Q112179C01.pdf - 第193页
AVK3 维修手册 7.9 砧座平行度调节 D77MCC-83-1K0- A0 7.9-2 10. 手动旋转上砧座,调节平行度。 = 备注 = 注意当调节平行度时, 如 ( + ),( - ) 极限中断,驱动器可能被断开。 11. 拧紧 N 型联轴器。 12. 检查原点传感器是否接通 [ON] 。 13. 返回原点。 14. 再次检查平行度。 (1) 原点探测器 (2) A 安全限位 (+) (3) A 安全限位 (-) A 探测头明细…
AVK3
维修手册
7.9
砧座平行度调节
D77MCC-83-1K0-A0
7.9-1
7.9.
砧座平行度调节
D77MCC-83-1K0-A0
装置编号:
1087112000 / 1087121000
7.8
砧座高度调节
7.9
砧座平行度调节
7.10
砧座原点
(WA
轴
)
调节
=
准备
=
1.
千分表
砧座平行度调节
1.
1.
接通电源
[ON]
并返回原点。
2.
打开前盖板。
3.
接通维修开关
[ON]
。
4.
按主控制面板上的“
START
”(开始)。
5.
检查前控制面板上
A
左边的星号
(*)
是否闪烁。
如果不闪烁:
若
A
值为“
0.00
”,则按下“
RESET
”键。
若
A
显示其他值,则使用
NC
轴点动检查功能
(
“
F1
”
)
将其复置为“
0.00
”。
6.
在
XY
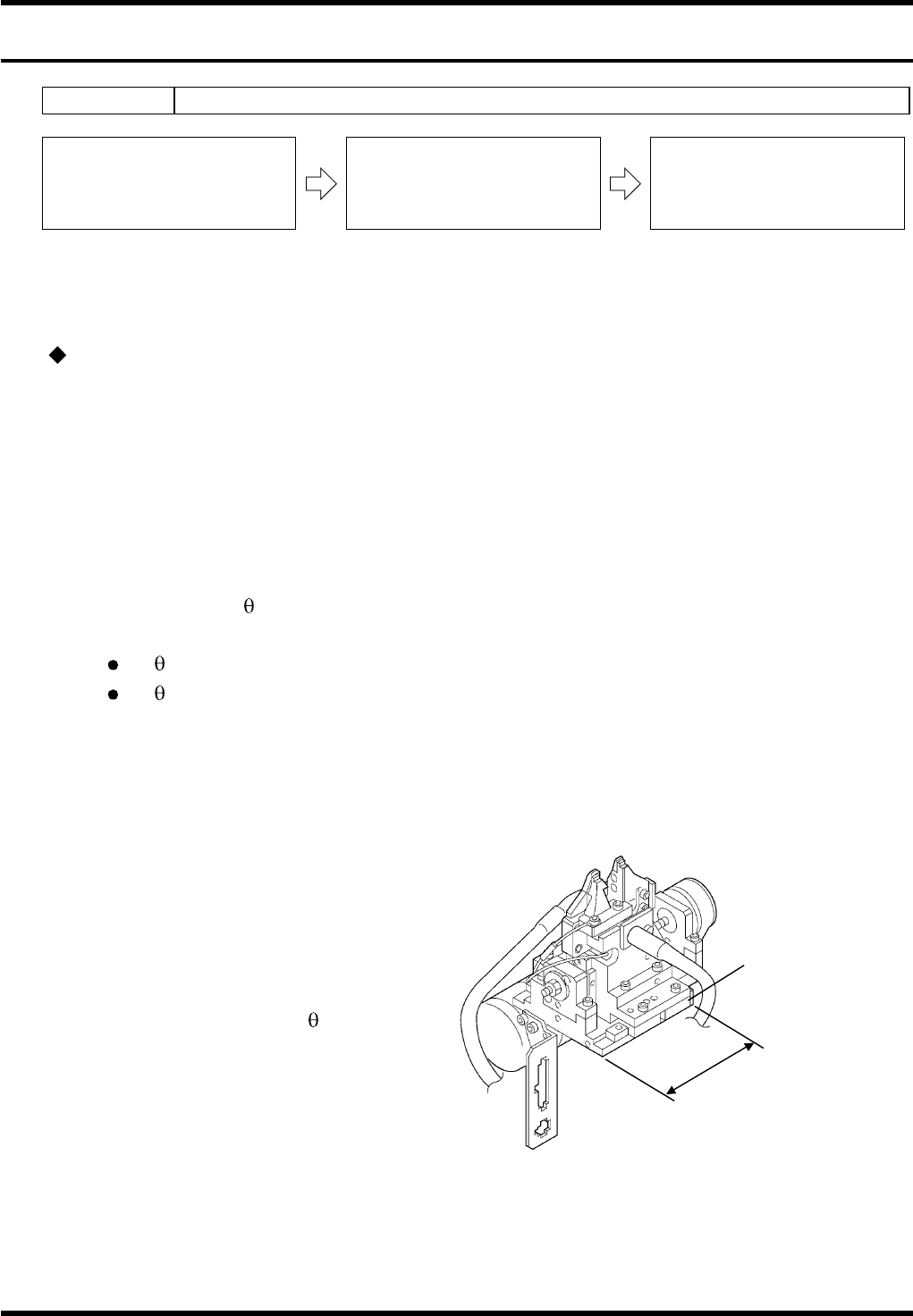
工作台上安装磁性架子。
7.
将千分表放置在砧座
A
表面,并当
XY
工作台移动时检测平行度。
=
技术规格
=
平行度:
0.03mm
以内。
=
备注
=
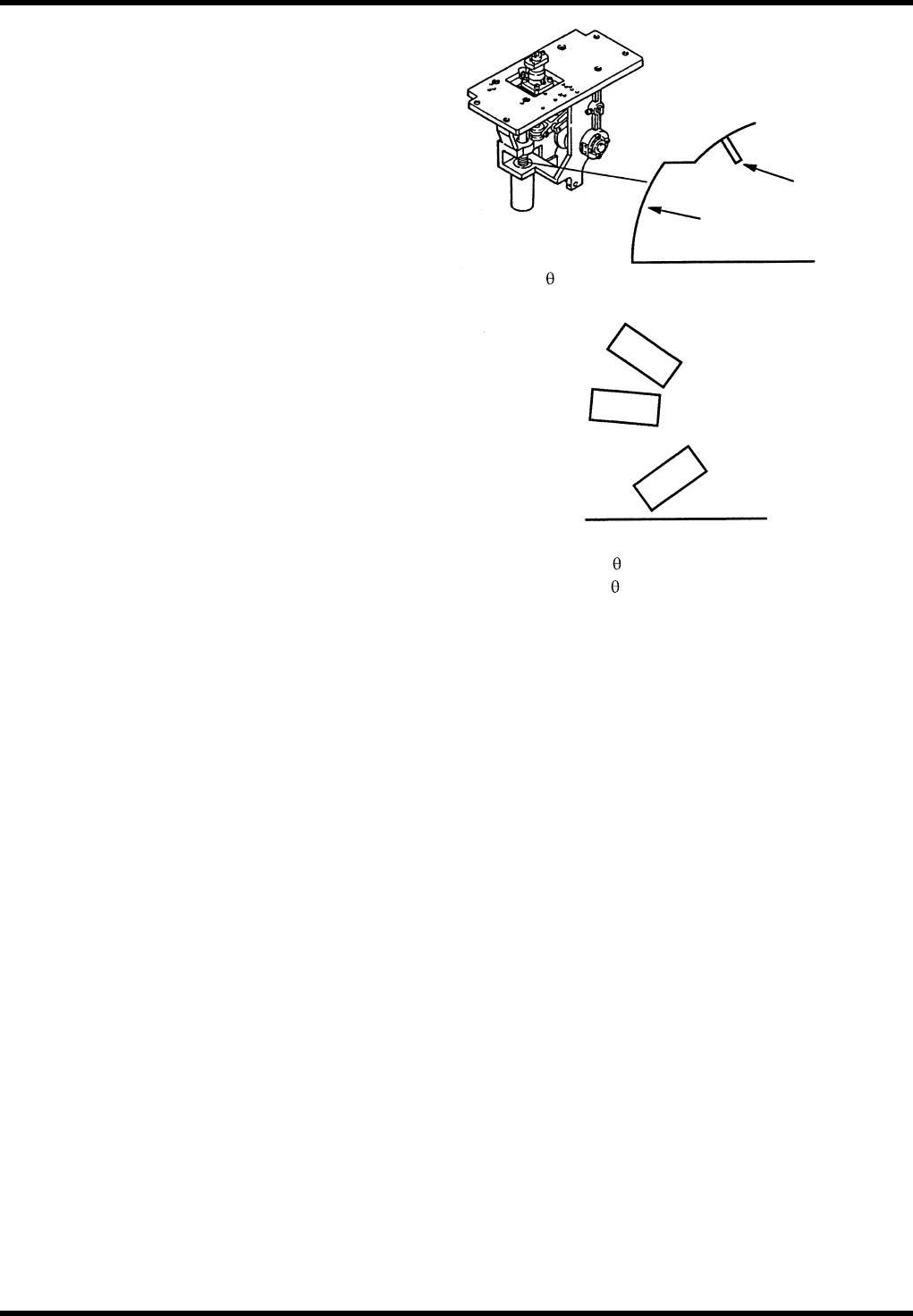
当砧座在
0°
和
90°
时,确认检测
平行度。
8.
如不在规定范围内,返回
A
轴原点。
9.
拧松
N
型联轴器。
=
备注
=
确认电机联锁未断开。
=
备注
=
小心在拧松
N
型联轴器时,当电机一侧增加负载时,驱动器可能被断开。
=
备注
=
若驱动器被断开,关闭电源
[OFF]
并重新启动。
砧座
A
表面千分仪测量
表面
测量范围
60mm
AVK3
维修手册
7.9
砧座平行度调节
D77MCC-83-1K0-A0
7.9-2
10.
手动旋转上砧座,调节平行度。
=
备注
=
注意当调节平行度时,如(
+
),(
-
)
极限中断,驱动器可能被断开。
11.
拧紧
N
型联轴器。
12.
检查原点传感器是否接通
[ON]
。
13.
返回原点。
14.
再次检查平行度。
(1)
原点探测器
(2)
A
安全限位
(+)
(3)
A
安全限位
(-)
A
探测头明细图
原点探测
安全限位探测
(1)
(2)
(3)
传感器排列
AVK3
维修手册
7.10
砧座原点(
WA
轴)调节
D77MCC-83-1L0-A0
7.10-1
7.10.
砧座原点(
WA
轴)调节
D77MCC-83-1L0-A0
装置编号:
1087121000
7.9
砧座平行度调节
7.10
砧座原点(
WA
轴)调节
=
准备
=
1.
厚度量规
砧座原点(
WA
轴)调节
1.
1.
接通电源
[ON]
并返回原点。
=
备注
=
检查
W
轴原点是否闪亮。
2.
打开前盖板。
3.
接通维修开关
[ON]
。
4.
按下主控制面板上的
“
START
”(开始)键。
5.
检查前控制面板上
A
左边的星号(
*
)是否闪
烁。
如果不闪烁:
若
A
值为“
0.00
”,按“
RESET
”键 。
若
A
显示其他值,使用
NC
轴点动检
查 功 能(“
F1
”)将其复置为“
0.00
”。
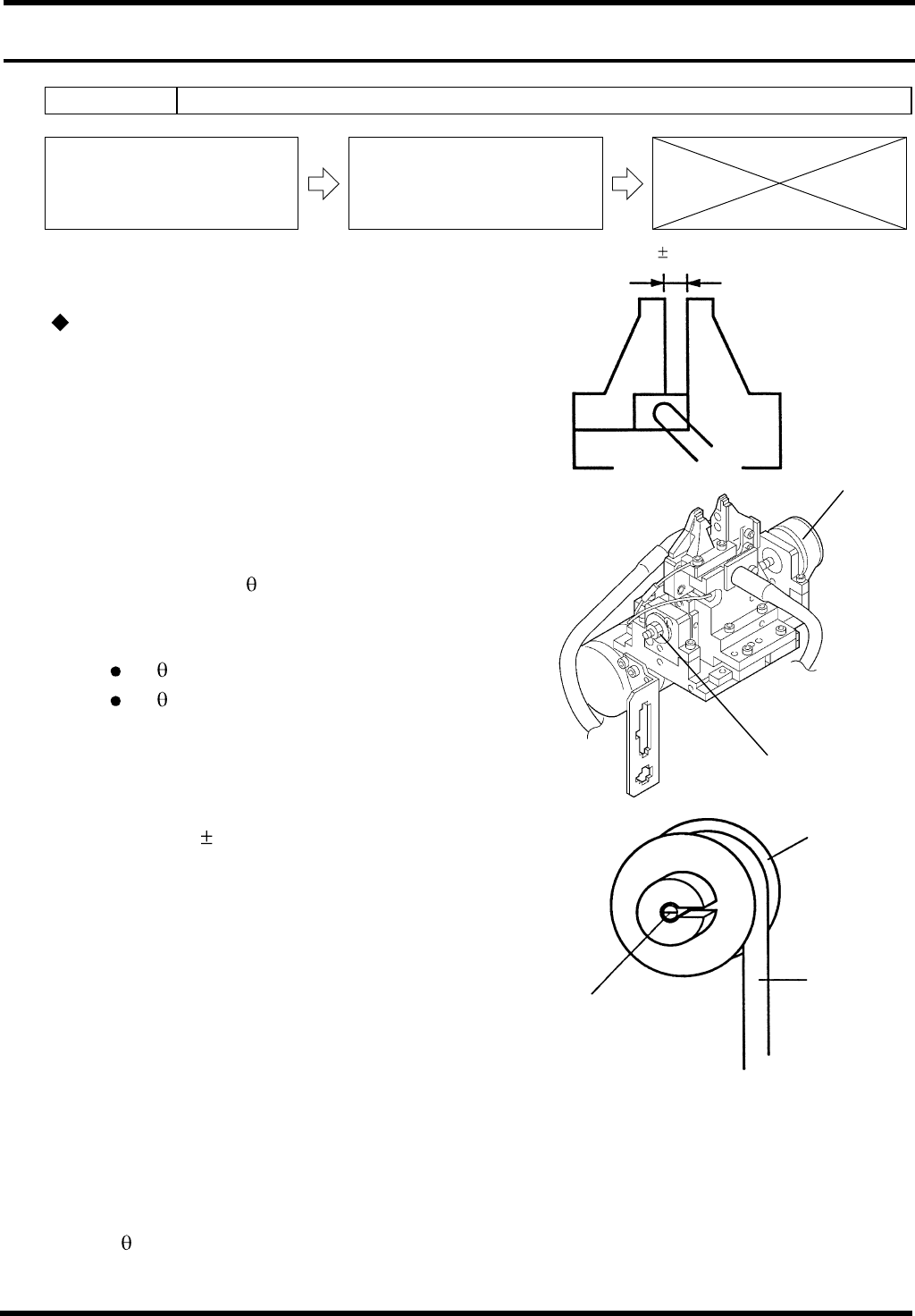
6.
使用厚度量规检查砧座间距。
=
技术规格
=
间距:
0.8 0.05 mm
7.
如不处于规定的范围内,应拧松皮带轮螺栓。
8.
将驱动机安置于负凹槽内,使之旋转,并设
置内部尺寸为
0.8mm
。
9.
拧紧皮带轮螺栓。
10.
检查原点感器是否接通
[ON]
。
11.
返回原点并再次检查间距。
=
备注
=
滚珠丝杆导程为
2mm
(每次旋转,移动
2mm
)
=
备注
=
因为没有倒置
LM
,因此从凹陷部件滑出可能引起倒置。
=
备注
=
当
A
轴位于原点时,检查挡块的位置是否对称。
确保传感器在离原点(
+
)和(
-
)两个方向上相同步的地方关闭
OFF
。
凹槽
调速带
滑轮
0.8
0.05 mm
U
型螺
滑轮