00193936-02.pdf - 第338页
7 贴片机扩展部件 SIPLACE HF 系列用户手册 7.11 SIPLACE 生产率提升系统 软件版本 SR.505.xx 2004 年 7 月中文版 338 运行。这样, SIPLACE 生产线的占地面积几乎与以前相同。 地面传送带 两个传送带携带贴片机下面空的或 贴装的 PCB (见图 7.1 1 - 1 )。 水平 / 垂直升降 (水平 / 垂直梭动传送机) 在生产线初始端、贴片机之间、生 产线末端有 HV 梭动传送机。它携带…
SIPLACE HF 系列用户手册 7 贴片机扩展部件
软件版本 SR.505.xx 2004 年 7 月中文版 7.11 SIPLACE 生产率提升系统
337
7.11 SIPLACE 生产率提升系统
7.11.1 并行贴片原理
贴片生产线通常串行排列,其中的各台贴片机为串行连接。当 PCB 从一台贴片机传送到另一台
贴片机时,贴片程序将按顺序处理。这意味着, PCB 贴片是在各台贴片机中逐次进行。
7
图
7.11 - 1
串行和并行生产线的比较
当贴片机并行连接时,在单独贴片机上贴装的元件组合起来。几台贴片机按照相同的贴片程序工
作。它们在一台贴片机上贴装所有的元件,而如果是串行连接,则贴片程序将在几台贴片机之间
逐次运行。如果一台贴片机已装满 PCB,则 PCB 被移动到下一台贴片机上,按照相同的贴装程
序贴装。带有要贴装的相同元件的贴片机组称为组或作业程序组。
7.11.2 进行并行贴片
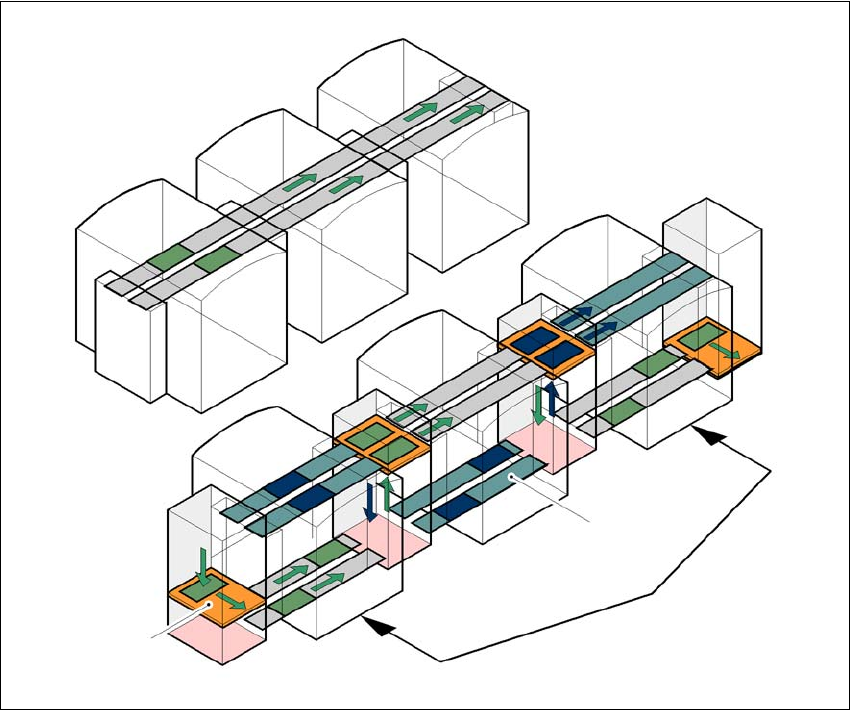
并行排列的贴片机生产线需要很大的空间,因此并行贴片原理在地面传送带和水平 / 垂直升降
(HV 梭动传送机)上实施。尽管贴片机为串行排列,但升降装置和地面传送带仍允许生产线并行
串行生产线
并行生产线
地面传送带
组 (作业程序组)
水平 /
垂直升降
7 贴片机扩展部件 SIPLACE HF 系列用户手册
7.11 SIPLACE 生产率提升系统 软件版本 SR.505.xx 2004 年 7 月中文版
338
运行。这样, SIPLACE 生产线的占地面积几乎与以前相同。
地面传送带
两个传送带携带贴片机下面空的或贴装的 PCB (见图 7.11 - 1)。
水平 / 垂直升降 (水平 / 垂直梭动传送机)
在生产线初始端、贴片机之间、生产线末端有 HV 梭动传送机。它携带着 PCB,穿梭在地板和处
理层,以及地面传送带上的两个轨道之间。
7
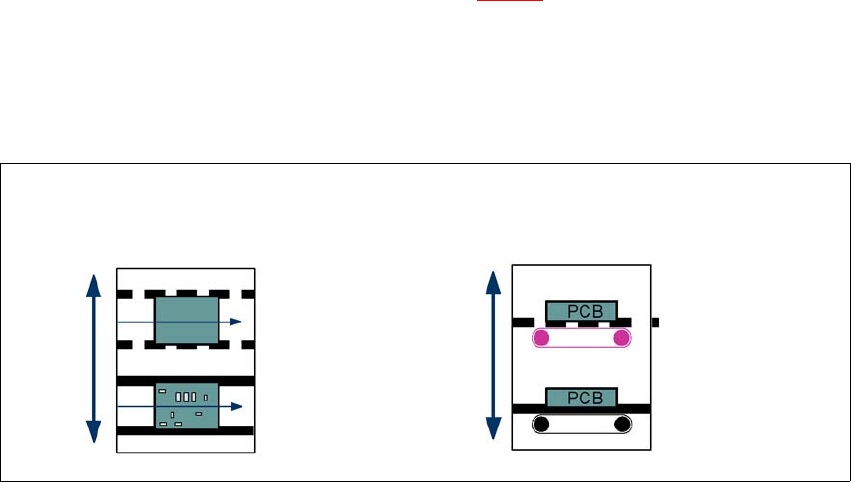
图
7.11 - 2
水平
/
垂直梭动传送机 (
HV
梭动传送机),传送轨道更改和升降功能
水平传送导轨
HV 梭动传送机
升降功能
垂直传送导轨
未贴装
已贴装
标准
传送导轨层
底层地面
传送导轨层
HV 梭动传送机
传送轨道更改
SIPLACE HF 系列用户手册 7 贴片机扩展部件
软件版本 SR.505.xx 2004 年 7 月中文版 7.11 SIPLACE 生产率提升系统
339
7.11.3 生产率提升系统的优点
生产率提升系统能够提高生产线上贴片机的贴片率,进而提高整个生产线的生产率。
7
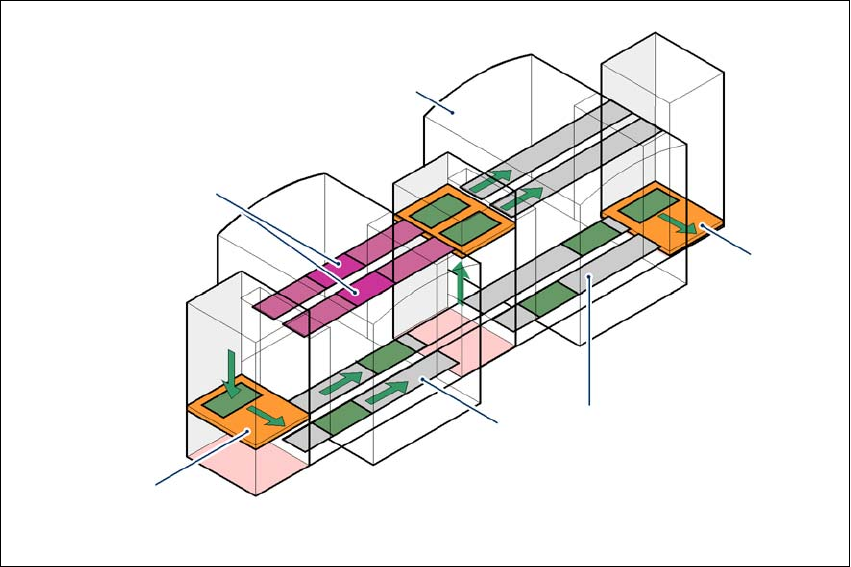
图
7.11 - 3
生产率提升系统
-
避免停机
当生产线并行连接时,不会因单个贴片机出现故障而使整条生产线停止运行。此外,还可以在其
它生产线继续贴装无须中断的情况下,访问单独的贴片机。
使用这一功能,可
- 调查流程或进行测试
- 为 PCB 基准点、封装形式或测试贴片编程
- 进行维护或修理
- 修改操作错误,例如没有及时连接料带或元件。
另一个优点是生产线可使用软件按需重新配置,而无须重设贴片机。
传送导轨段,处理
贴片机
水平
垂直升降
地面传送带
轨道更改