SOM-1682-002.pdf - 第5页
1. 1. 1. 1. 1. 概 概 概 概 概 要 要 要 要 要 本仕様により、基板へのソルダペーストの印刷状態を検査できるため、 印刷不良基板が後工程へ流れるのを防ぐことができます。 • 部品の装着前に印刷異常を検出することにより、部品のロスを低減させるこ とができます。 • スクリーンの汚れやソルダペーストの乾きなどの発見に役立てることがで きます。 2. 2. 2. 2. 2. 仕 仕 仕 仕 仕 様 様 様 様 様 Tabl…

0412-002 3 AHK01JGP
目目
目目
目
次次
次次
次
ページ
9. テスト確認 .............................................. 48
9.1 “テスト確認”サブメニュー ............................ 48
9.2 “印刷状態検査テスト”タブ(視野別)................... 49
9.3 “印刷状態検査テスト”タブ(全視野)................... 54
10. “機種別稼働情報”サブメニュー .......................... 56
10.1 “生産実績”タブ ..................................... 56
10.2 “印刷状態検査情報”タブ ............................. 57
11. トラブルシューティング ................................. 58
11.1 異常表示画面について ................................ 58
11.1.1 装置異常画面 .................................... 59
11.1.2 “印刷状態検査”異常画面 ......................... 61
11.1.3 “印刷状態検査異常”タブ ......................... 62-1
11.2 異常表示からのトラブルシューティング ................ 63
11.2.1 記載例 .......................................... 64
11.2.2 異常 ID 管理区分 .................................. 65
11.2.3 異常 ID と復帰方法 ................................ 66
11.3 印刷状態検査異常からのトラブルシューティング ........ 67
11.3.1 記載例 .......................................... 68
11.3.2 異常の種別と復帰方法 ............................ 68
12. 資料.................................................... 69
12.1 電気回路図 .......................................... 69
認識カメラ接続図 (TPM-110) .......................... 69
認識カメラ接続図 (TPM-200) .......................... 70
12.2 部品配置図 .......................................... 71
13. “マークデータ”タブ .................................... 72
13.1 カメラ設定の変更 .................................... 73
1.1.
1.1.
1.
概概
概概
概
要要
要要
要
本仕様により、基板へのソルダペーストの印刷状態を検査できるため、
印刷不良基板が後工程へ流れるのを防ぐことができます。
• 部品の装着前に印刷異常を検出することにより、部品のロスを低減させるこ
とができます。
• スクリーンの汚れやソルダペーストの乾きなどの発見に役立てることがで
きます。
2.2.
2.2.
2.
仕仕
仕仕
仕
様様
様様
様
Table 1-1
1. 機 能 • 判定の基準となるしきい値をパーセントで指定できます。
• 生産管理データにより、検査結果を履歴管理することができます。
• 面積比較による判定方法のため、様々なパッドを検査できます。
参考参考
参考参考
参考
::
::
:
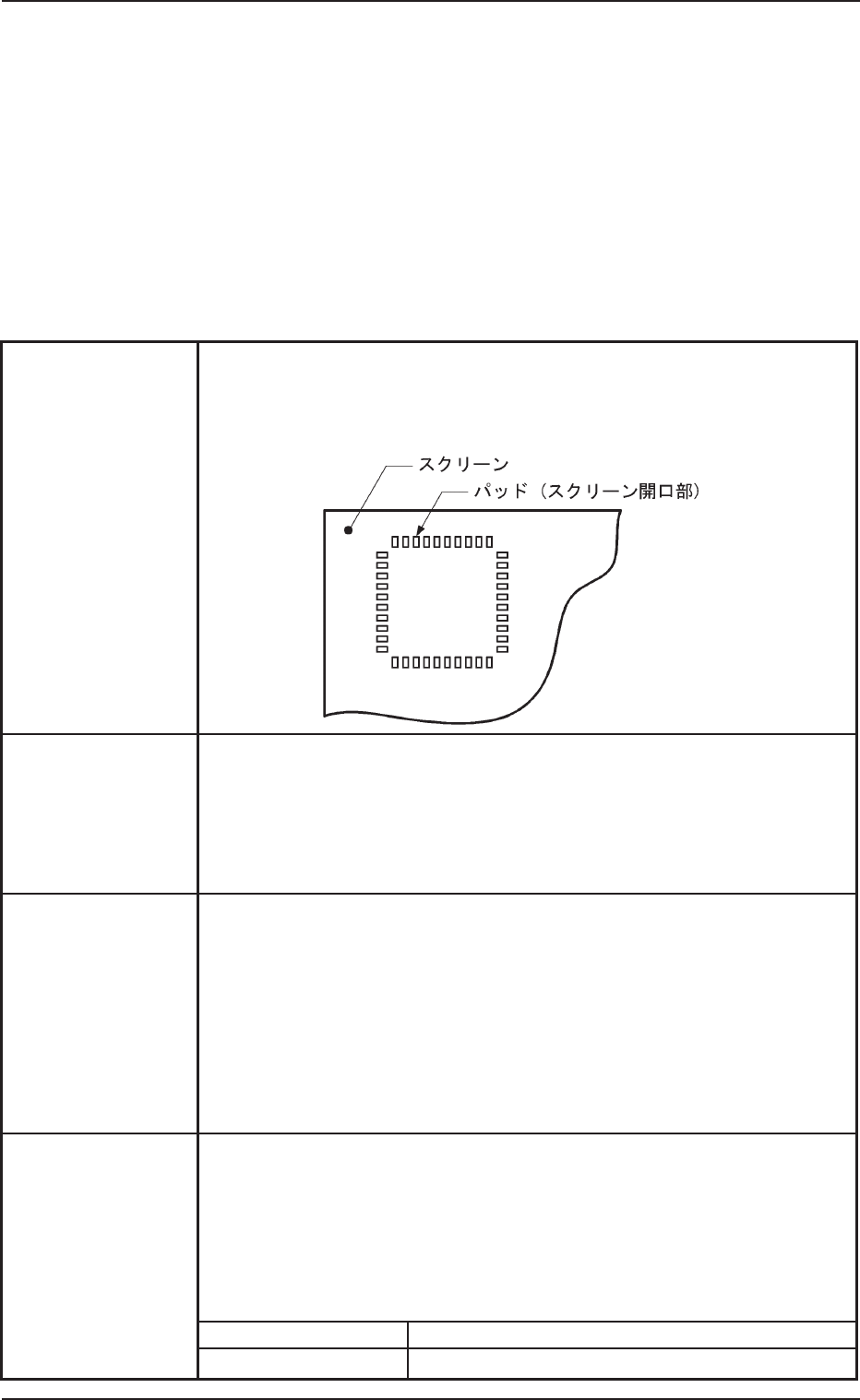
パッドとは、スクリーンの開口部のことを呼びます。
2. 判定方法 ソルダペーストの画像とスクリーン開口部の面積の差を比較し、OK /
NG の判定を行います。
• やせ / かけ検出(ソルダペースト不足)
• にじみ検出(ソルダペースト過多)
• ブリッジ検出
注注
注注
注
::
::
:
判定は、しきい
値の設定によって異なります。
3. 検査精度
ソルダペーストの画像とスクリーン開口部の幅(Xおよび Y方向)の差が
0.025 mm 以上あり、かつ面積の差が 0.0036 mm
2
以上ある場合に判定が
行えます。
注注
注注
注 : (a) セラミック基板など、白色の基板は検査できません。
(b) 以下の条件のパッドは、使用されるソルダペーストや基板に
よって検査できない場合もあります。
• リードピッチが 0.4 mm 未満の QFP
• パッド間にレジスト部が無い QFP
• 開口径 0.3 mm 未満の CSP
4. 認識カメラ スクリーン認識用カメラ(1 台):
標準で使用しているスクリーン認識カメラを使用し、ティーチング
(パッドデータの作成)を行います。
基板認識用カメラ(1 台) :
標準で使用している基板認識カメラに印刷状態検査照明(リング照
明)を取り付けた状態で、基板に印刷されたソルダペーストを認識し
ます。
検査視野 約 12 × 12 mm
検査ウインドウ Max. 8 × 8 mm
1. 概 要
0412-002 4 AHK01JGP
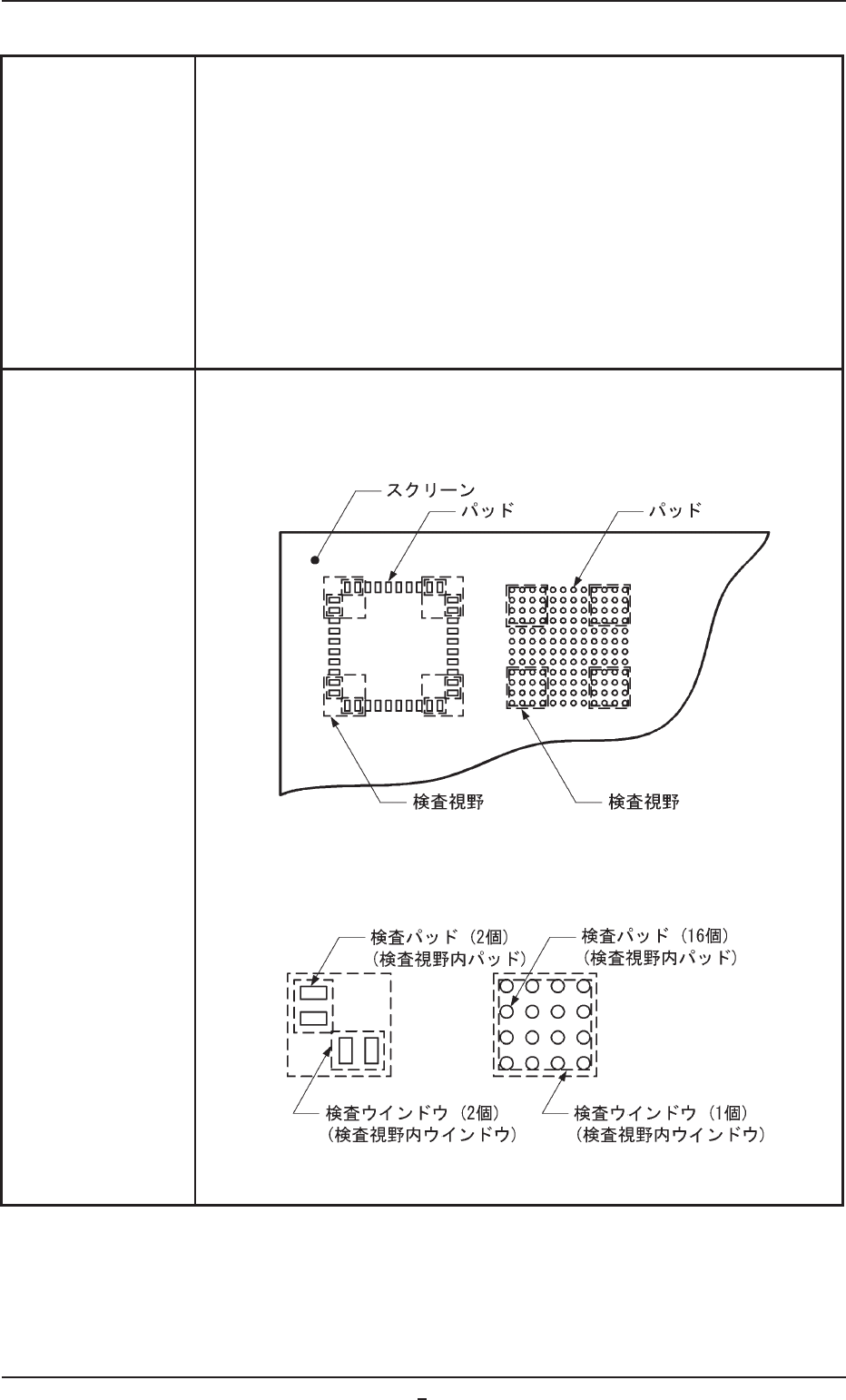
Table 1-2
5. 認識(処理)時間
ティーチング時間ティーチング時間
ティーチング時間ティーチング時間
ティーチング時間
( (
( (
(
スクリーンの認識スクリーンの認識
スクリーンの認識スクリーンの認識
スクリーンの認識
))
))
)
約 1.0 秒(検査視野内ウインドウ 1 個あたりの切り出し時間)
注注
注注
注 : (a) ティーチングは、生産機種別に 1 回だけ行います。
(b) ティーチング時間には、この他にカメラの移動時間など
が必要です。
印刷状態検査時間印刷状態検査時間
印刷状態検査時間印刷状態検査時間
印刷状態検査時間
( (
( (
(
ソルダペーストの認識ソルダペーストの認識
ソルダペーストの認識ソルダペーストの認識
ソルダペーストの認識
))
))
)
認識画像表示有り: 約 0.9 秒(1 検査ウインドウあたりの画像取込
み時間含む)
認識画像表示無し: 約 0.8 秒(1 検査ウインドウあたりの画像取込
み時間含む)
6.
データ容量 検査視野数 : Max. 100 (1 スクリーンあたり)
検査ウインドウ数 : Max. 10 (1 検査視野あたり)
検査パッド数 : Max. 64 (1 検査視野あたり)
例例
例例
例
::
::
:
参考参考
参考参考
参考
::
::
: ソルダーペーストの画像の検査は、パッドの向き別に行うため、
検査ウインドウという枠で区切ります。
検査視野拡大図
2. 仕 様
0412-002 5 AHK01JGP