IFMU op manual.pdf - 第80页
IFMU 操作手册 4.3 供料器维护单元的操作概要 Page 4-12 EJW8AC-MB-04O-07 薄型单供料器时 切换画面 从菜单栏的 Menu 中选择 ‘X Adjustment’ 。 “4.7.3 X 位置调整的操作步骤 ” 设置薄型单供料器用附件 配置薄型单供料器用附件。 设置编带供料器 设置编带供料器。 开始检查 单击 [ 开始 ] 按钮。 检测链轮齿销 自动对链轮齿销进行检测。 确认画面上的 X 偏移量 以目视确…
IFMU
操作手册
4.3
供料器维护单元的操作概要
EJW8AC-MB-04O-07 Page 4-11
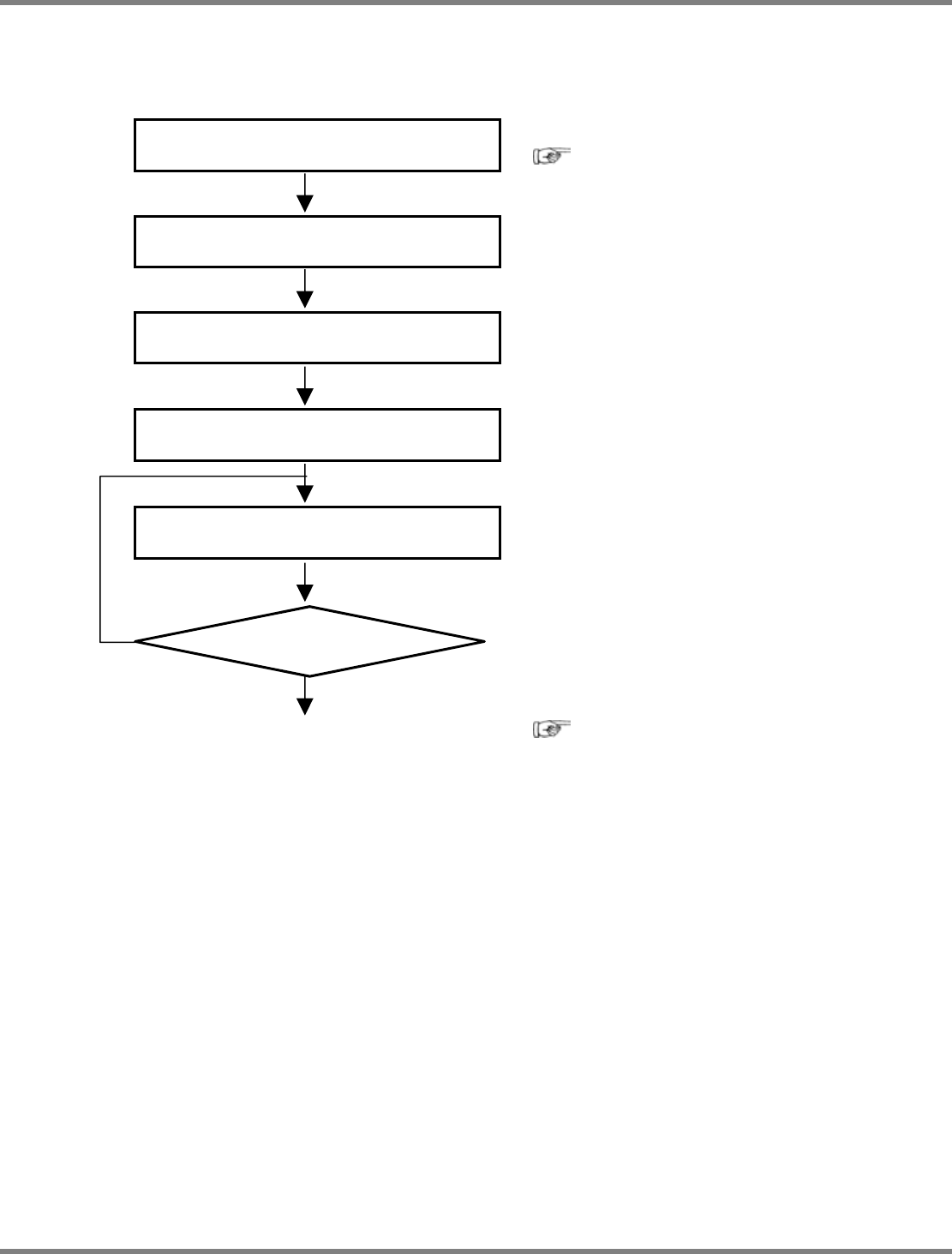
4.3.2
链轮齿销的
XY
位置调整流程
8 mm
双、
12 mm/16 mm/24 mm/32 mm/44 mm/56 mm/72 mm
供料器时
切换画面
从菜单栏的
Menu
中选择
‘X Adjustment’
。
“4.7.3 X
位置调整的操作步骤
”
设置编带供料器
设置编带供料器。
开始检查
单击
[
开始
]
按钮。
检测链轮齿销
自动对链轮齿销进行检测。
链轮齿销的
X
检查
用扳手对
X
调整销进行调整。
需要使用与供料器治具套件
(
需另行购入
)
同包装
的
2
个
8 mm
扳手。
调整后自动进行确认。
至自动计测
“4.6.2
自动计测的操作步骤
”
OK
NG
检查结果的确认
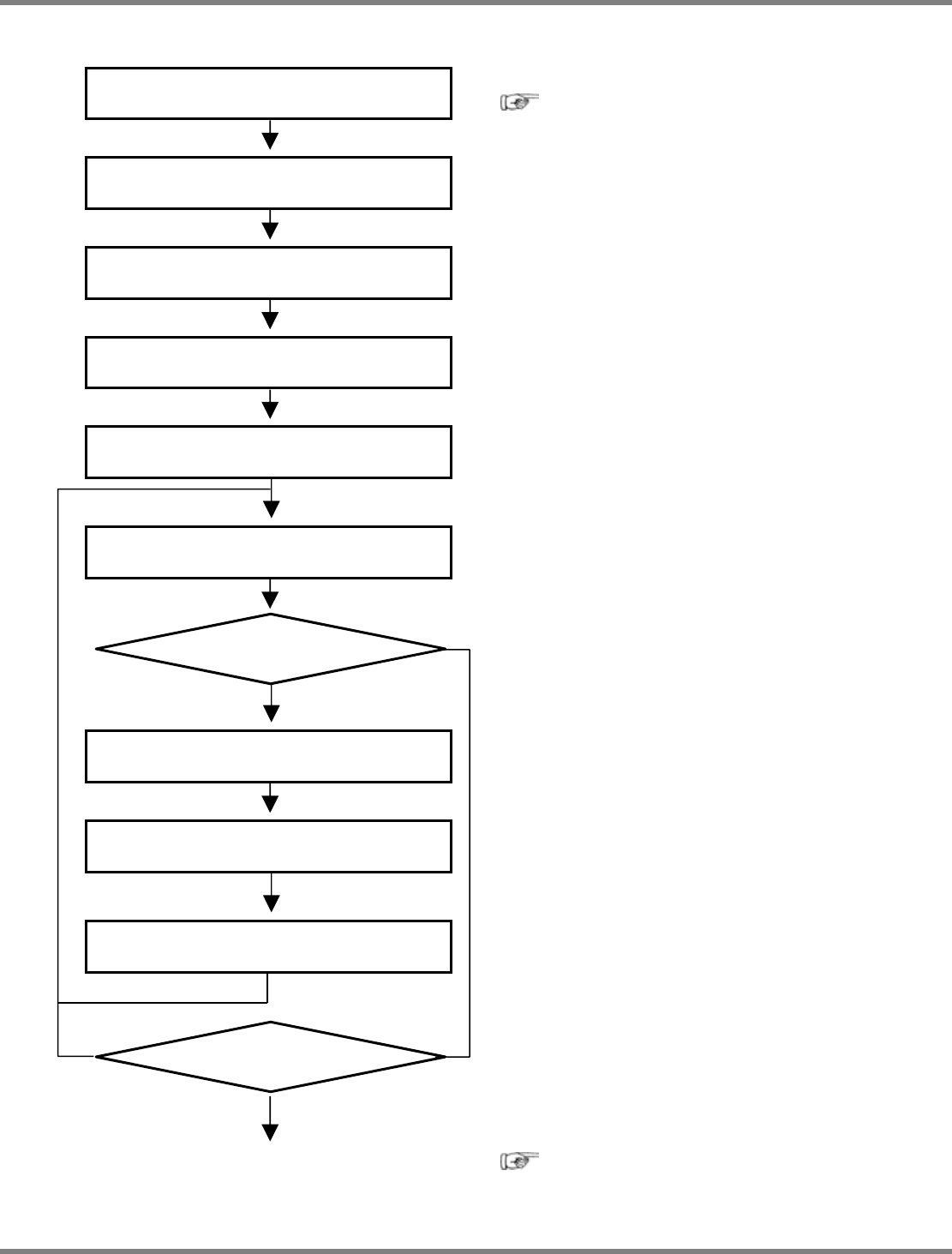
IFMU
操作手册
4.3
供料器维护单元的操作概要
Page 4-12 EJW8AC-MB-04O-07
薄型单供料器时
切换画面
从菜单栏的
Menu
中选择
‘X Adjustment’
。
“4.7.3 X
位置调整的操作步骤
”
设置薄型单供料器用附件
配置薄型单供料器用附件。
设置编带供料器
设置编带供料器。
开始检查
单击
[
开始
]
按钮。
检测链轮齿销
自动对链轮齿销进行检测。
确认画面上的
X
偏移量
以目视确认是否处于基准范围内。
取出编带供料器
为了进行调整,暂时取出供料器。
调整
X
位置
使用一字螺丝刀和扳手对
X
规制销进行调整。
一字螺丝刀和扳手请由客户准备。
设置编带供料器
再次配置编带供料器。
调整后自动进行确认。
至自动计测
“4.6.2
自动计测的操作步骤
”
OK
NG
偏移量在基准以内
确认检查结果
NG
OK
IFMU
操作手册
4.3
供料器维护单元的操作概要
EJW8AC-MB-04O-07 Page 4-13
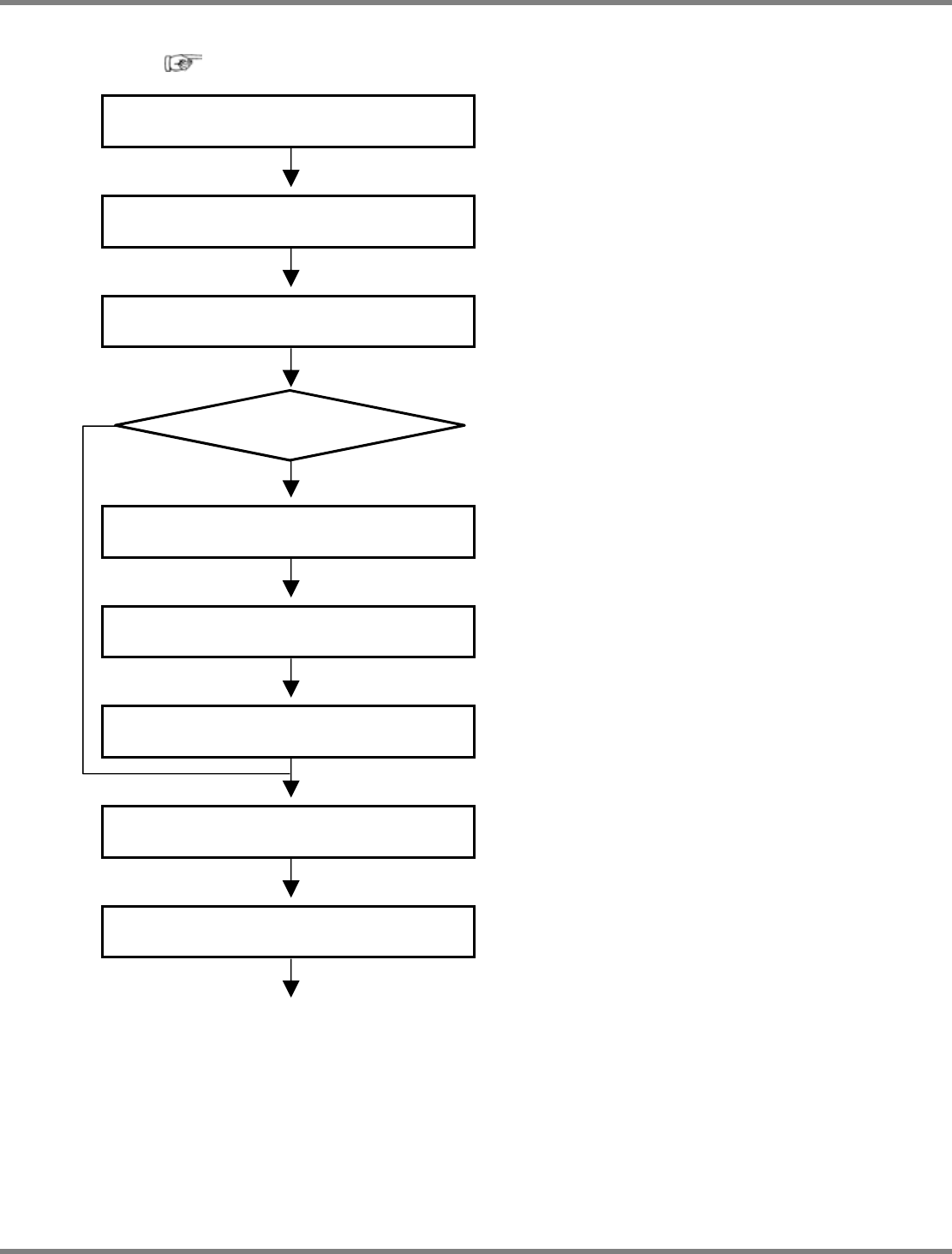
4.3.3
开关、传感器类的检查流程
( “4.8.3
操作步骤
”)
切换画面
从菜单栏的
Menu
中选择
‘SW/IO Check’
。
设置编带供料器
设置编带供料器。
开始检查
单击
[
开始
]
按钮。
自动加载供料器的检测为自动判定方式。
编带接缝检测传感器的确认
对编带接缝检测传感器的动作进行确认。
卷取传感器的确认
对卷取传感器的动作进行确认。
卷取电机的确认
对卷取电机的动作进行确认。
(
目视
)
操作箱的开关的确认
对操作箱的开关动作进行确认。
操作箱的
LED
的确认
对操作箱的
LED
的亮灯进行确认。
至后页
YES
NO
检查对象为
8mm
薄型自动
加载供料器