00193936-02.pdf - 第329页
SIPLACE HF 系列用户手册 7 贴片机扩展部件 软件版本 SR.505.xx 2004 年 7 月中文版 7.9 元件传感器 329 使用元件传感器可以提高 dpm 率,即使贴 装其它小元件,如 0402 或 0603 元件时,也是如此。 在封装形式列表中选择元件传感 器时,记住,元件只能在配 备了元件传感器的贴片机上 贴装。 如果要用元件传感器测试元件, 该传感器必须在生产线上配 置。届时,可以使用下列选 项: 新设置 设置优…
7 贴片机扩展部件 SIPLACE HF 系列用户手册
7.9 元件传感器 软件版本 SR.505.xx 2004 年 7 月中文版
328
7.9.1 元件传感器的功能说明
元件传感器 (部件号 00118021-01)
元件传感器固定在 12 段位器收集贴片头安装孔的底部(见图 7.9 - 1
)。它用于扫描元件的外形并
检查吸嘴上是否有元件。此外,它还可以确定元件的高度。元件高度可以用来确定元件是处于正
常的位置,还是在吸嘴的边缘。高度为 0.1 至 4 mm 的元件均可以检查。对于大型的元件,只能
检查其是否在吸嘴上。
元件传感器通过 SIPLACE Pro 计算机上的封装形式编辑器进行配置。
每个吸嘴,包括专用吸嘴,可以用元件传感器扫描。
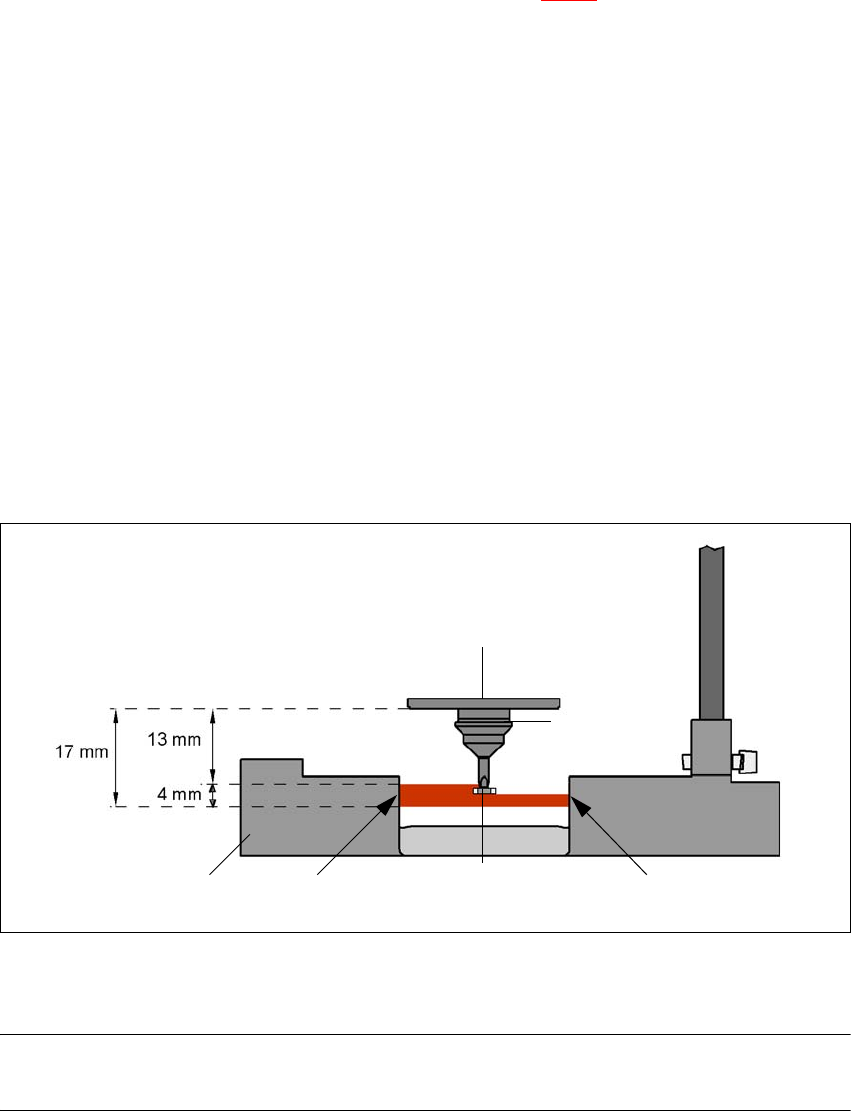
7.9.2 测量条件
必须满足下列条件,得到的测量值才有效:
- 照明光束必须在校准过程中接触到空吸嘴尖。
- 当吸嘴上有元件时,吸嘴尖必须在照明光束的范围内。
- 最小吸嘴长度 13 mm
- 吸嘴长度 + 元件高度 + 公差 < 17 mm
如果满足这些条件,就可以确定元件是否存在,或测量元件高度。高度间的最小区别是 100 祄。
7
图
7.9 - 2
元件传感器,工作原理
7
7
请注意 7
如果使用 906 吸嘴贴装 0201 元件,使用元件传感器非常重要,因为此时不可能进行真空测量。 7
增量盘
元件
吸嘴
IR LED
光电晶体管
十字通过

SIPLACE HF 系列用户手册 7 贴片机扩展部件
软件版本 SR.505.xx 2004 年 7 月中文版 7.9 元件传感器
329
使用元件传感器可以提高 dpm 率,即使贴装其它小元件,如 0402 或 0603 元件时,也是如此。
在封装形式列表中选择元件传感器时,记住,元件只能在配备了元件传感器的贴片机上贴装。
如果要用元件传感器测试元件,该传感器必须在生产线上配置。届时,可以使用下列选项:
新设置 设置优化功能可以自动将元件分配给元件传感器,条件是已安装了
传感器。
老设置 可以将新 GF 号分配给元件,然后用元件传感器检查。
中央数据管理 如果生产线上的贴片机并非每台都配备了元件传感器,则新封装形
式号将分配给每个元件,然后用元件传感器检查。
请注意 7
- 要修改元件传感器,只能由 SIEMENS AG 维护工程师进行。
- 安装了元件传感器后,通过 SITEST 程序重新校准 12 段位器收集贴片头。
7 贴片机扩展部件 SIPLACE HF 系列用户手册
7.10 共面性激光组件 软件版本 SR.505.xx 2004 年 7 月中文版
330
7.10 共面性激光组件
7.10.1 功能说明
共面性激光组件用于测量管脚的垂直曲度管脚的长度用激光三角测量原理进行无触测量。
7
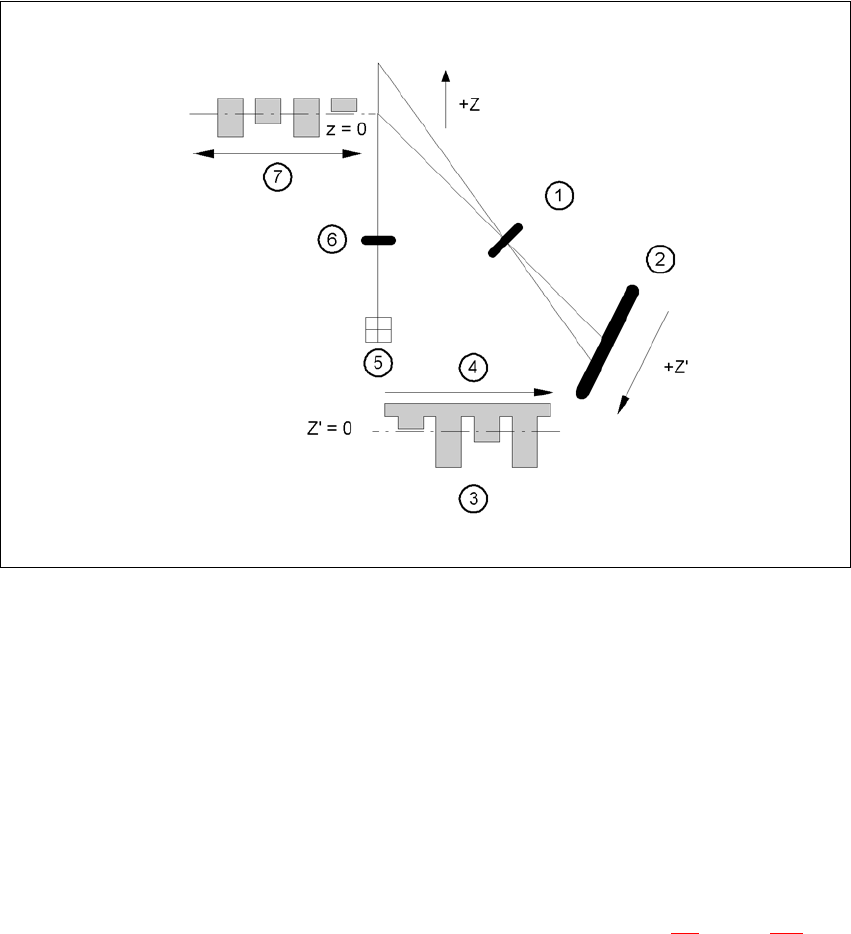
图
7.10 - 1
激光三角测量原理
(1) 接收器镜头
(2) 探测器
(3) 测量信号
(4) 时间 t
(5) 激光
(6) 发送器转换
(7) 行程方向
双贴片头拾取要检查的元件,使用元件视像照相机对其进行光学对中 (见第 7.2
节,第 305
页),并在固定的共面性激光组件的激光光束上方依次移动元件的四个面。用这种方式,每一个
管脚都能由激光光束从下到上全方位扫描。分散在管脚下部的激光由传感器记录,记录下的数值
用于计算管脚相对于 PCB 的准确位置。据此计算的位置数值与用户规定的极限值进行比较, . 如
果超过该极限值,则元件被处理或返回。