00193936-02.pdf - 第212页
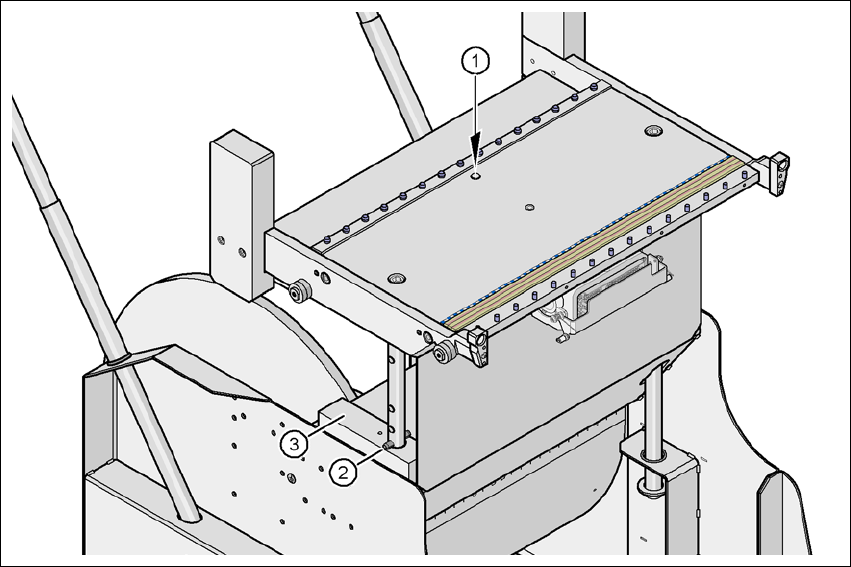
4 安装和试运行 SIPLACE HF 系列用户手册 4.6 根据 PCB 传送高度调整料车 软件版本 SR.505.xx 2004 年 7 月中文版 212 4 图 4.6 - 2 环首螺钉和法兰螺栓的位置 (1) 环首螺钉的 M12 孔 (2) 螺旋夹紧销, D IN 7343 , 8x40 - S t , 2x (3) 支撑块, 2x
SIPLACE HF 系列用户手册 4 安装和试运行
软件版本 SR.505.xx 2004 年 7 月中文版 4.6 根据 PCB 传送高度调整料车
211
4.6.1 警告说明
警告
只有 SIEMENS 工程师或合格人员才能调整料车的高度。
Æ 始终遵守适用的事故预防规定。
Æ 如果要调整元件供料器料台的高度,卸下元件料台底座上的全部供料器。
4.6.2 工具和设备
调整料车高度时,需要以下工具和设备:
- 锤子
- 冲锤, 8 mm
- 用于抬升料车台的 M12 螺纹的环首螺钉
- 用于抬升料车台的举升设备,容量最小为 80 kg
4.6.3 更改料车高度
警告
将所有的供料器从料车底座中抬出来。
Æ 将环首螺钉拧入料车底座的 M12 螺纹孔 (1) 中。
Æ 将升降设备的吊钩插入环首螺钉 (2)。
Æ 稍稍抬起料车底座,露出螺旋夹紧销。
Æ 用冲锤小心地将螺旋夹紧销从两侧敲出。
Æ 将螺旋夹紧销插进所需的 PCB 传送导轨高度的孔内 (见图 4.6 - 1)。
Æ 慢慢降低料车底座,直至螺旋夹紧销插置于支撑块上 (3)。
Æ 从料车底座拧下环首螺钉。
4 安装和试运行 SIPLACE HF 系列用户手册
4.6 根据 PCB 传送高度调整料车 软件版本 SR.505.xx 2004 年 7 月中文版
212
4
图
4.6 - 2
环首螺钉和法兰螺栓的位置
(1) 环首螺钉的 M12 孔
(2) 螺旋夹紧销, DIN 7343, 8x40 - St, 2x
(3) 支撑块, 2x

SIPLACE HF 系列用户手册 5 贴片机的使用
软件版本 SR.505.xx 2004 年 7 月中文版 5.1 人员情况
213
5 贴片机的使用
本章包括的大量主题可帮助您日常使用 SIPLACE 生产线。
例如,通过本章内容,您可以了解到能够最大程度减少停机的预防性措施,从而在生产过程中,
最大限度地提高 SIPLACE 生产线的效率。
此外,生产线工程师一节还分别描述了操作员和生产线工程师的任务。
5.1 人员情况
5.1.1 操作员
5.1.1.1 操作员的任务
操作员须已参加了 SIPLACE 操作培训课程或接受了训练有素的人员的指导。
操作员的任务:
- 检查分配给供料器的元件。
→此外,每天进行若干次安装检查,最好在每个班次开始时进行,以确保安装的元件正确。
- 向供料器供应足够的元件。
- 立即补充元件并接合料带。
- 检查并确保元件处于正确的拾取位置 (见图 5.7 - 2
)
- 检查向输入和输出传送导轨上的 PCB 传送物料的情况
- 检查安装质量
- 在 PCB 进入焊接炉之前,对 PCB 进行随机取样。
- 遵守 ESD 规定
- 避免错误 (见 5.7
页, 226 节)
- 注意贴片机上的故障显示和信息,并在必要时通知生产线工程师
- 进行 《预防性维护手册》中规定的维护工作。
5.1.1.2 操作员使用的工具
所有操作员必须具备以下工具。建议将工具存放在一个适宜的容器里,以免在从容器里拿放工具
时受到伤害 (例如,被一对镊子)。
贴片机的每位操作员需要: