RX-8_SPE.pdf - 第27页
23 与现有机器的不同点 现有机器在检测出搭接 点时会在 搭接点暂停 ,用户需要通过按下 点按钮 手动确定 搭接点 ,但 RX -8 在 检测出 搭接点时 可自动切换到下一个 卷 筒 。( IFS - NX V er .5.0 以上 全机型 均为相同规格) 不对应通过 HMS 检查 搭接 空袋的功 能。 不对应多条形码阅读器 、背面多条形码阅读器。 基板条形码的种类: 不对应 一次元条形码 。 RX -8 不进行…

22
5-2-2 支援软件
5-2-2-1 JaNets:生产支持系统
是继承了以往的生产线管理程序软件 HLC・IS・IS_Lite 的功能,将 JUKI 贴片机的有关生产
业务与信息,以整体车间作业(生产现场)为单位,进行综合管理、优化,达到提高车间作
业整体的生产效率、产品质量,以效率化实现降低成本为目的的一种系统产品。
当您添加一个外部输出功能选项,可以输出 JaNets 之外的信息。
5-2-2-2 IFS-NX
RX-8 中使用 IFS-NX 的主要功能如下。
(1) 误安装防止
生产准备时及元件用完时核对旧卷筒与新卷筒,核对完成之前禁止开始生产,可防止由于元件误贴装
导致基板不良。
对应带式供料器中的搭接。实施搭接后,可检测出搭接点替换为新卷筒。
(2) 元件剩余数管理
通过从元件的初始剩余数开始计算元件吸取数,进行元件的剩余数管理。
(3) 随机供料器设置
在贴片机上准备时,用户可将供料器安装到任意位置实施生产。在准备过程中将供料器安装到任意位
置,取得该供料器的配置状况,更新生产程序的吸取数据。更新吸取数据后,要进行必要的准备,开
始生产。
(4) 追溯
识别装置中基板的条形码或各电路的条形码,管理元件的贴片履历。需要追查原因时,可分析元件的
生产履历(什么时间,使用哪个程序,由哪台贴片机生产的等),对状况进行追踪调查。
(5) 工厂监视(Factory Monitor)
可通过各种错误信息(元件用完警告、处理错误等)共通确认生产线上生产中作业的状况。
(6) MSD 元件管理(MSD Control)
可进行 MSD (Moisture Sensitive Device)元件的管理。可禁止使用已超过使用期限的元件等。
(7) CAN 规格 MPC
在现有机器中使用 MPC 后,将从安装在供料器及台架上的 RFID 读取 ID,自动进行核对。RX-8 没有
RFID 规格,MPC 将通过 CAN 通信读取供料器、台架的 ID。
23
与现有机器的不同点
现有机器在检测出搭接点时会在搭接点暂停,用户需要通过按下点按钮手动确定搭接点,但 RX-8 在
检测出搭接点时可自动切换到下一个卷 筒 。( IFS-NX Ver.5.0 以上全机型均为相同规格)
不对应通过 HMS 检查搭接空袋的功能。
不对应多条形码阅读器、背面多条形码阅读器。
基板条形码的种类:不对应一次元条形码。
RX-8 不进行与 IS 、以及元件 DB 的连接。因此有以下限制。
※ 不能从 IS 取得检测出搭接时的空袋数的设定。
24
6. 元件供应装置
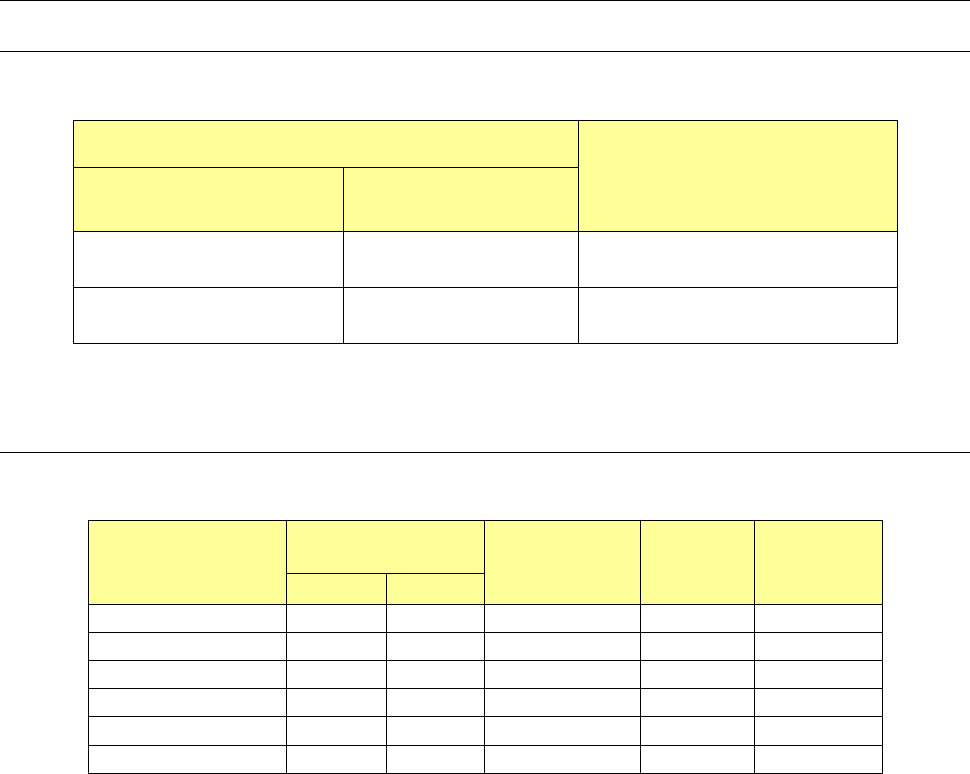
6-1 供料器台架规格
仅可从前侧台架供应元件。(无后侧台架)
前侧台架
备注
L
(左台架)
R
(右台架)
一次性更换台车 一次性更换台车 电动式供料器用专用台架
固定台架 固定台架 电动式供料器用专用台架
6-2 最多品种数
RF 系列电动式供料器
产品代码
前侧
可安装数量
可安装数
合计
占有
通道数
安装间距
L R
RF04AS
28
28
56
(
56
种)
1
12.0mm
RF08AS
28
28
56
(
56
种)
1
12.0mm
RF12AS
14
14
28
2
24.0mm
RF16AS
14
14
28
2
24.0mm
RF24AS
9
9
18
3
36.0mm
RF32AS
7
7
14
4
48.0mm