TP2171.P-Tool僨儏傾儖儗乕儞儅僔儞懳墳.pdf - 第19页
ヤマハ発動機株式会社 IM 事業部 マウンター技術部 ソフト開発グループ MDOC- SOFT50069 19/25 [ラ イン CT(秒)] 実装モード /搬送モード [ライン CT(秒)] レーン並行実装 /非同期搬送 レーン毎に 個別に CT を表 示し ます。( レーン 1 / レーン 2) レーン並行実装 /同期搬送 各レーンの実装 時間の大 きい方(前…
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50069
18/25
それぞれの「実装モード」/「搬送モード」におけるマウンターの動作は以下の様になります。
実装モード
搬送モード
レーン並行実装 レーン交互実装
非同期搬送
手前ヘッドは手前レーン、奥ヘッド
は奥レーンの実装を行います。
手前レーンの基板、奥レーンの基
板に対して順次実装を行います。
片側レーン実装中に搬送を行うこ
とにより、搬送ロスを無くすことが
できます。
同期搬送
両レーンの実装開始、完了のタイ
ミングを同期させます。片側のヘッ
ドが先に実装完了する場合は、相
手側の実装に加担することで生産
完了時間を早めます。
(選択不可)
※「実装モード」が「レーン交互実
装」 の場合、最適化は常に「非同
期搬送」を行う結果を出力します。
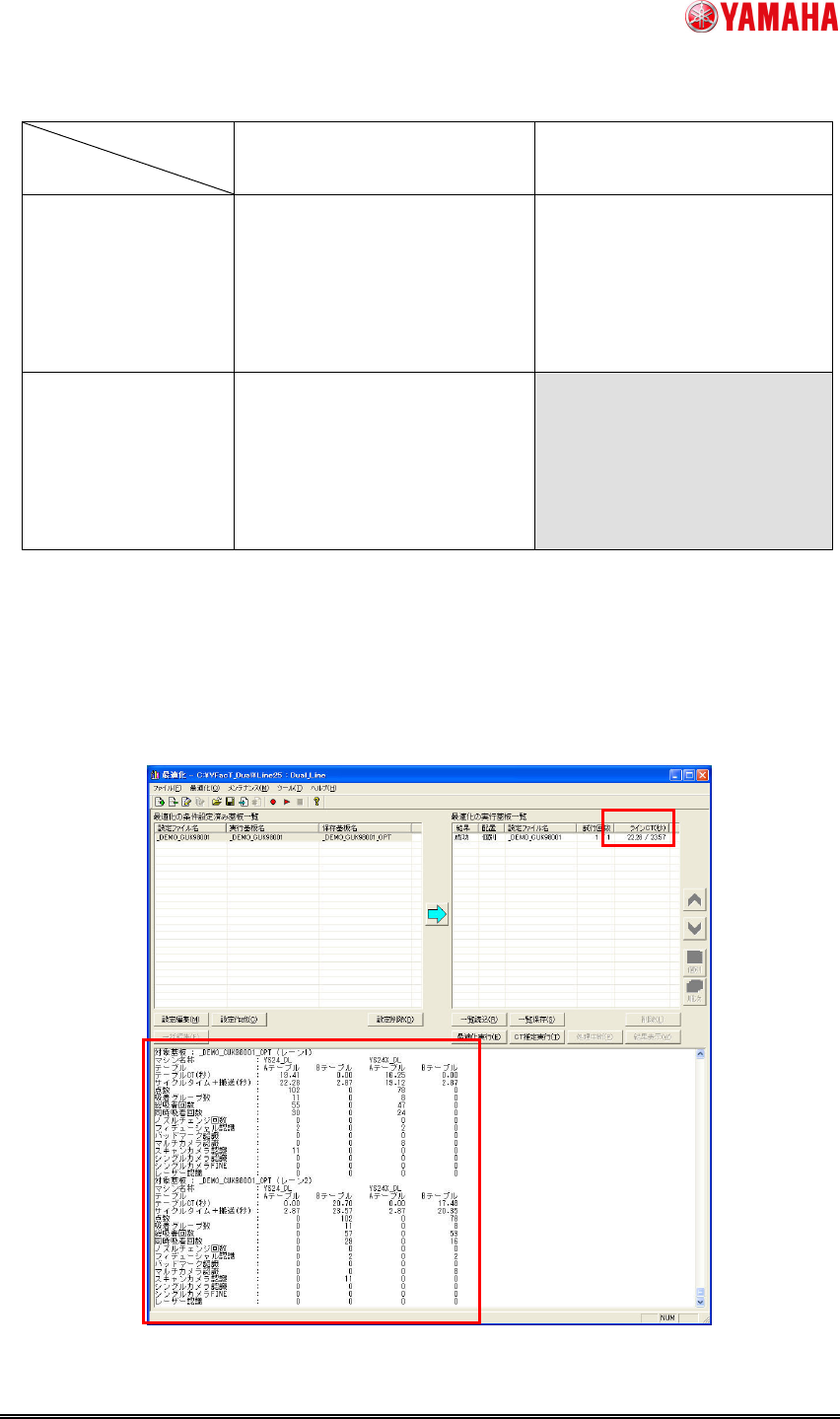
⑦最適化結果表示の拡張
結合基板データに対応しました。
• [ライン CT(秒)] に、レーン毎の CT を「(レーン 1 の値)/(レーン 2 の値)」で表示します。
• 画面下部のトレース情報に、両レーンの結果情報が表示されます。
実装・搬送モードにより、表示内容が異なります。
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50069
19/25
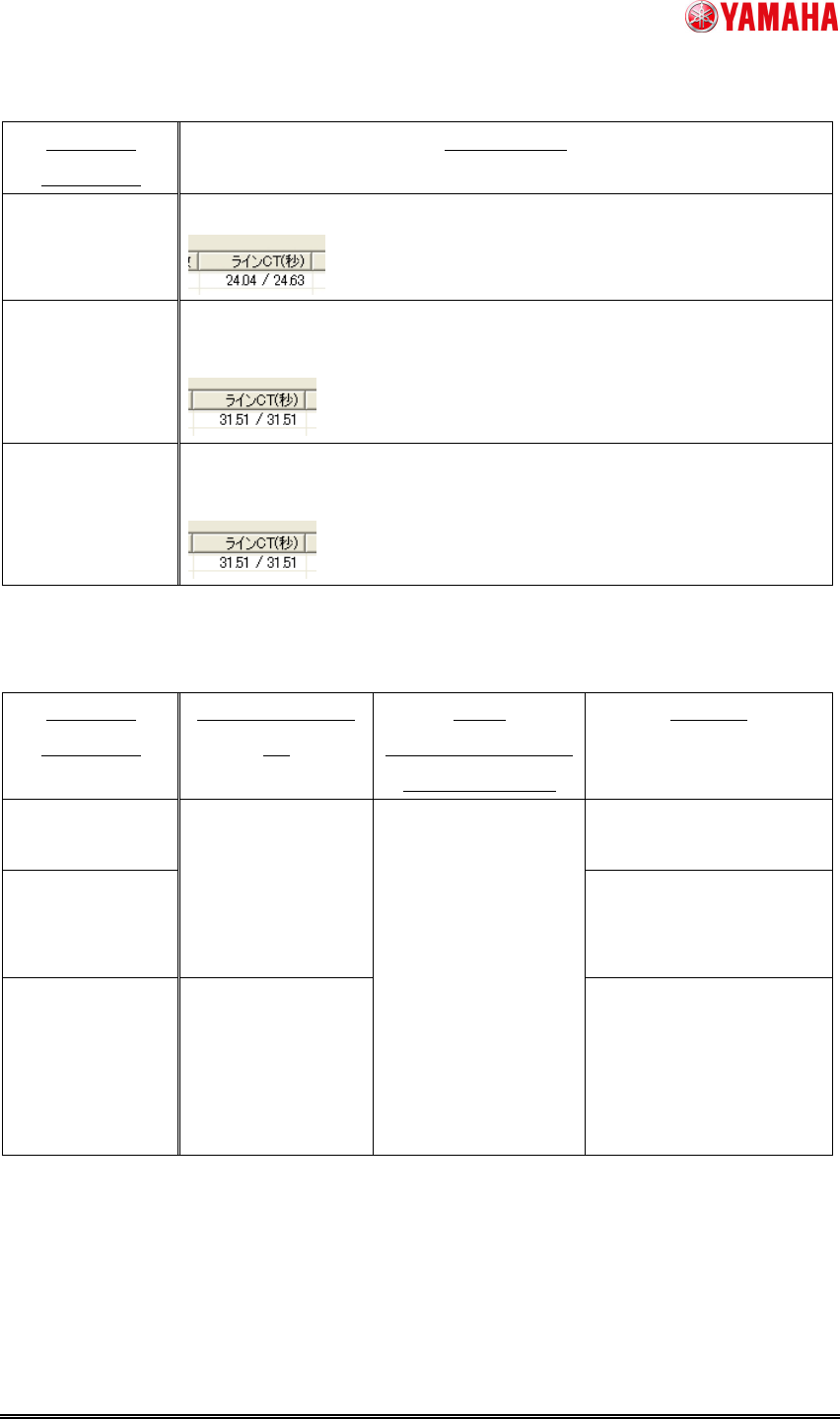
[ライン CT(秒)]
実装モード
/搬送モード
[ライン CT(秒)]
レーン並行実装
/非同期搬送
レーン毎に個別に CT を表示します。( レーン 1 / レーン 2)
レーン並行実装
/同期搬送
各レーンの実装時間の大きい方(前後レーン各 1 枚を生産するのに要する
時間)を表示します。両レーンの CT は同一になります。
レーン交互実装
/非同期搬送
各レーンの実装時間の合計(前後レーン各 1 枚を生産するのに要する時
間)を表示します。両レーンの CT は同一になります。
(トレース情報)
実装モード
/搬送モード
[サイクルタイム+搬
送]
[点数]
[フィデューシャル認識]
[バッドマーク認識]
それ以外
レーン並行実装
/非同期搬送
レ ー ン 毎 に 値 を 表 示 し ま
す。
レーン並行実装
/同期搬送
搬送時間を含む値を
表示します。
両レーンの合計を表示しま
す。レーン 1/レーン 2 の値
は同一です。
レーン交互実装
/非同期搬送
搬送時間を含まない
値を表示します。(片
レーンを実装中に反
対側レーンの搬送を
行うため )
レーン毎に値を表示し
ます。
レーン毎に値を表示しま
す。
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50069
20/25
⑧同期搬送時の最適化動作(V1.24STDR1.000 以降)
片側のヘッドが先に実装完了する場合は、相手側の実装に加担することで生産完了時間を速める最
適化結果を出力します。
以下の場合、CT 改善の効果を得ることができます。
• 前後ヘッドの実装完了時間の差が大きい場合、かつ、「複数プログラム結合」を用いて基板データ
を作成した場合 (2.2.1「マルチレーンユーティリティー」参照)
• 従来「レーン交互実装」 を行う結果が出力されていた場合
[実装/搬送モード決定方法] を 「自動決定」 にすると、最適化が本動作の要否を自動で判断します。
(「2.5. 最適化 ⑥詳細設定の拡張 3」参照)
本動作を行う場合、出力される基板データの 「実装モード」 は 「レーン並行実装」、「搬送モード」 は
「同期搬送」となります。
【注意】
従来の結果よりも CT を改善する処理を行うため、最適化の実行時間が長くなる場合があります。
実行時間を短縮したい場合は、[最適化の設定]-[基本条件]-[実行条件]-[実行レベル]を「標準」、また
は「計算時間重視」にして下さい。