SER09989020_YV100II Service_J.pdf - 第48页
3- 27 SER09989020 調整 第 3 章 1 1.2.8 同時吸着範囲 複数のヘッドで同時吸着が可能かどうかを判断するためのパラメータです。同時 吸着が可能な吸着位置(X Y ) 、高さ(Z ) 、角度(R )の許容範囲です。通常、 「 XYZ」は 0.3 mm 程度に、 「R 」は 1 . 0 度程度に設定します。 1.2.9 QFP 装着浮代 ヘッドが下降して Q F P を吸装着する際に強い衝撃を与えると、リードピンが…
3 -
26
SER09989020
調整
第
3
章
1
7
機械座標画面を開きます。
「3/3/B1 調整項目選択」→「機械座標」を選択実行してください。
8
カーソルを「基板面/ 固定トレイ」の「Z」に合わせます。
60943118-03
対象名
X
機械座標
FINE角度
マルチカメラ
ロケートピン基準
基板外形基準
待機基準
廃棄位置
基板面/固定トレイ
両方向認識オフセット
同時吸着範囲
QFP装着浮代
チェンジタイマー/ソクド
YZ
編集中
0.00
0.00
0.00
16.95
0.30
900.00
195.76
195.76
430.84
76.45
0.00
0.30
100.00
77.27
77.27
344.29
115.14
0.76
0.30
200.00
R
フィーダー
0.00
0.00
0.00
0.00
16.95
-0.01
1.00
50
種類
0.03
間欠タイプ
廃棄動作
100
4.00
編集対象
9
ヘッド1 を基板面上に下降させます。
YPU のジョイステックを操作して、ヘッド1 のノズル先端がちょうど基板面
に接触する高さに合わせてください。
d
0
ティーチングを実行します。
[F10] キーを2回押して、Z 座標を入力します。
0
q
ティーチングしたデータを保存します。
[ESC] キーを押してから、「B2 調整後データ保存」または「B0 データ保存後
終了」を選択実行してください。(保存したくない場合は、「B3 調整前データ
復活」または「B7 強制終了」を選択実行してください。)
w
基板を取り除きます。
非常停止ボタンを押してから、プッシュアップを解除し、基板をコンベアから
取り除いてください。
e
参考
・ 基板を使用せずに、コンベアレールの基板固定位置をティーチングすることもできます。(基
本的にコンベアレールの上面と基板上面は同じ高さになります。)
・ 固定トレイの高さ(R欄)も上記と同じ方法でティーチングします。
3-
27
SER09989020
調整
第
3
章
1
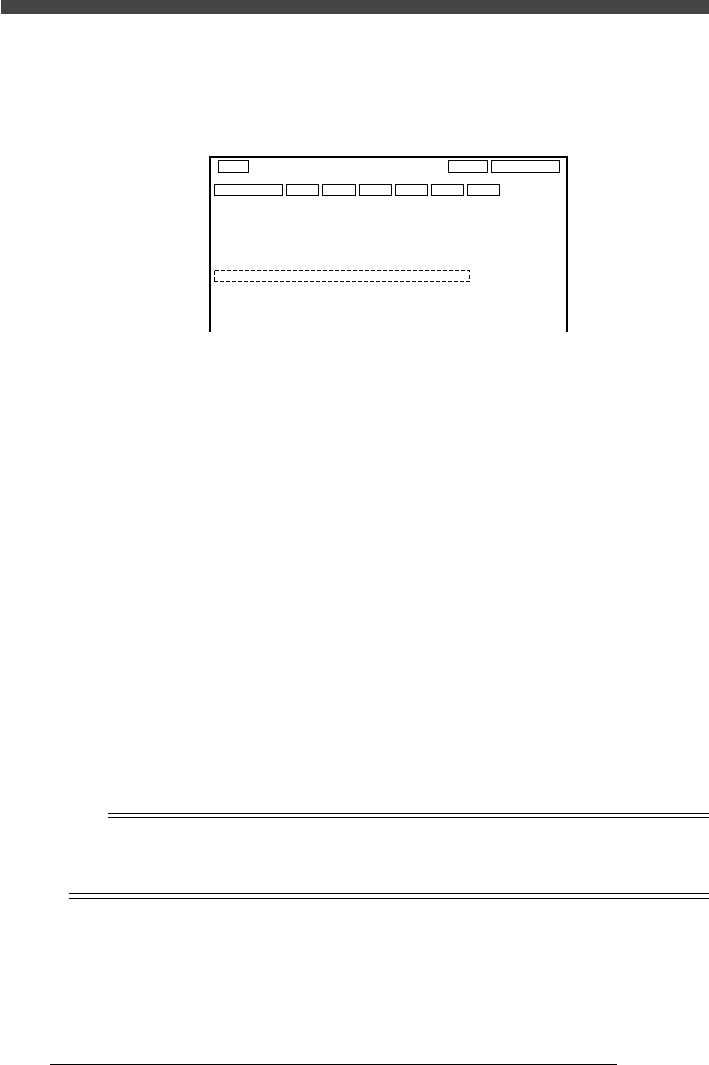
1.2.8 同時吸着範囲
複数のヘッドで同時吸着が可能かどうかを判断するためのパラメータです。同時
吸着が可能な吸着位置(XY)、高さ(Z)、角度(R)の許容範囲です。通常、
「XYZ」は0.3 mm 程度に、「R」は 1.0 度程度に設定します。
1.2.9 QFP装着浮代
ヘッドが下降してQFP を吸装着する際に強い衝撃を与えると、リードピンが曲
がることがあります。これを避けるために、QFP シーケンス(ソフトランディ
ング)吸装着を行います。このQFP シーケンスを実行するときの Z 軸のスト
ローク量をここに設定します。通常4mm 程度に設定します。0.00 に設定する
とソフトランディングは行いません。設定変更は、[INS]・[DEL]・[SPACE] キー
を押してください。
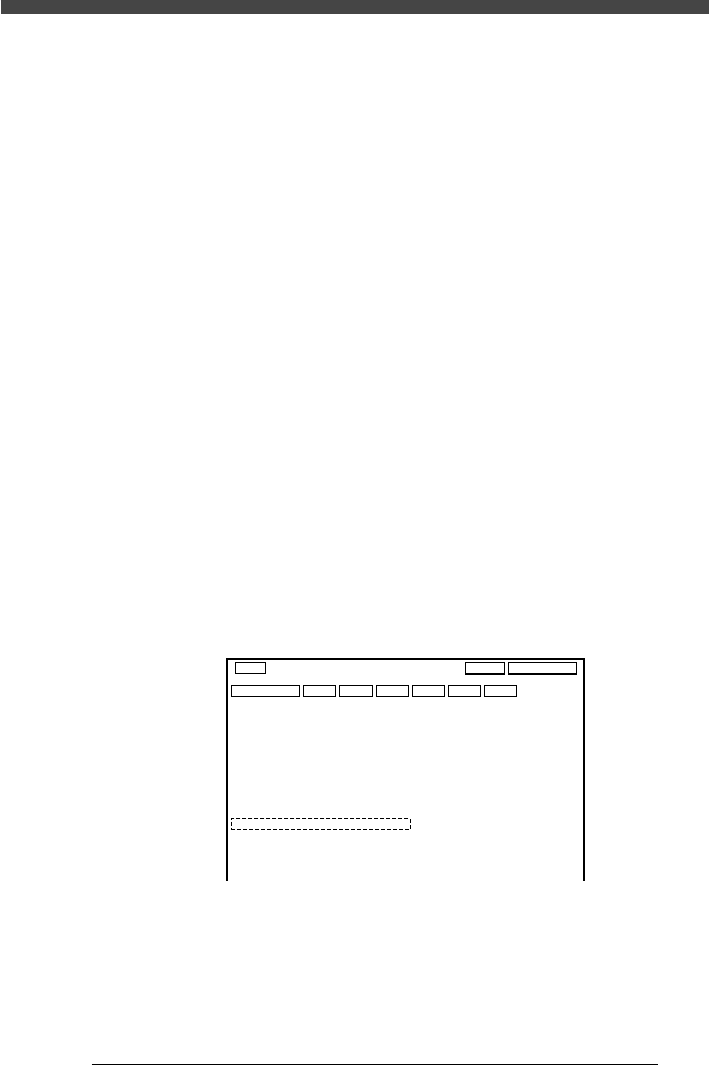
1.2.10チェンジタイマー/ ソクド
チェンジタイマー「X」は、ノズル交換を行う際にヘッドが下降端で停止する時
間です。(単位は msec)標準値は200msec 前後ですが、ノズル交換に失敗す
る場合は少し大きめの値を入れてください。最大1 秒(1000msec)まで設定
できます。
チェンジソクド「Y」は、ノズル交換するときのヘッド上昇 / 下降の相対スピー
ドです。通常100%で入力されていますが、ノズル交換に失敗する場合は少し
速度を下げてください。
60943119-03
対象名
X
機械座標
FINE角度
マルチカメラ
ロケートピン基準
基板外形基準
待機基準
廃棄位置
基板面/固定トレイ
両方向認識オフセット
同時吸着範囲
QFP装着浮代
チェンジタイマー/ソクド
リトライ回数の上限
廃棄ステーション位置1 0
廃棄ステーション位置2 0
移動可能高さ
YZ
編集中
0.00
0.00
0.00
16.95
0.30
0.00
0.00
0.00
900.00
195.76
195.76
430.84
76.45
0.00
0.30
100.00
0.00
0.00
77.27
77.27
344.29
115.14
0.76
0.30
200.00
0.00
0.00
R
フィーダー
0.00
0.00
0.00
0.00
16.95
-0.01
1.00
50
1
1
種類
0.03
間欠タイプ
廃棄動作
100
4.00
7回
編集対象
3 -
28
SER09989020
調整
第
3
章
1
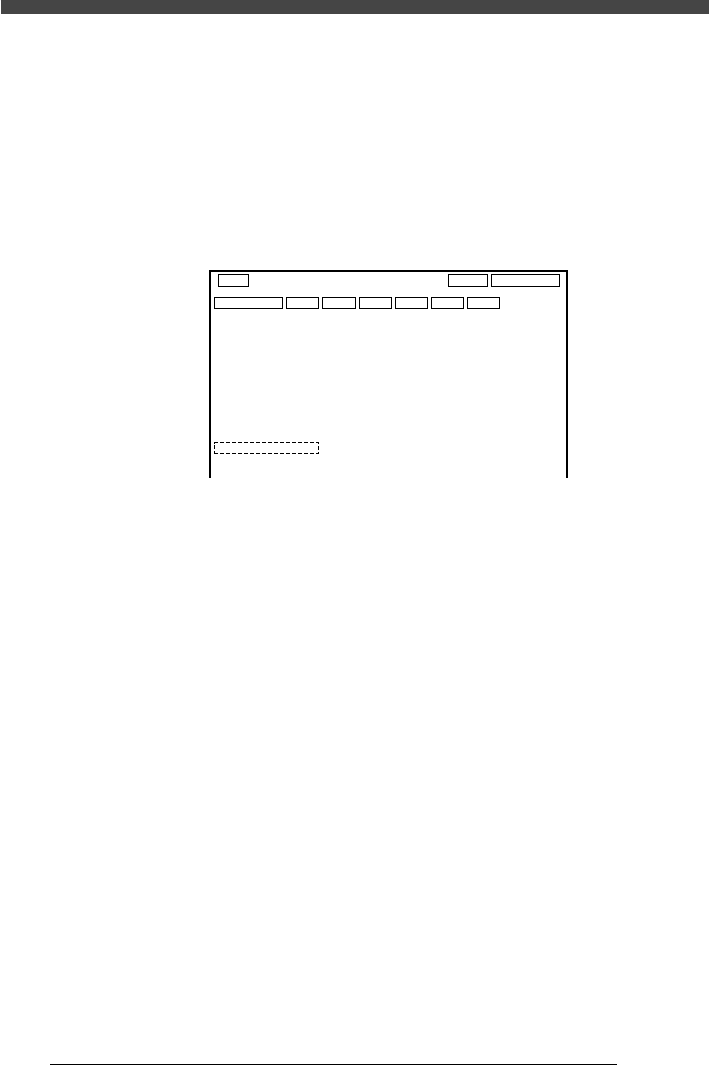
1.2.11リトライ回数の上限
吸着エラーや認識エラーが発生したとき、マシンがエラー停止するまでに実行す
るリトライ回数の上限を設定します。リトライ動作を実行したくないときは、
「即時停止」に設定します。設定変更は、[INS]・[DEL]・[SPACE] キーを押して
ください。
リトライ回数は部品ごとにも設定でき、ここに設定したリトライ回数の上限と比
較し、少ない方の回数だけリトライが実行されます。
60943120-03
対象名
X
機械座標
FINE角度
マルチカメラ
ロケートピン基準
基板外形基準
待機基準
廃棄位置
基板面/固定トレイ
両方向認識オフセット
同時吸着範囲
QFP装着浮代
チェンジタイマー/ソクド
リトライ回数の上限
廃棄ステーション位置1 0
廃
棄ステーション
位置
2 0
YZ
編集中
0.00
0.00
0.00
16.95
0.30
0.00
0.00
900.00
195.76
195.76
430.84
76.45
0.00
0.30
100.00
0.00
0.00
77.27
77.27
344.29
115.14
0.76
0.30
200.00
0.00
0.00
R
フィーダー
0.00
0.00
0.00
0.00
16.95
-0.01
1.00
50
1
1
種類
0.03
間欠タイプ
廃棄動作
100
4.00
7回
編集対象
1.2.12廃棄ステーション
オプションの部品廃棄ステーションをフィーダプレートにセットした場合、その
位置(XY 座標)と高さ(Z 座標)を指定します。下記の手順でティーチングし
ます。(廃棄ステーションを使用しない場合は、0.00 に設定します。)
「廃棄ステーション」の「種類」欄には、廃棄ステーションに戻された部品を排
出位置に確実に送るまでの時間を0 ∼9 の範囲で設定します。それに 0.25をか
けた値が実際のタイマー(秒)になります。
「廃棄ステーション」の「フィーダー」欄には、廃棄ステーションを駆動する
フィーダー番号を指定します。フィーダー番号はフィーダー8本単位の最初の番
号を指定してください。(例えば、1、9、17、25 etc.)フィーダー番号に0 が
指定されると、廃棄ステーションがないものと判断します。
e
1
非常停止ボタンを押してから、廃棄ステーションをフィーダプ
レートにセットします。
2
非常停止を解除します。
安全を確認してから、非常停止ボタンを回転解除し、YPU の [READY] ボタ
ンを押してください。
e