダペーストなどの原因で、すぐに改善できない場
合には、装着時のスピード、基板搬送スピードを遅くして回避する
方法もあります。
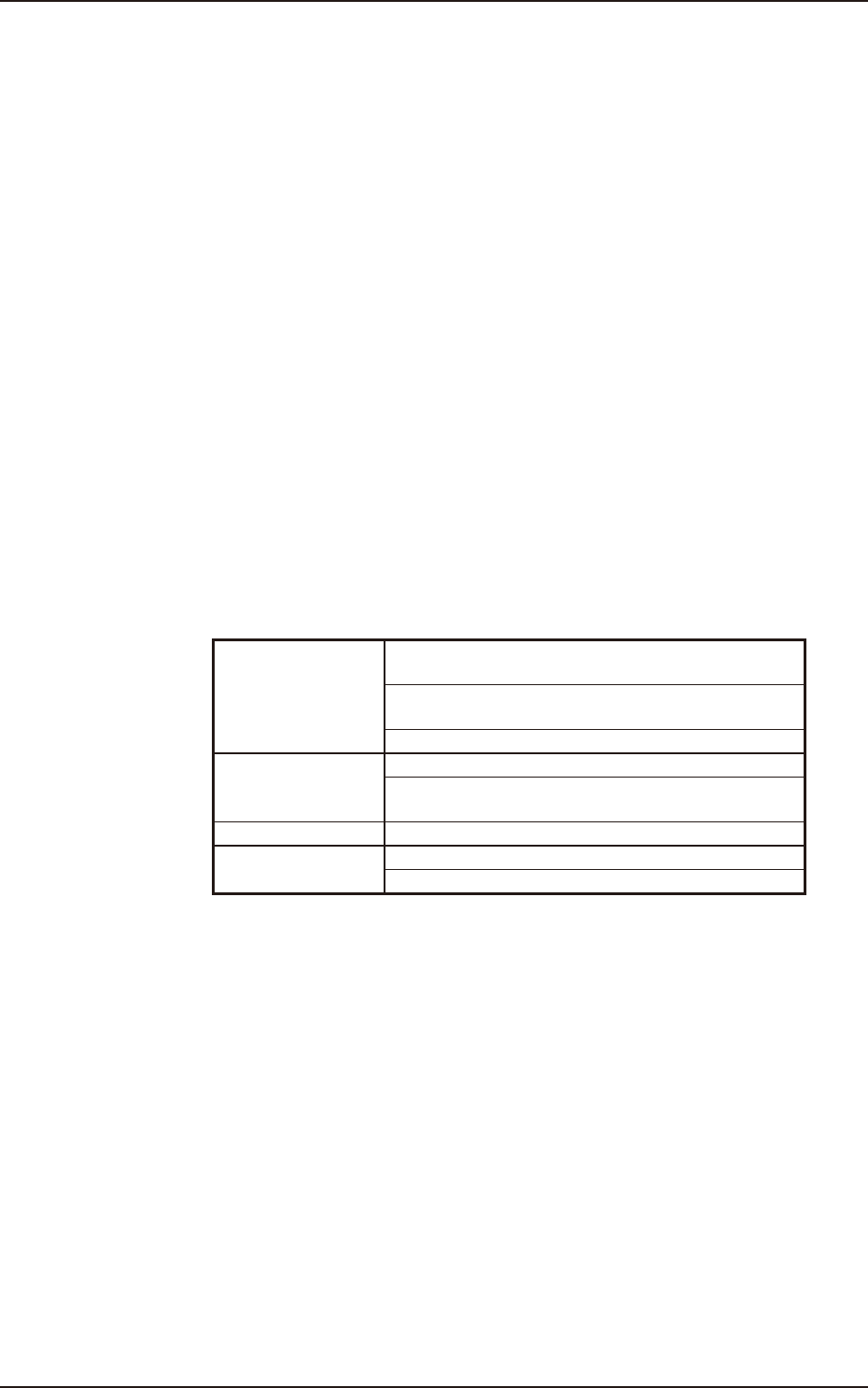
部品 部品上面に異物があり、その異物が吸着ノズル
に付着する。
部品上面に突起があり、吸着ノズル下面が磨耗
し、部品認識照明教示で異常になる。
部品下面にオイルや離型剤が付着している。
基板 反りが大きいため、装着時に基板が振動する。
外形のばらつきが大きいため、基板の固定が不
完全。
接着剤 塗布量の不足
ソルダペースト 塗布量の不足
粘着力の不足
T4E2
3.1 装着不良の要因と対策