SER09989020_YV100II Service_J.pdf - 第162页
3- 141 SER09989020 調整 第 3 章 7 7.1.5 搭載実行: ADJ_L_MOUNT * 自動搭載フィードバックによる調整が終了したら、その効果を確かめるために、 「 ADJ_L_MOUNT * 」 と呼ばれる基板データを用いて、部品を再び搭載しま す。使用する基板や部品は「 AMF100 * 」 の場合と同じです。 ADJ_L_MOUNT_MULTI → マルチ認識カメラのみの場合 ADJ_L_MOUNT → シ…
3-
140
SER09989020
調整
第
3
章
7
4
[F5] キー(RUN)を押して、プログラムを実行します。
移動カメラが基板上の部品を撮像し、自動的に搭載ズレ量が補正されます。
5
5
プログラムが終了したら、[ESC] キーを押します。
再び、「D/ ファイル」メニューウインドウが現れます。
6
「D7 強制終了」コマンドを実行して終了します。
調整結果は関連するマシンデータに自動的に保存されます。
60643709-00
<コマンドリスト> D/ファイル
D7 強制終了
7
再び部品を搭載し、自動搭載フィードバックを実行します。
通常は、自動搭載フィードバックを2 回行うと良いでしょう。
終了したら、次項「7.1.5 搭載実行:ADJ_L_MOUNT*」に移ります。
3-
141
SER09989020
調整
第
3
章
7
7.1.5 搭載実行:ADJ_L_MOUNT*
自動搭載フィードバックによる調整が終了したら、その効果を確かめるために、
「ADJ_L_MOUNT *」と呼ばれる基板データを用いて、部品を再び搭載しま
す。使用する基板や部品は「AMF100*」の場合と同じです。
ADJ_L_MOUNT_MULTI → マルチ認識カメラのみの場合
ADJ_L_MOUNT → シングル認識カメラ付きの場合
1
自動運転での基板を指定します。
「1/1/自動運転 」→ 基板名「ADJ_L_MOUNT*」を指定してください。
2
自動運転で基板に部品を搭載します。
「A/ 運転コマンド」→「A2 自動運転(RUN)」を選択実行してください。
g
3
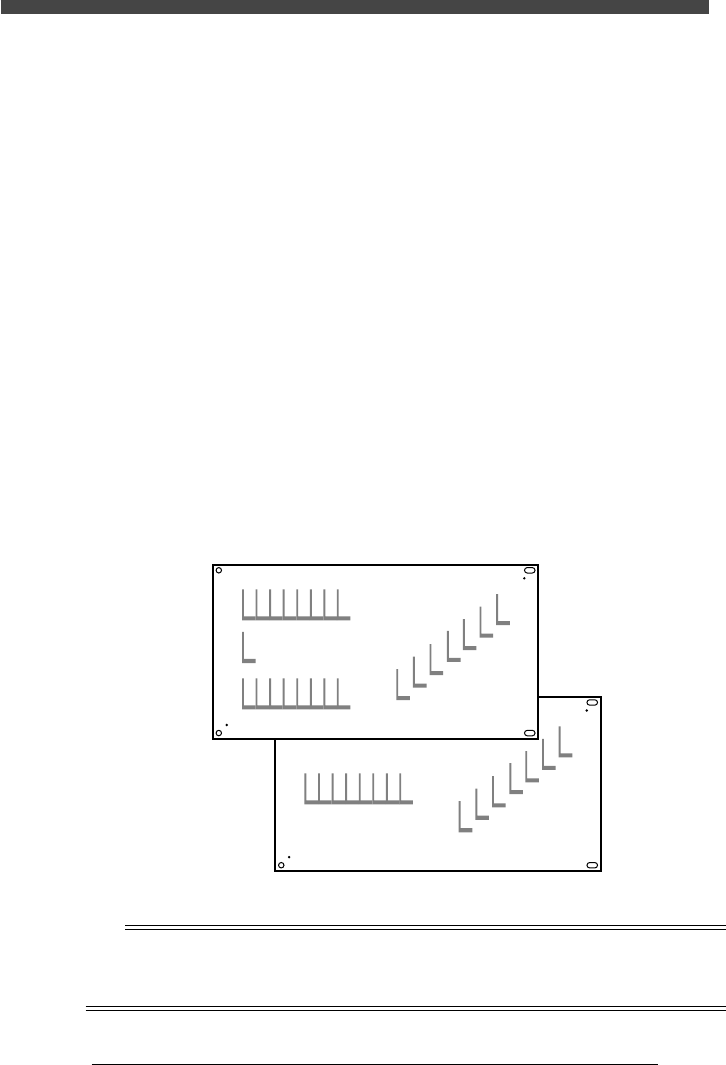
目視で搭載結果を評価します。
「ADJ_L_MOUNT *」では、各ヘッドでX とY 方向(L 字形)に部品を搭載
します。
■「ADJ_L_MOUNT *」による搭載パターン
10943713-00
YAMAHA TEST BOARD
YAMAHA TEST BOARD
ADJ_L_MOUNT
ADJ_L_MOUNT_MULTI
n
要点
どちらのパターンにも搭載ズレがなければ(XY方向に部品が一直線に並んでいれば)、実装調整
は完了です。バラツキや千鳥ズレがある場合は、次ページ「7.2 搭載フィードバック」で微調整し
ます。
3-
142
SER09989020
調整
第
3
章
7
7.2 搭載フィードバック
前述の「ADJ_L_MOUNT *」による部品搭載の結果を評価し、まだバラツキ
や千鳥ズレがある場合は、マシン調整モードの「搭載フィードバック」を使用し
て微調整します。
7.2.1 ADJ_L_MOUNT_MULTIの場合
1
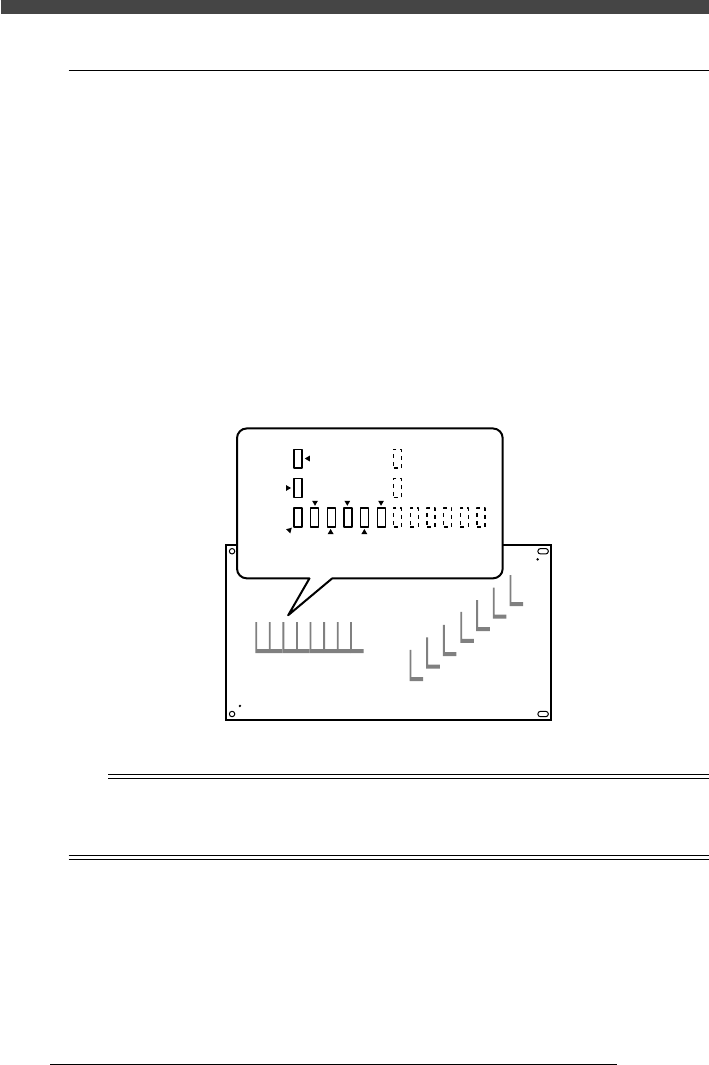
まず、基板左側の搭載パターンを調べます。
基板左側には、ヘッドごとに部品が90 度・-90 度で交互に搭載されています。
各ヘッドの90 度での搭載を基準にして、-90 度での搭載ズレ量を調べてくだ
さい。X, Y 方向とも、基板原点側にズレている場合はマイナス値、逆の場合
はプラス値のズレ量となります。
■「ADJ_L_MOUNT_MULTI」による基板左側の搭載パターン
10943711-00
YAMAHA TEST BOARD
ADJ_L_MOUNT_MULTI
+90°
+90°
-90°
-90°
-90°-90°
+90°
+90°
Head 1 Head 2
n
要点
ズレ量は部品のサイズを基準にして求めてください。目視での評価が難しい場合は、拡大鏡で観察
してください。あるいは、基板をコンベアに固定して、移動カメラで拡大された映像を観察してく
ださい。